Gdy metalowa część nie pasuje po gięciu, często wskazuje to na błąd. Ten niewielki pomiar może zniweczyć cały wynik. Bez wiedzy o tym, jak cofnięcie wpływa na długość gięcia, końcowe części mogą być zbyt krótkie lub zbyt długie. Aby uniknąć takich problemów, ważne jest, aby zrozumieć, czym jest cofnięcie i jak prawidłowo je obliczyć.
Setback brzmi prosto, ale kontroluje wiele za kulisami. Przyjrzyjmy się bliżej, jak jest używany i jak można go poprawnie obliczyć.
Co to jest cofnięcie blachy?
Cofnięcie blachy to odległość od wierzchołka zagięcia do początku kołnierza. Obejmuje ona część promienia gięcia i grubość materiału. Pomiar ten pomaga określić ilość materiału użytego w gięciu.
Bez cofnięcia płaski układ nie będzie pasował do końcowej wygiętej części. Na przykład, jeśli pominiesz cofnięcie, gięcie może przesunąć kołnierz zbyt daleko do wewnątrz lub na zewnątrz. Prowadzi to do błędów w rozmiarze, kształcie i lokalizacji otworów.
Wartość cofnięcia zmienia się w zależności od grubości materiału, wewnętrznego promienia gięcia i kąta gięcia.
Kluczowe koncepcje dotyczące cofania blachy
Setback działa w połączeniu z innymi czynnikami gięcia. Aby prawidłowo go zastosować, należy wiedzieć, jak wpływa na niego promień gięcia, współczynnik K i rodzaj materiału.
Promień gięcia i jego związek z odsunięciem
The promień zgięcia to wewnętrzna krzywa gięcia. Ma ona bezpośredni wpływ na to, jak bardzo metal rozciąga się podczas gięcia.
Wraz ze wzrostem promienia gięcia, w łuku zużywana jest większa ilość materiału. Oznacza to, że zwiększa się również cofnięcie. Mniejszy promień powoduje ciaśniejsze zagięcie, więc cofnięcie jest krótsze.
Zrozumienie współczynnika K i osi neutralnej
The Współczynnik K to współczynnik informujący o tym, gdzie w materiale znajduje się oś neutralna.
Oś neutralna to miejsce w grubości, które nie rozciąga się ani nie ściska podczas gięcia. Zwykle znajduje się gdzieś pomiędzy 30% a 50% grubości od wewnętrznej powierzchni.
Współczynnik k wpływa na sposób obliczania naddatku na zginanie i cofnięcia. Niski współczynnik K oznacza większą kompresję. Wyższy oznacza większe rozciąganie. Tak więc zmiana współczynnika K zmienia ilość metalu użytego w gięciu.
Jak rodzaj materiału wpływa na wartości kompensacji?
Różne materiały zachowują się inaczej podczas gięcia. Miękkie metale, takie jak aluminium, rozciągają się bardziej niż twarde, takie jak stal nierdzewna.
Wpływa to na promień gięcia i współczynnik K. W związku z tym rodzaj materiału zmienia cofnięcie, nawet jeśli grubość i kąt pozostają takie same.
Na przykład gięcie aluminium może wymagać większego promienia wewnętrznego, aby uniknąć pęknięć. Zwiększa to opóźnienie. Z drugiej strony, stal miękka może wytrzymać ciaśniejsze zgięcie, co skutkuje mniejszym opóźnieniem.

Setback a inne terminy dotyczące gięcia
Setback jest często mylony z innymi terminami gięcia. Każdy z nich odgrywa inną rolę w układzie płaskiego wzoru. Warto zobaczyć, jak można je porównać.
Odsunięcie a dopuszczalne wygięcie
Setback mierzy odległość w linii prostej od wierzchołka zagięcia do początku kołnierza. Służy do prawidłowego umieszczenia linii gięcia.
Dodatek za zginanie to długość łuku samego gięcia. Informuje ona o tym, ile materiału zużywa gięcie podczas formowania.
