Servo presses are changing how manufacturers handle precision forming. These machines use programmable motion, real-time feedback, and high energy efficiency. This combination provides operators with a level of control that mechanical and hydraulic presses cannot offer.
Choosing the right servo press involves more than checking tonnage or price. Buyers must match the machine’s capabilities with their production goals, part shape, and required accuracy. This alignment helps avoid underperforming equipment and unexpected costs.
This article outlines the key technical specifications to consider before purchasing a servo press. Each specification links directly to part quality, operating cost, and return on investment. The goal is to help engineers and buyers make clear, data-based decisions.
Understanding Your Application Needs
Before examining tonnage charts or catalog data, define your actual production needs. Precision assembly, shallow forming, and deep drawing all need a different mix of force, stroke, and motion control.
Material Type and Thickness
The first step is to identify the material and its basic properties. Material strength and thickness directly affect forming force and motion settings.
Hard materials, such as stainless steel or titanium, require a higher force. They also need slower movement near the bottom, specifically at the center, to reduce cracking and surface damage. Softer materials, such as aluminum or copper, allow for faster cycles. However, they still need precise control to prevent bending or shape distortion.
Engineering insight: Forming force increases almost linearly with material thickness and yield strength.
For example, a 2 mm mild steel part may need about 35–40 kN of force. The exact shape, made from stainless steel, may require a load of 60–70 kN.
For this reason, engineers should always calculate the required forming load first. The press rating should then be at least 20–30% higher than that value. This safety margin helps maintain stable part quality when material properties change between batches.
Production Volume and Cycle Time
Your production volume affects more than just the press size. It also defines the durability and efficiency required of the machine during daily operation.
For small parts and electronic components, 1–5 ton servo presses often run at 30–60 strokes per minute in short-stroke mode. These machines can still hold repeatability at the micrometer level, even at higher speeds.
High-volume production places stress on the press over long periods. In these cases, stable temperature control and low mechanical wear become critical. For low-volume or prototype work, the focus changes. Flexibility becomes more valuable than maximum speed.
Design tip: Choose a press that can store multiple motion programs. Fast digital setup reduces downtime and facilitates small-batch production without compromising accuracy.
Process Type and Forming Complexity
Each forming process responds differently to applied force. Stamping, coining, and bending depend on fast impact. Deep drawing and precision joining require slow, steady pressure with a short dwell near the bottom, centered precisely. This dwell helps reduce springback and surface damage.
Servo presses handle these differences very well. The slide can slow down during forming, pause to release internal stress, and then speed up on the return stroke. All of this occurs within a single programmed cycle.
This level of control makes servo presses suitable for complex production lines. One station can handle forming, inserting, and assembly without requiring machine changes.
Example: In EV battery tab forming, engineers can reduce the slide speed from 250 mm/s to 30 mm/s near contact. This change can cut burr height by more than 40%. The result is a cleaner surface and better bonding quality.
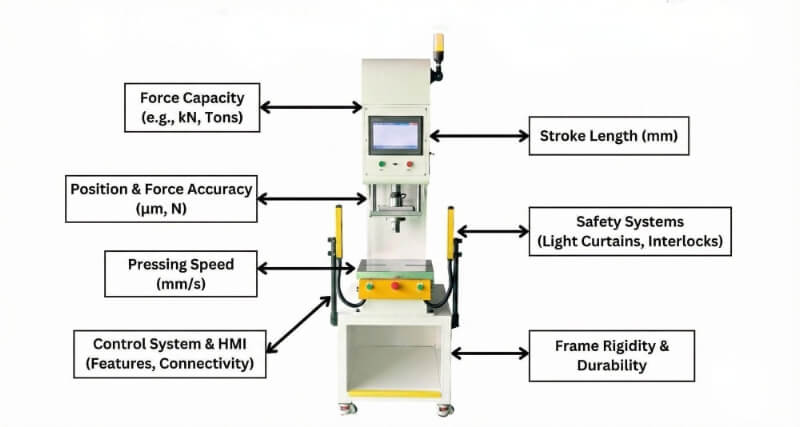
Core Technical Specifications
After defining your process needs, review the core technical specifications of the servo press. These values demonstrate the machine’s true capabilities in terms of forming ability, control accuracy, and upgrade space.
Rated Tonnage and Force Curve
Rated tonnage shows the maximum continuous force the press can deliver at a specific stroke position. This point is typically located a few millimeters above the bottom, centered directly.
In servo presses, usable force stays high across a much wider stroke range. This behavior differs from that of mechanical presses, where the force drops quickly once the crank moves away from its peak angle.
Before selecting a machine, engineers should calculate the required forming load to ensure the machine is suitable for the task. A common formula is
F = K × L × t × σ
Here, K represents the process factor. L is the cut or forming length. t is material thickness. σ is material strength.
After calculating the load, the press rating should be at least 20–30% higher. This margin helps absorb variation in tooling, material batches, and part geometry.
Engineering insight: A stable force–displacement curve supports even material flow. It also reduces die wear and improves long-term process consistency.

