Projektowanie gwintów może wydawać się proste, ale wiele części CNC ulega awarii, ponieważ gwinty nie zostały odpowiednio zaplanowane. Źle zaprojektowany gwint może ulec zerwaniu, niewspółosiowości lub utrudnić montaż. Skutkuje to stratą czasu i wzrostem kosztów. Inżynierowie i projektanci często zastanawiają się, jaki typ gwintu, skok lub głębokość najlepiej sprawdzą się w przypadku konkretnego materiału lub zastosowania.
Ten przewodnik pokazuje, jak projektować gwinty, które są mocne, dokładne i łatwe w obróbce. Dowiesz się, jak wybrać odpowiedni typ gwintu, zapewnić prawidłowe połączenie i uniknąć błędów, które mogą spowolnić produkcję lub uszkodzić części. Postępowanie zgodnie z tymi krokami pomaga w wydajniejszym wytwarzaniu niezawodnych części CNC.
Dobry projekt gwintu stanowi podstawę każdego montowanego komponentu. Podzielimy się kluczowymi pomysłami, abyś mógł tworzyć gwinty, które działają dobrze i są łatwe w obróbce.
Podstawy geometrii gwintów
Przed przystąpieniem do projektowania gwintów warto zrozumieć, jak działa ich geometria. Gwinty to coś więcej niż tylko spiralne rowki. Mają one specyficzne cechy, które określają ich kształt, wytrzymałość i dopasowanie.
Kluczowe elementy wątku
Nić 3D może wyglądać na prostą, ale jest ona zdefiniowana przez kilka cech geometrycznych, które muszą ze sobą precyzyjnie współpracować:
- Główna średnica: Jest to największa średnica mierzona w poprzek grzbietów gwintu. Na przykład gwint 1/4"-20 UNC ma średnicę główną 6,35 mm (0,25 cala).
- Mniejsza średnica: Jest to najmniejsza średnica mierzona u nasady gwintu. W przypadku gwintu 1/4"-20 UNC wynosi ona około 5,16 mm (0,203 cala). Średnica mniejsza określa wytrzymałość rdzenia elementu złącznego.
- Boisko: Odległość między jednym wierzchołkiem gwintu a następnym. W przypadku gwintów metrycznych, M6 × 1,0 ma skok 1,0 mm. W przypadku gwintów zunifikowanych, 1/4"-20 oznacza 20 gwintów na cal (TPI), czyli w przybliżeniu 1,27 mm skoku.
- Kąt gwintu: Kąt między bokami gwintu. Gwinty metryczne i zunifikowane wykorzystują kąt 60°, gwinty Acme wykorzystują kąt 29°, a gwinty Whitworth wykorzystują kąt 55°. Kąt ten wpływa na rozkład obciążenia i naprężenia na bokach gwintu.
- Średnica podziałowa: Średnica, przy której szerokość grzbietu gwintu jest równa szerokości rowka. Jest to najbardziej krytyczny wymiar dla prawidłowego dopasowania i połączenia. Na przykład gwint M10 × 1,5 6H ma tolerancję średnicy skoku ±0,13 mm.
- Crest and Root: Grzbiet to górna część gwintu, a nasada to jego dolna część. Ostre korzenie mogą powodować punkty naprężeń, dlatego normy takie jak ISO i ANSI określają minimalne promienie korzeni, aby zapobiec pęknięciom pod powtarzającymi się obciążeniami.
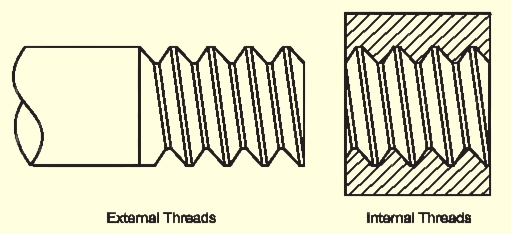
Gwinty wewnętrzne a zewnętrzne
Gwinty mogą być wewnętrzne (żeńskie) lub zewnętrzne (męskie). Mają tę samą geometrię, ale różnią się metodami obróbki i wytrzymałością.
- Gwinty zewnętrzne są wykonywane na śrubach, wałach lub kołkach. Mogą być nacinane lub walcowane. Gwinty walcowane są standardem w elementach złącznych o wysokiej wytrzymałości. Walcowanie zwiększa wytrzymałość zmęczeniową o 20-30% i poprawia wykończenie powierzchni, dzięki czemu montaż jest płynniejszy.
