Er is veel vraag naar metalen onderdelen die sterk, complex en licht zijn. Traditionele machinale bewerking of gieten kan vaak niet alle drie leveren. Daar komt additieve productie om de hoek kijken, met name DMLS. DMLS biedt een uitweg - geen mallen, minimaal afval en snelle doorlooptijden. Maar wat is het precies en hoe werkt het?
Deze technologie kan helpen om kosten te besparen, de prestaties van onderdelen te verbeteren en productiestappen te verminderen. Laten we eens kijken hoe het werkt en wat het anders maakt.

Wat is Direct Metal Laser Sintering (DMLS)?
Directe metaallasersintering is een vorm van metaal 3D printen. Het gebruikt een laser om metaalpoeder te smelten tot vaste lagen. De laser volgt een digitaal ontwerpbestand. Elke laag wordt op de vorige gesmolten tot het uiteindelijke onderdeel compleet is.
Voor dit proces zijn geen mallen of snijgereedschappen nodig. Het maakt het mogelijk om vormen te maken die moeilijk of onmogelijk te maken zijn met traditionele methoden. De uiteindelijke onderdelen zijn sterk en klaar voor functioneel gebruik.
DMLS begon in de jaren 1990. EOS GmbH ontwikkelde het voor het eerst in Duitsland. Destijds was het idee om onderdelen van volledig metaal te printen nieuw. In de loop der jaren is de technologie verbeterd.
Betere lasers, strengere controles en fijnere poeders hebben het proces vooruitgeholpen. Vandaag de dag wordt DMLS veel gebruikt in industrieën die sterke, lichte en complexe onderdelen nodig hebben, met name in de ruimtevaart, de medische sector en industriële gereedschappen.
Basisprincipes van DMLS
DMLS gebruikt precieze controle van warmte en beweging om metaalpoeder om te zetten in volledig dichte onderdelen. Dit is hoe de belangrijkste stappen samenwerken om complexe vormen te maken.
Het poederbedfusieproces
DMLS is gebaseerd op een poederbedfusiemethode. Een dunne laag metaalpoeder wordt over een bouwplatform verspreid. Vervolgens smelt een laser het poeder in geselecteerde gebieden op basis van een digitaal CAD-bestand.
Nadat een laag is aangebracht, zakt het platform iets naar beneden. Een nieuwe laag poeder wordt verspreid. De laser smelt deze volgende laag en versmelt hem met de laag eronder. Deze cyclus herhaalt zich tot het onderdeel klaar is.
Rol van krachtige lasers
De laser is het belangrijkste gereedschap in DMLS. Hij levert geconcentreerde energie om het metaalpoeder te verhitten en te smelten. De laser moet sterk genoeg zijn om de deeltjes volledig te smelten, maar moet zo worden geregeld dat de hitte zich niet te ver verspreidt.
De straal beweegt snel en nauwkeurig over elke laag. Hij traceert de dwarsdoorsnede van het onderdeel op basis van het CAD-model. Deze precisie maakt fijne vormen en nauwe toleranties mogelijk.
Laag-voor-laag fabricage uitgelegd
Onderdelen worden één dunne laag per keer opgebouwd. Elke laag is meestal ongeveer 20 tot 60 micron dik. Nadat elke laag gesmolten is, wordt een nieuwe laag poeder toegevoegd.