Stroke Length and Adjustment Range
Stroke length refers to the distance the slide travels in one cycle. This movement distance affects speed, energy use, and process stability.
Most compact servo presses offer an adjustable stroke range of about 50–200 mm. Operators can set this range directly through the control system. A shorter stroke supports shallow forming. It increases speed and lowers energy use. A longer stroke supports deep drawing and multi-stage tools.
Servo presses allow digital stroke adjustment. No mechanical changes are needed. This feature enables faster setup and helps match the stroke to each part type. Better matching improves throughput and extends tool life.
Design tip: A well-tuned stroke reduces wasted movement. In many cases, it can cut non-productive travel by 25–30%, which directly increases overall output.
Slide Speed and Motion Profile
Servo control lets engineers design motion curves instead of relying on fixed crank speeds. The slide can move fast during approach, slow down at contact, hold briefly to control springback, and then return at high speed.
A typical motion sequence may look like this:
Fast approach at 300 mm/s → Forming at 30 mm/s → Dwell for 0.3 s → Return at 250 mm/s.
This type of motion reduces vibration and limits impact on the die. It also improves part size consistency from one cycle to the next.
Engineering insight: Smooth deceleration and a short dwell near bottom dead center can extend die life by 20–40%. This benefit is evident in precision forming and joining processes.

Working Height and Table Size
Working height is the distance between the slide and the bolster at the bottom, dead center. This dimension affects tool fit and operator access during setup and production.
Small servo presses in the 1–5 ton range usually offer adjustable working heights of about 150–300 mm. Table sizes are often around 300 × 200 mm. These sizes are suitable for many small parts and precision assemblies.
You should always confirm that your largest die fits within the table area. There must also be sufficient space for material loading, part removal, and sensor placement.
For precision work, presses with T-slot bolsters or modular tool mounts are easier to align. They also reduce changeover time.
Design tip: Select a table that is 15–20% larger than your current tooling, allowing for future automation or fixture upgrades.
Precision and Control Capabilities
Once the press’s mechanical parameters are matched to your application, the next critical question is: how precisely can it move and control force?
Position and Force Accuracy
Modern servo presses utilize closed-loop feedback to track position and force precisely in real-time. High-resolution encoders measure slide position to about ±0.01 mm. Built-in load sensors monitor force changes within roughly ±1%.
This accuracy keeps each stroke consistent. It is especially valuable for micro parts and assemblies that rely on tight interference fits.
Unlike crank-driven presses, servo presses can adjust motion during the stroke. When the system detects position drift or higher material resistance, it automatically corrects the movement. This control reduces tool wear and maintains part quality stability over extended production runs.
Engineering insight: In precision tasks such as electrical contact pressing, a stroke drift of just 0.02 mm can change insertion force by 5–8%. Servo feedback control prevents this issue by making constant adjustments during each cycle.
Motion Programming and Software Interface
Programmability is the core advantage of servo presses. Operators can create custom motion profiles through a touchscreen HMI or a PC interface. They can set speed, position, dwell time, and force at each stage of the stroke.
This digital approach replaces mechanical cams and shims. Engineers can save multiple motion programs for different parts and materials, allowing for efficient operation. This capability reduces setup time and ensures consistent results across operators and shifts, ensuring a seamless workflow.
Many modern systems display the stroke as a live motion curve. Users can adjust key points directly on the screen, making fine-tuning faster and more intuitive.
Common motion types include:
- Constant velocity (ideal for general forming)
- Constant pressure (for assembly and compression)
- Hybrid control (combining both speed and force targets)
Design Tip: Choose a press that allows parameter storage and export. This supports traceability and makes PPAP or ISO 9001 documentation much easier to manage.