- Gwinty wewnętrzne są formowane w wywierconych otworach za pomocą gwintowników lub frezowanie gwintów. Na przykład gwint M8 × 1,25 zwykle wymaga otworu o średnicy 6,8 mm. Zbyt mały otwór utrudnia gwintowanie, natomiast zbyt duży otwór osłabia gwint.
Normy i klasyfikacje gwintów
Normy dotyczące gwintów określają sposób pomiaru, oznaczania i produkcji gwintów. Zapewniają one kompatybilność między częściami wyprodukowanymi przez różnych producentów.
Zunifikowany standard gwintów (UN i UNC/UNF)
Unified Thread Standard (UN) jest powszechnie stosowany w Stanach Zjednoczonych, Kanadzie i kilku innych krajach. Definiuje on zarówno serie gwintów zgrubnych, jak i drobnozwojnych, zapewniając spójne wymiary w różnych branżach.
- UNC (Unified National Coarse) mają mniej gwintów na cal (TPI), co czyni je mocniejszymi i łatwiejszymi w montażu. Na przykład śruba 1/4"-20 UNC ma 20 TPI, co oznacza 20 gwintów na cal. Grubozwojowa konstrukcja zapewnia lepszą odporność na zdzieranie w bardziej miękkich materiałach, takich jak aluminium.
- UNF (Unified National Fine) mają więcej gwintów na cal. Na przykład śruba 1/4"-28 UNF ma 28 TPI. Drobny skok pozwala na większą siłę zacisku i jest idealny do twardych materiałów lub zastosowań wymagających precyzyjnej regulacji.
- UNEF (ujednolicona krajowa dodatkowa grzywna) Gwinty te są rzadziej spotykane, ale stosuje się je tam, gdzie przestrzeń na gwint jest ograniczona, np. w przemyśle lotniczym lub przyrządach precyzyjnych.
Gwinty metryczne ISO
System gwintów metrycznych ISO jest najczęściej stosowanym globalnym standardem, regulowanym przez normy ISO 68-1 i ISO 965-1. Jest on powszechny w Europie, Azji i na wielu rynkach międzynarodowych. Zamiast cali, do wszystkich pomiarów używane są milimetry.
Gwinty metryczne są oznaczane literą M, po której następuje średnica nominalna i skok. Na przykład:
- M8 × 1.25 oznacza średnicę główną 8 mm i skok 1,25 mm.
- M10 × 1.5 ma średnicę 10 mm i skok 1,5 mm.
Gwinty metryczne wykorzystują ten sam kąt gwintu 60° co gwinty zunifikowane, ale stosują inny system tolerancji, oznaczony jako 6g dla gwintów zewnętrznych i 6H dla gwintów wewnętrznych w standardowych zastosowaniach.
Projektowanie gwintów pod kątem możliwości produkcji
Dobry projekt gwintu to coś więcej niż wybór odpowiedniego rozmiaru i skoku. Gwinty muszą być również łatwe w obróbce, wystarczająco wytrzymałe, aby utrzymać obciążenia i mieć stałą jakość.
Minimalna grubość ścianki i mocowanie gwintu
W przypadku otworów lub części cienkościennych kluczowe znaczenie ma zachowanie odpowiedniej grubości ścianek. Cienkie ścianki mogą uginać się podczas obróbki i mogą zginać się lub pękać pod obciążeniem.
Ogólną zasadą jest utrzymywanie grubości ścianki co najmniej 1,5 razy większej od pierwotnej średnicy gwintu. Przykładowo, gwint M8 (średnica 8 mm) powinien mieć ścianki o grubości co najmniej 12 mm. W przypadku bardziej miękkich materiałów, takich jak aluminium, należy zwiększyć grubość do 2-krotności średnicy, aby zapewnić większą stabilność.
Zaangażowanie gwintu odnosi się do części długości gwintu, która faktycznie przenosi obciążenie. Większość zastosowań wymaga od 1 do 1,5-krotności średnicy gwintu dla pełnej wytrzymałości.
Unikanie podcięć i ostrych przejść
Podcięcia i ostre narożniki mogą tworzyć słabe punkty i obszary naprężeń. Gwinty powinny płynnie przechodzić w część niegwintowaną, aby ograniczyć pękanie, zwłaszcza przy powtarzających się obciążeniach.
Aby zapewnić czyste zakończenie gwintu, należy użyć rowka odciążającego lub odciążającego gwint. Dobrą wskazówką jest 1,5-krotność skoku gwintu dla szerokości odciążenia, przy głębokości nieco większej niż średnica korzenia gwintu.