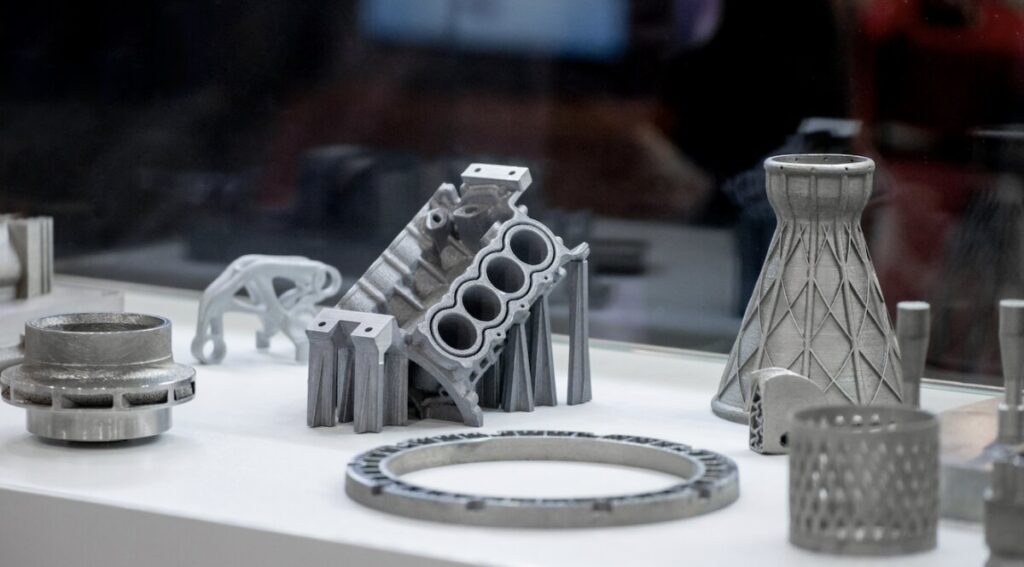
Deze methode maakt onderdelen met interne kanalen, rasterstructuren en complexe rondingen mogelijk. Omdat er geen materiaal weggesneden hoeft te worden, is er minder afval. Het uiteindelijke onderdeel groeit vanaf de basis omhoog, volledig gevormd.
Materialen gebruikt in DMLS
DMLS werkt met een breed scala aan metaalpoeders. Dit geeft ingenieurs de flexibiliteit om het juiste materiaal te kiezen op basis van sterkte, gewicht, hittebestendigheid en kosten.
Algemene metaalpoeders (aluminium, titanium, roestvrij staal)
Aluminiumlegeringen zijn licht van gewicht en gemakkelijk te bewerken na het printen. Ze zijn goed voor behuizingen, beugelsen onderdelen die warmte moeten afvoeren.
Titanium is sterk, licht en corrosiebestendig. Het wordt veel gebruikt in de ruimtevaart en medische implantaten waar zowel prestaties als veiligheid van belang zijn.
Roestvrij staal is sterk en slijtvast. Het werkt goed voor gereedschap, industriële onderdelen en onderdelen die worden blootgesteld aan vocht of chemicaliën.
Exotische en speciale legeringen
Inconel is een legering op basis van nikkel die bekend staat om zijn weerstand tegen hoge temperaturen. Het wordt veel gebruikt in de ruimtevaart- en energie-industrie.
Kobalt-chroomlegeringen worden gebruikt in tandheelkundige en orthopedische implantaten. Ze zijn biocompatibel en slijtvast.
Koper en koperlegeringen kunnen ook worden bedrukt, hoewel dit minder gebruikelijk is. Ze zijn handig voor thermische en elektrische toepassingen wanneer een goede geleiding nodig is.
Materiaaleigenschappen en prestaties
DMLS-materialen bieden bijna gesmede sterkte. Bij de juiste verwerking presteren ze vaak net zo goed als gesmede of gegoten onderdelen.
Je kunt geprinte onderdelen warmtebehandelen om de hardheid of duurzaamheid te verbeteren - oppervlaktebehandelingen zoals anodiseren of polijsten helpen bij het uiterlijk en de corrosiebestendigheid.
De materiaalkeuze heeft invloed op de bouwsnelheid, de kosten en de afwerking. Het is belangrijk om het juiste poeder te kiezen in overeenstemming met de behoeften van uw onderdeel.
Mechanische en fysische eigenschappen van DMLS-onderdelen
Onderdelen gemaakt met DMLS staan bekend om hun sterkte en precisie. Het proces creëert dichte, stevige onderdelen met eigenschappen die dicht in de buurt komen van of beter zijn dan gegoten of machinaal bewerkte onderdelen.
Kracht en duurzaamheid
DMLS-onderdelen zijn sterk en geschikt voor gebruik in de echte wereld. Omdat het metaalpoeder volledig gesmolten is, zijn de uiteindelijke onderdelen dicht en kunnen ze hoge belastingen aan.
Veel DMLS-materialen evenaren of overtreffen de sterkte van gesmeed metaal. Titanium, roestvrij staal en nikkellegeringen hebben een uitstekende vermoeiings- en treksterkte. Hierdoor zijn ze geschikt voor toepassingen met hoge belasting.