Data Monitoring and Connectivity
Modern servo presses work as part of a connected production system. They are no longer stand-alone machines on the shop floor.
Most current models track force, stroke position, speed, and cycle count in real time. The system shows this data on the HMI or sends it to factory software. Engineers can review trends and spot process drift before defects appear.
Advanced presses support standard industrial protocols, such as EtherNet/IP, PROFINET, and OPC UA. These connections enable seamless integration with MES, SCADA, or ERP platforms. The result is better maintenance planning, OEE tracking, and remote troubleshooting.
Engineering insight: When engineers analyze force–displacement data over time, they can detect tool wear or material fatigue weeks before parts fail inspection. This approach helps reduce unplanned downtime and stabilize production.

Energy Efficiency and Maintenance Factors
Product quality depends on precision. Long-term profit depends on energy use and maintenance costs. Servo presses excel in both areas by utilizing power efficiently and minimizing mechanical wear.
Power Consumption and Recovery
Servo presses run on electric servo motors. These motors draw power only when the slide moves or applies force. When the slide slows down or returns, regenerative braking captures kinetic energy and sends it back to the drive system.
This design reduces energy use by about 30–50% compared to mechanical presses. Savings can reach up to 70% when compared with hydraulic systems. For example, a 5-ton servo press running 8 hours per day can save roughly 8,000–10,000 kWh per year, depending on the cycle setup.
Design tip: Look for machines that show energy use on the HMI or track power per cycle. This data helps engineers fine-tune motion profiles and find energy losses during idle time.

Noise and Clean Operation
Servo presses run quietly because they use electric drives instead of hydraulic oil and heavy mechanical linkages. Typical noise levels stay below 75 dB. Hydraulic presses often exceed 90 dB under similar conditions.
This low noise makes servo presses suitable for clean and controlled environments. Medical device assembly and electronics production benefit the most. Oil-free operation also removes the risk of leaks and contamination.
Low vibration protects tooling and improves operator comfort during long shifts. Over time, a clean and quiet setup improves workplace conditions and reduces environmental compliance costs.
Engineering insight: Lower vibration and stable pressure help extend die life by 20–40%. This improvement can reduce tooling costs over thousands of production cycles.
Maintenance Access and Component Durability
Servo presses are built for long service life. They do not use belts, clutches, or hydraulic pumps. This design dramatically reduces routine maintenance.
Key components, such as ball screws and linear guides, often last more than 50 million cycles before requiring service. Many machines also include auto-lubrication systems and built-in diagnostic alerts.
Intelligent monitoring tracks cycle count, temperature, and vibration. The system can predict when service is required. This approach replaces unexpected shutdowns with planned maintenance windows.
Design tip: Select presses with modular motors and drive units for enhanced flexibility and ease of use. Modular designs facilitate easier replacement and maintain compatibility when future control system upgrades are made.
Safety and Integration
A well-designed press should not only form accurately — it should also protect operators, connect with automation, and scale with future upgrades.
Safety Features
Safety in servo presses rests on three main areas: protection, prevention, and compliance. Each area collaborates to ensure operators’ safety and maintain stable production.
Fixed guards, dual-hand controls, and emergency stop buttons provide physical protection. Prevention relies on smart sensors and overload detection. When the system detects abnormal force or position, it stops motion immediately.
Most modern servo presses meet CE, OSHA, or ISO 13849-1 requirements. This compliance supports safe use in automated and semi-automated lines. Many systems also add light curtains, area scanners, and door interlocks to protect operators during setup and maintenance.
Engineering insight: Servo presses with certified safety controls can reduce setup time by 15–20%. Operators can work within defined safe zones without having to shut down the machine entirely.