Unikaj ostrych narożników wewnętrznych w pobliżu gwintów. Zamiast tego należy stosować zaokrąglenia lub fazki. Promień 0,5-1,0 mm zazwyczaj równomiernie rozkłada naprężenia. Gładkie przejścia pomagają również narzędziom CNC w czystym wyjściu, poprawiając wykończenie powierzchni i redukując zadziory.
Wybór odpowiedniej głębokości gwintu
W przypadku zunifikowanych i metrycznych gwintów 60° standardowa głębokość wynosi 0,613 × skok. Na przykład gwint M6 × 1,0 ma teoretyczną głębokość 0,613 mm. W praktyce mechanicy często zmniejszają głębokość o 5-10%, aby poprawić ruch narzędzia i zapewnić prawidłowe dopasowanie do sprawdzianów.
Głębokie wątki w ślepe otwory może uwięzić wióry i chłodziwo, potencjalnie uszkadzając narzędzia. Aby temu zapobiec, należy pozostawić płaską wypukłość na dnie otworu lub zastosować frezowanie gwintów w celu zwiększenia prześwitu wiórów.
W przypadku otworów nieprzelotowych pełna długość gwintu powinna być o co najmniej 1,5 skoku krótsza niż głębokość otworu. Zapewnia to miejsce na wióry i zapobiega awariom narzędzia.
Typowe błędy projektowe, których należy unikać
Nawet doświadczeni projektanci mogą popełniać drobne błędy, które powodują znaczące problemy podczas gwintowania CNC. Rozpoznanie tych typowych błędów umożliwia projektowanie gwintów, które są dokładne i łatwe w obróbce.
Zbyt wąskie tolerancje
Wielu projektantów uważa, że wąskie tolerancje oznaczają lepszą jakość. Nie zawsze jest to prawdą. Wąskie tolerancje wydłużają czas obróbki, szybciej zużywają narzędzia i mogą utrudniać montaż.
W przypadku większości części dobrze sprawdzają się standardowe pasowania: 2A/2B dla gwintów zunifikowanych i 6g/6H dla gwintów metrycznych. Węższe pasowania są potrzebne tylko do precyzyjnego wyrównania lub uszczelnienia pod wysokim ciśnieniem.
Na przykład gwint M10 × 1,5 z pasowaniem 6H już zapewnia dokładność w zakresie ±0,13 mm. Próba dokręcenia go do ±0,05 mm zwykle zwiększa koszty bez poprawy wydajności. Zwiększa to również współczynnik odrzuceń podczas kontroli.
Wąskie tolerancje mogą powodować zatarcie części podczas montażu, zwłaszcza gdy powłoki takie jak cynkowanie Lub anodowanie są stosowane. Obróbka ta może dodać 5-15 µm na powierzchnię. Praktyczne tolerancje zmniejszają naprężenia narzędzia, poprawiają spójność i zmniejszają ilość przeróbek.
Niewystarczające zaangażowanie gwintu
Gwintowanie to część gwintu, która przenosi obciążenie. Zbyt małe zaciśnięcie może spowodować zerwanie lub poluzowanie gwintu.
Ogólna zasada: 1× średnica nominalna dla stali, 1,5× dla bardziej miękkich metali, takich jak aluminium lub mosiądz. Na przykład gwint M8 × 1,25 powinien mieć co najmniej 8 mm w stali lub 12 mm w aluminium.
Większość obciążenia jest przenoszona przez kilka pierwszych gwintów - ponad 80% w pierwszych trzech gwintach. Dodanie większej liczby zwojów rzadko poprawia wytrzymałość, ale wydłuża czas obróbki i zwiększa zużycie narzędzia.
W przypadku części cienkościennych należy upewnić się, że za gwintem znajduje się wystarczająca ilość materiału, aby zapobiec pękaniu. W przypadku tworzyw sztucznych lub wkładek należy rozważyć zastosowanie wkładek spiralnych lub tulei gwintowanych w celu wzmocnienia gwintu.
Ignorowanie dostępu do narzędzi lub prześwitu
Gwinty wymagają przestrzeni, aby narzędzia mogły je płynnie przeciąć i opuścić. Słaby dostęp może powodować kolizje, niekompletne gwinty lub uszkodzenia pobliskich elementów.
Gwintowniki CNC i frezy do gwintów wymagają luzu osiowego i promieniowego. W przypadku otworów nieprzelotowych należy pozostawić 1,5 skoku gwintu w dolnej części otworu na luz wiórowy. Bez niego wióry mogą zakleszczyć narzędzie, powodując jego złamanie.
Na przykład gwintowanie otworu nieprzelotowego M10 × 1,5 wymaga, aby głębokość otworu była o co najmniej 1,5 mm większa niż średnica całego gwintu. W przypadku gwintów zewnętrznych w pobliżu ramion należy dodać rowek bicia o szerokości co najmniej 1,5 x skok i nieco głębszy niż podstawa gwintu.