Setback pomaga określić miejsce rozpoczęcia gięcia. Naddatek na gięcie pomaga określić, ile materiału potrzeba wewnątrz gięcia. Oba te elementy są używane razem podczas obliczania długości płaskownika.
Można o tym myśleć w ten sposób:
- Setback mówi ci, gdzie zacząć się zginać
- Naddatek na zgięcie informuje o tym, ile długości zajmie zgięcie
Kompensacja a odliczenie zakrętu
Odliczenie zagięcia służy do obliczenia, o ile krótszy powinien być płaski wzór niż suma długości kołnierzy.
Setback jest częścią tego, co pomaga obliczyć potrącenie za zgięcie. Wzór na odliczenie zgięcia często uwzględnia cofnięcia:
Odliczenie zgięcia = 2 × cofnięcie - przydział zgięcia
Tak więc, podczas gdy cofnięcie mierzy geometrię, odjęcie gięcia jest ostateczną regulacją w celu spłaszczenia gięcia 3D do wzoru 2D. Pomaga to uzyskać dokładne rozmiary kołnierzy po gięciu.
Obliczanie odsunięcia blachy
Aby tworzyć dokładne płaskie wzory, należy prawidłowo obliczyć cofnięcia. Zaczyna się od wiedzy, czy używasz wymiarów wewnętrznych czy zewnętrznych i jak współczynnik K pasuje do równania.
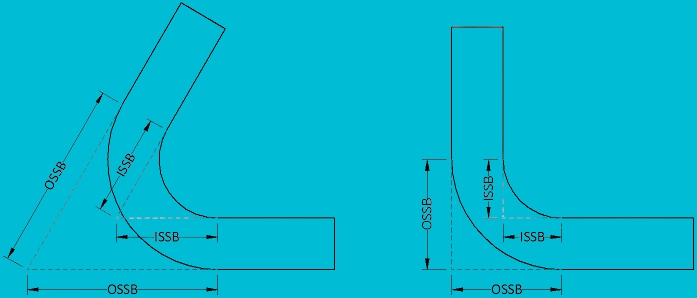
Obliczanie kompensacji zewnętrznej
Zewnętrzne cofnięcie jest stosowane, gdy oba kołnierze są mierzone do zewnętrznej krawędzi kołnierza. Obejmuje ono wewnętrzny promień gięcia i grubość materiału.
Formuła jest następująca:
Odsunięcie zewnętrzne (OSSB) = (T + R) × tan(A ÷ 2)
Gdzie:
- T to grubość materiału
- R to wewnętrzny promień gięcia
- A to kąt zgięcia
Ta metoda działa dobrze, gdy pracujemy z zewnętrznymi wymiarami gotowej części.
Obliczanie przesunięcia wewnętrznego
Cofnięcie wewnętrzne jest stosowane, gdy wymiary kołnierza są mierzone od wewnętrznej strony zagięcia. Metoda ta odejmuje promień zagięcia.
Wzór staje się:
Cofnięcie wewnętrzne = R × tan(A ÷ 2)
Jest to prostsze, ale działa tylko w przypadku projektowania z wymiarami wewnętrznymi.
Jeśli korzystasz z oprogramowania CAD, zwykle będzie ono domyślnie wybierać jedną lub drugą opcję. Wiedza o tym, którego z nich używa, pomoże uniknąć nieporozumień.
Jak używać współczynnika K w obliczeniach?
Współczynnik K nie jest bezpośrednio częścią wzorów na cofnięcie. Wpływa on jednak na naddatek na zginanie, który jest powiązany z przesunięciami podczas obliczania płaskich wzorów.
Znając współczynnik K, można obliczyć naddatek na zginanie:
Dopuszczalne ugięcie = A × (π ÷ 180) × (R + K × T)
Następnie użyj tego naddatku na zgięcie we wzorze na odliczenie zgięcia:
Odliczenie zgięcia = 2 × cofnięcie - przydział zgięcia
Proces ten pomaga w pracy wstecz od gotowych rozmiarów kołnierzy do stworzenia płaskiego układu.