Dimensionale nauwkeurigheid en oppervlakteafwerking
DMLS kan nauwe toleranties bereiken. Met de juiste opstelling kunnen onderdelen met een nauwkeurigheid van ±0,1 mm of beter worden gemaakt, afhankelijk van de grootte en geometrie.
De oppervlakteafwerking hangt af van de laaghoogte en de poedergrootte. De meeste ruwe DMLS onderdelen hebben een licht ruw oppervlak. Voor een gladde afwerking zijn vaak nabewerkingen nodig, zoals polijsten of machinaal bewerken.
Poreusheid en dichtheid
Onderdelen gemaakt met DMLS kunnen een dichtheid van meer dan 99% bereiken. Deze hoge dichtheid betekent dat ze stevig en betrouwbaar zijn voor mechanisch gebruik.
Er kan echter nog steeds een kleine porositeit bestaan, afhankelijk van de instellingen. Warmtebehandelingen zoals heet isostatisch persen (HIP) kunnen kleine poriën sluiten en de integriteit van het onderdeel verder verbeteren.

Ontwerprichtlijnen voor DMLS
Ontwerpen voor DMLS vereist een andere manier van denken dan machinaal bewerken of gieten. Als je het proces in gedachten houdt, kun je problemen met afdrukken voorkomen en nabewerking verminderen.
Wanddikte en ondersteunende structuren
Dunne wanden kunnen kromtrekken of defect raken tijdens het printen. Een minimale wanddikte van 0,5 mm is gebruikelijk, maar een dikkere wand is veiliger voor structurele onderdelen.
Er zijn ondersteunende structuren nodig voor overhangen en overbruggende secties. Deze steunen houden het onderdeel stabiel tijdens het printen. Daarna moeten ze worden verwijderd, wat tijd en kosten toevoegt. Door ze op makkelijk bereikbare plaatsen te plaatsen, wordt het verwijderen eenvoudiger.
Overstekken en complexe geometrieën
Met DMLS zijn complexe interne elementen, rasterstructuren en gebogen oppervlakken mogelijk. Maar overstekken groter dan 45 graden van verticaal hebben vaak steunen nodig.
Ontwerpen met geleidelijke hoeken, zelfdragende bochten of stevige bases presteren beter. Holle elementen moeten voorzien zijn van afvoergaten om ingesloten poeder te verwijderen.
Deel Oriëntatiestrategieën
Hoe een onderdeel op de bouwplaat wordt geplaatst, beïnvloedt de sterkte, de oppervlakteafwerking en de bouwtijd. Verticale oriëntatie kan de steunen verminderen maar de bouwtijd verlengen. Platte plaatsing verkort de bouwtijd maar kan leiden tot meer oppervlakteruwheid.
De oriëntatie beïnvloedt ook de spanning tijdens het afkoelen. Een goede planning helpt kromtrekken of scheuren voorkomen.
Voordelen van het gebruik van DMLS
DMLS biedt een aantal sterke voordelen waar traditionele methoden niet aan kunnen tippen. Het helpt ingenieurs om sneller en met minder afval betere onderdelen te maken.