Sprawdź ścieżki narzędzi w modelu 3D. Elementy znajdujące się zbyt blisko gwintów mogą blokować dostęp. Dodanie niewielkiego sfazowania lub wypukłości na wejściu pomaga w czystym uruchomieniu gwintownika lub frezu i redukuje zadziory.
Określanie gwintów na rysunkach technicznych
Dobrze zaprojektowany gwint jest tak dobry, jak jego dokumentacja. Odpowiednie objaśnienia, definicje tolerancji i uwagi dotyczące kontroli zapewniają spójne wyniki w każdej partii produkcyjnej.
Jasne i jednoznaczne objaśnienia wątków
Objaśnienia gwintów opisują typ, rozmiar, skok i klasę dopasowania. Powinny one być zgodne z międzynarodowymi standardami, takimi jak ASME Y14.6 lub ISO 965-1. Wyraźne objaśnienia pomagają operatorom szybko zrozumieć, jakich narzędzi i procesów należy użyć.
W przypadku zunifikowanych wątków format jest zazwyczaj następujący:
1/4-20 UNC-2B
- 1/4 → Główna średnica (cale)
- 20 → Gwinty na cal (TPI)
- UNC → Seria gwintów (Unified National Coarse)
- 2B → Klasa dopasowania (gwint wewnętrzny)
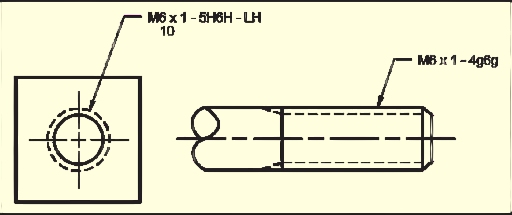
W przypadku wątków metrycznych format jest następujący:
M10 × 1,5 - 6H
- M10 → Główna średnica (mm)
- 1.5 → Skok (mm)
- 6H → Klasa tolerancji gwintu wewnętrznego
Określ, czy gwint jest przelotowy czy nieprzelotowy. Uwagi takie jak "THRU" lub "DEPTH 15 mm" zapobiegają pomyłkom podczas programowania CNC.
W razie potrzeby uwzględnij wykończenie powierzchni lub poszycie w objaśnieniu. Na przykład:
M8 × 1,25 - 6H, PO OCYNKOWANIU
Gwarantuje to, że operatorzy maszyn biorą pod uwagę grubość powłoki podczas nacinania gwintu.
Definiowanie tolerancji klas gwintów dla dopasowania i funkcji
Tolerancje gwintów kontrolują, jak ściśle części pasują do siebie. Wybór odpowiedniej klasy może znacząco wpłynąć na montaż, nośność i możliwości produkcyjne.
Zakres zunifikowanych gwintów wynosi od 1A/1B (luźny) do 3A/3B (ciasny):
- 1A/1B: Luźne dopasowanie dla szybkiego montażu, idealne do środowisk niekrytycznych lub brudnych.
- 2A/2B: Standardowe dopasowanie do większości części przemysłowych.
- 3A/3B: Precyzyjne dopasowanie do zastosowań w przemyśle lotniczym, oprzyrządowaniu lub hydraulice.
Numer klasy i litera identyfikują gwinty metryczne. Na przykład:
- 6H (wewnętrzny) / 6g (zewnętrzny): Standardowe dopasowanie ogólnego przeznaczenia.
- 5H/5 G: Dokładniejsze dopasowanie do precyzyjnych części.
- 7H/7g: Luźniejsze dopasowanie ułatwia montaż.
Na przykład M12 × 1,75 - 6H/6g zapewnia dobrą równowagę między precyzją i łatwością montażu, z tolerancją średnicy podziałowej około ±0,15 mm. Unikaj określania zbyt ścisłych tolerancji, chyba że jest to konieczne, ponieważ zwiększają one zużycie narzędzia i czas kontroli, nie przynosząc znacznego wzrostu wydajności.
Przekazywanie informacji o wymaganiach dotyczących kontroli i jakości
Kontrola zapewnia jakość gwintów i właściwe dopasowanie części. Wyraźne notatki z kontroli na rysunkach zapewniają spójność podczas kontroli jakości.
Standardowe wymagania kontrolne obejmują:
- Testowanie miernika Go/No-Go: Weryfikuje funkcjonalne dopasowanie gwintów wewnętrznych i zewnętrznych.