Automation Compatibility
Servo presses integrate easily with robots, conveyors, feeders, and vision systems. Their motion and timing can link digitally through protocols such as EtherCAT, PROFINET, or Modbus TCP.
In a typical setup, a robot loads a part, signals the press to run, and then removes the finished piece. All actions stay synchronized within milliseconds. This coordination reduces manual handling and improves process stability.
With reliable automation, servo presses support continuous, uncrewed operation. This capability enables manufacturers to run 24/7 while maintaining consistent quality and repeatability.
When evaluating automation readiness, check that your press supports:
- Multiple programmable I/O ports
- Real-time communication with PLCs
- External start/stop or position triggers
- Integration with quality sensors or cameras
Design Tip: If you plan to automate in the future, select a press with an open communication architecture. This ensures compatibility with future robotics or factory digitalization upgrades.

Evaluating Total Cost of Ownership (TCO)
Price is the most straightforward metric to compare, but it rarely tells the whole story. Two presses with similar upfront prices can differ significantly in their lifetime costs due to differences in energy use, maintenance, and uptime.
Energy and Operational Costs
Servo presses consume power only when the slide moves or applies force. When combined with regenerative braking, this approach can reduce yearly energy costs by about 30–50%.
In a small operation running 8 hours per day, energy savings can reach 8,000–10,000 kWh each year. This amount is close to the power use of two average workshops.
Low vibration and oil-free operation also reduce extra costs. Facilities spend less on noise control and avoid handling waste oil.
Design tip: Monitor energy use per cycle and cost per good part. These two indicators show the real operating efficiency of a forming line.

Productivity and Quality Payback
High precision directly leads to a real return on investment. When forming force stays consistent, scrap and rework drop. Programmable motion also lowers stress on tools, which helps them last longer.
In many applications, holding repeatability within ±0.01 mm can cut defect rates by 40–60%. The exact improvement depends on part design and process stability.
Servo motion control reduces impact during forming. This reduction can extend the life by 20–40% and lower tool replacement costs. Over time, these savings add up. In high-volume lines, payback often occurs within 12–18 months.
Design tip: When comparing suppliers, request a detailed cost breakdown. The model should include energy use, maintenance cost, and scrap reduction, not only the machine price.
Conclusion
Buying a servo press is both a technical choice and a long-term business decision. The right machine does more than meet today’s tonnage or speed needs. It supports future production plans, automation goals, and cost control.
A good decision begins with a clear understanding of your application and the process involved. From there, review each specification step by step. Focus on tonnage, stroke length, motion control, accuracy, energy use, and safety. This method helps ensure the press fits your operation today and continues to deliver value over time.
Seeking assistance in selecting the ideal servo press for your specific application? Our engineering team can review your forming needs, suggest the optimal machine setup, and thoroughly assess the feasibility of your process. Contact us to discuss your project or request a free technical consultation.
Hey, I'm Kevin Lee

For the past 10 years, I’ve been immersed in various forms of sheet metal fabrication, sharing cool insights here from my experiences across diverse workshops.
Get in touch
Kevin Lee
I have over ten years of professional experience in sheet metal fabrication, specializing in laser cutting, bending, welding, and surface treatment techniques. As the Technical Director at Shengen, I am committed to solving complex manufacturing challenges and driving innovation and quality in each project.