Przykłady typowych obliczeń kompensacji
Przykład 1:
Grubość materiału: 1,5 mm
Promień wewnętrzny: 2 mm
Kąt zgięcia: 90°
Cofnięcie = (1,5 + 2) × tan(90 ÷ 2)
Cofnięcie = 3,5 × tan(45)
Cofnięcie ≈ 3,5 mm
Przykład 2:
Grubość materiału: 2 mm
Promień wewnętrzny: 2 mm
Kąt zgięcia: 60°
Cofnięcie = (2 + 2) × tan(30)
Cofnięcie ≈ 4 × 0,577
Cofnięcie ≈ 2,31 mm
Przykłady te ilustrują, jak niewielka zmiana kąta lub grubości zmienia cofnięcie. Zawsze sprawdzaj liczby dla każdej nowej części.
Kalkulator kompensacji blach
Czynniki wpływające na odsunięcie blachy
Kilka zmiennych ma wpływ na cofnięcie. Jeśli którakolwiek z nich ulegnie zmianie, obliczona długość płaska może być inna. Kontrolowanie tych czynników pomaga zapewnić dokładność części.
Kąt gięcia
Kąt gięcia ma bezpośredni wpływ na cofnięcie. Wraz ze wzrostem kąta materiał bardziej się rozciąga. Zwiększa to cofnięcie. Gięcie pod kątem 90° będzie miało mniejsze cofnięcie niż gięcie pod kątem 135° przy użyciu tego samego materiału i promienia.
Dla każdego kąta zmienia się wartość tangensa we wzorze. To sprawia, że różnica w cofnięciu jest zauważalna.
Promień gięcia
Promień gięcia również zmienia cofnięcie. Większy promień zwiększa długość łuku. Powoduje to większe rozciągnięcie materiału. Powoduje to przesunięcie kołnierza dalej na zewnątrz i zwiększa cofnięcie.
Ciaśniejsze promienie wymagają mniej materiału, więc komplikacje są mniejsze. Jednak ciaśniejsze zagięcia wiążą się również z ryzykiem pęknięć, zwłaszcza w przypadku twardszych materiałów.
Wybór narzędzi kontroluje promień gięcia. Tak więc wybór stempla i matrycy wpływa na ostateczną wartość cofnięcia.
Grubość materiału
Grubsze materiały potrzebują więcej miejsca na zginanie. Ta dodatkowa objętość oznacza, że do łuku trafia więcej metalu. Opóźnienie wzrasta wraz z grubością materiału. Jeśli zmienisz grubość z 1 mm na 2 mm, cofnięcie nie podwoi się dokładnie, ale znacznie wzrośnie.
Przed gięciem należy zawsze potwierdzić grubość materiału. Niewielka zmiana może spowodować poważne problemy z układem.
Sprężynowanie i kompensacja
Odskoczyć występuje, gdy metal próbuje powrócić do swojego płaskiego kształtu po gięciu. Powoduje to przesunięcie końcowego kąta gięcia i wpływa na rzeczywiste cofnięcie. Niektóre materiały, takie jak stal nierdzewna, wykazują większe sprężynowanie niż inne. Aby osiągnąć docelowy kąt, może być konieczne nieznaczne przegięcie.
Kompensacja ta zmienia efektywny kąt gięcia we wzorze. Oznacza to, że obliczenia cofnięcia muszą odzwierciedlać skompensowany kąt, a nie kąt projektowy.
Dodatek za zgięcie i odliczenie za zgięcie
Setback jest ściśle powiązany z naddatkiem na gięcie i odliczeniem gięcia. Jeśli naddatek na gięcie jest zbyt mały, długości kołnierzy będą krótkie. Jeśli jest zbyt duży, będą one zbyt długie. W obu przypadkach zmienia się miejsce rozpoczęcia gięcia - i zmienia się wymagane odsunięcie.