- Pomiar średnicy podziałowej: Zapewnia prawidłowe połączenie. Pomiar metodą trójprzewodową lub mikrometrem do gwintów, zwykle w zakresie ±0,02 mm dla części precyzyjnych.
- Wykończenie powierzchni: Ważne dla płynnego łączenia. Typowe wartości wynoszą od Ra 1,6 µm do Ra 3,2 µm, w zależności od zastosowania.
- Oględziny: Sprawdza, czy nie ma zadziorów, niekompletnych gwintów lub śladów narzędzi.
W przypadku krytycznych komponentów należy uwzględnić takie uwagi, jak
GWINTY DO KONTROLI ZA POMOCĄ WSKAŹNIKA GO/NO-GO KLASY 2B
Lub
KONTROLA GWINTU 100% WYMAGANA DLA PIERWSZEGO ARTYKUŁU
Wkładki: Alternatywy dla gwintowania
Czasami tradycyjne gwinty nie są najlepszym wyborem. Cienkie ścianki, miękkie materiały lub wysokie wymagania wytrzymałościowe mogą sprawić, że gwintowanie będzie trudne lub zawodne. Wkładki gwintowe stanowią mocną i trwałą alternatywę. Zwiększają nośność, wydłużają żywotność części i zmniejszają zużycie narzędzi CNC. Wkładki ułatwiają również konserwację i wymianę.
Korzyści z używania wkładek
- Zwiększona wytrzymałość: Wkładki pozwalają małemu otworowi w miękkim materiale przenosić takie samo obciążenie jak większy stalowy gwint.
- Trwałość: Są one odporne na zdzieranie nawet po wielokrotnym montażu, szczególnie w przypadku części narażonych na wysokie wibracje.
- Elastyczność: Uszkodzone wkładki można wymienić bez konieczności wymiany całej części.
- Wydajność obróbki: Gwinty wycięte w płytkach skrawających zmniejszają zużycie narzędzia w porównaniu do skrawania bezpośrednio w materiale podstawowym.
Rozważania projektowe
- Dopasuj średnicę otworu do zaleceń producenta wkładki.
- Zachowaj wystarczającą grubość ścianki wokół wkładu, aby uniknąć pęknięć podczas instalacji.
- Na rysunkach technicznych należy wyraźnie określić typ wkładki, metodę instalacji, głębokość i orientację.
Wkładki gwintowe są praktycznym rozwiązaniem w przypadku miękkich materiałów, cienkich ścianek lub dużych obciążeń. Łączą w sobie wytrzymałość, niezawodność i łatwość montażu, dzięki czemu stanowią solidną alternatywę dla konwencjonalnego gwintowania w częściach CNC.
Przenieś swój projekt nici na wyższy poziom
Projektowanie gwintów do obróbki CNC nie musi być skomplikowane. Skupiając się na geometrii gwintu, jego mocowaniu, tolerancjach i możliwościach produkcyjnych, można tworzyć części, które są zarówno wytrzymałe i precyzyjne, jak i łatwe w montażu. Unikaj typowych błędów, takich jak zbyt wąskie tolerancje, niewystarczające mocowanie i słaby dostęp do narzędzia, aby zaoszczędzić czas, obniżyć koszty i zapewnić niezawodne działanie.
Jeśli potrzebujesz fachowej pomocy w optymalizacji projektów gwintów lub potrzebujesz precyzyjnych części CNC, Skontaktuj się z naszym zespołem już dziś. Możemy przejrzeć Twoje rysunki, zasugerować ulepszenia i pomóc przekształcić Twoje projekty w wysokiej jakości, nadające się do produkcji komponenty. Nie pozwól, aby słaba konstrukcja gwintu spowolniła Twoje projekty - skorzystaj z profesjonalnych wskazówek już teraz.
Hej, jestem Kevin Lee

Przez ostatnie 10 lat byłem zanurzony w różnych formach produkcji blach, dzieląc się tutaj fajnymi spostrzeżeniami z moich doświadczeń w różnych warsztatach.
Skontaktuj się z nami
Kevin Lee
Mam ponad dziesięcioletnie doświadczenie zawodowe w produkcji blach, specjalizując się w cięciu laserowym, gięciu, spawaniu i technikach obróbki powierzchni. Jako dyrektor techniczny w Shengen, jestem zaangażowany w rozwiązywanie złożonych wyzwań produkcyjnych i napędzanie innowacji i jakości w każdym projekcie.
Powiązane zasoby

Teksturowanie laserowe metali: przygotowanie, projektowanie pod kątem produkcji (DFM) i kontrola kosztów

Stal ocynkowana elektrolitycznie: Przewodnik po obróbce i doborze