Możesz użyć znanych wykresów tolerancji gięcia, aby sprawdzić swoje wartości. Można też przetestować części i zmierzyć to, co działa najlepiej. Wyrównanie wszystkich trzech wartości - cofnięcia, naddatku na zginanie i odliczenia zgięcia - zapewnia najdokładniejszy płaski wzór.
Typowe błędy związane z niepowodzeniami
Błędy w obliczeniach cofnięcia prowadzą do słabego dopasowania części, przeróbek i marnowania materiałów. Unikanie tych błędów oszczędza czas i poprawia dokładność części.
Ignorowanie sprężynowania materiału
Materiały takie jak aluminium lub stal nierdzewna mają tendencję do cofania się bardziej niż inne. Jeśli obliczasz cofnięcie przy użyciu kąta projektowego, ale metal sprężynuje, wygięcie będzie nieprawidłowe. W rezultacie kołnierz będzie zbyt krótki lub zbyt długi.
Zawsze uwzględniaj sprężynę powrotną, dostosowując kąt gięcia w obliczeniach lub programując nadgięcie w konfiguracji prasy krawędziowej.
Nieprawidłowe założenia dotyczące kąta zgięcia
Niektórzy producenci zakładają, że wszystkie zagięcia mają dokładnie 90°, ale często nie jest to prawdą. Zagięcie pod kątem 92° lub 88° zmienia cofnięcie na tyle, by spowodować niewspółosiowość części.
Zawsze mierz rzeczywisty kąt, który planujesz uformować - nie tylko to, co jest na rysunku. W ten sposób dane wejściowe formuły będą prawidłowe, a końcowa część będzie pasować do płaskiego wzoru.
Pomijanie różnic w oprzyrządowaniu
Oprzyrządowanie wpływa na promień gięcia. Inny stempel lub matryca zmienia promień wewnętrzny, co z kolei zmienia cofnięcie. Użycie matrycy z większym otworem zwiększa promień gięcia. Zwiększa to również cofnięcie. Jeśli nie zaktualizujesz swoich obliczeń, część będzie zbyt długa.
Przed rozpoczęciem gięcia należy sprawdzić konfigurację narzędzi. Nawet niewielka zmiana promienia zmienia ilość materiału użytego do gięcia.
Wnioski
Cofnięcie blachy jest kluczową wartością w procesie gięcia. Cofnięcie pomaga obliczyć długość płaskownika przed gięciem. Zależy ona od kąta gięcia, grubości materiału, promienia gięcia i sprężynowania. Użycie odpowiedniej kompensacji zapewnia dokładne gięcie i redukuje błędy. Pomaga również w lepszym planowaniu, mniejszej liczbie regulacji i lepszych wynikach produkcji.
Potrzebujesz precyzyjnych części blaszanych bez prób i błędów? Skontaktuj się z nami aby uzyskać fachowe wsparcie i szybkie, niezawodne rozwiązania w zakresie gięcia dostosowane do Twojego projektu.
Hej, jestem Kevin Lee

Przez ostatnie 10 lat byłem zanurzony w różnych formach produkcji blach, dzieląc się tutaj fajnymi spostrzeżeniami z moich doświadczeń w różnych warsztatach.
Skontaktuj się z nami
Kevin Lee
Mam ponad dziesięcioletnie doświadczenie zawodowe w produkcji blach, specjalizując się w cięciu laserowym, gięciu, spawaniu i technikach obróbki powierzchni. Jako dyrektor techniczny w Shengen, jestem zaangażowany w rozwiązywanie złożonych wyzwań produkcyjnych i napędzanie innowacji i jakości w każdym projekcie.
Powiązane zasoby

Wykrawanie a cięcie laserowe: Koszty, szybkość i kompromisy DFM


Odporna na odciski palców stal nierdzewna: jak to działa i jak wybrać