Hoge ontwerpvrijheid
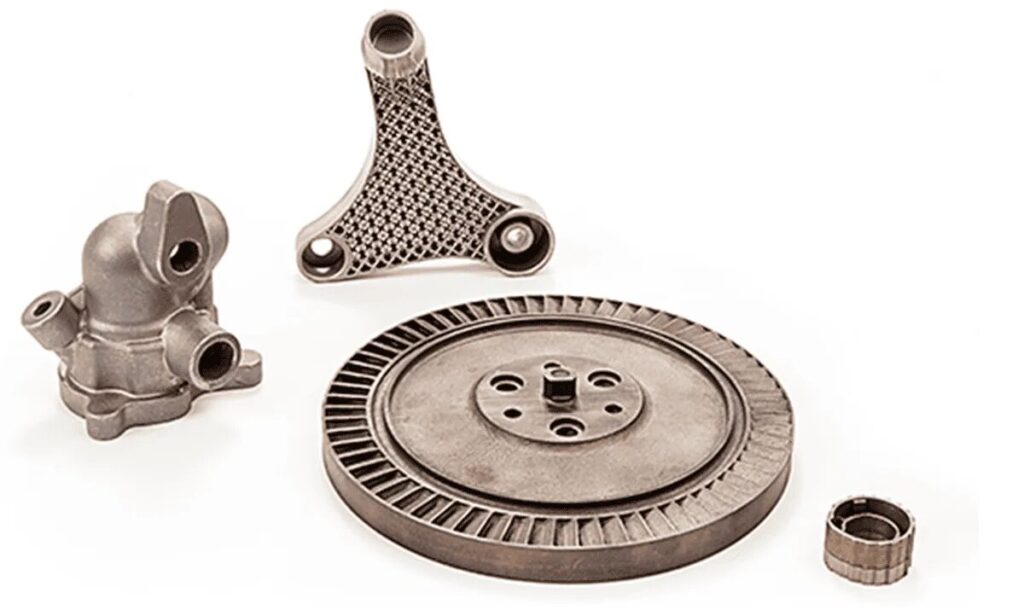
Met DMLS kunnen ingenieurs complexe vormen met fijne details ontwerpen. Je kunt interne kanalen, scherpe hoeken en lichtgewicht rasterstructuren printen. Deze ontwerpen zijn vaak onmogelijk te bewerken of te gieten.
Materiaalefficiëntie
DMLS gebruikt alleen het materiaal dat nodig is om het onderdeel te maken. Ongebruikt poeder kan worden opgevangen en hergebruikt bij toekomstige producties. Er wordt niet uit grote blokken gesneden of overtollig materiaal wordt in mallen gegoten.
Sterke mechanische eigenschappen
DMLS-onderdelen zijn dicht en stevig. De laser smelt het poeder volledig, waardoor onderdelen worden gemaakt met een sterkte die dicht in de buurt komt van gesmeed of machinaal bewerkt metaal. Je kunt een hoge duurzaamheid en een goede thermische en corrosiebestendigheid verwachten.
Snelle prototyping tot productie
DMLS verkort de doorlooptijd. Je kunt onderdelen in dagen printen in plaats van weken te wachten op tooling of gieten. Dit versnelt prototyping. Het ondersteunt ook kleine series of aangepaste productie zonder extra kosten.
Beperkingen en uitdagingen
Hoewel DMLS veel voordelen biedt, brengt het ook een aantal uitdagingen met zich mee waar ingenieurs rekening mee moeten houden tijdens de planning en productie.
Hoge apparatuur- en materiaalkosten
DMLS-machines zijn duur. Ze vereisen krachtige lasers, omgevingen met inert gas en strenge procescontroles. Metaalpoeders zijn ook duur, vooral bij het gebruik van speciale legeringen.
Problemen met oppervlakteafwerking en porositeit
Onderdelen van DMLS hebben vaak een ruw oppervlak rechtstreeks uit de printer. Dit komt door de poederdeeltjes en de manier waarop de lagen samensmelten. Extra stappen zoals machinaal bewerken, polijsten of coaten zijn vaak nodig.
Beperkingen bouwgrootte
DMLS-printers hebben beperkte bouwvolumes. Grote onderdelen passen niet altijd in één printopdracht. In dergelijke gevallen moet het onderdeel worden opgesplitst, in delen worden geprint en vervolgens worden samengevoegd.
Lange koel- en verwerkingstijden
Na het printen moet de build langzaam afkoelen in de kamer om thermische stress te voorkomen. Dit afkoelen kan uren duren. Eenmaal afgekoeld moeten de onderdelen worden verwijderd, gereinigd en nabewerkt.
Toepassingen van DMLS
DMLS wordt gebruikt in industrieën waar sterkte, precisie en ontwerpflexibiliteit belangrijk zijn. Het ondersteunt zowel snelle ontwikkeling als hoogwaardige onderdelen voor eindgebruik.
Ruimtevaart en defensie
DMLS wordt veel gebruikt in de ruimtevaart om lichtgewicht, complexe onderdelen te maken. Ingenieurs kunnen onderdelen ontwerpen met interne kanalen voor koeling of gewichtsvermindering.
Medische implantaten en hulpmiddelen
Medische bedrijven gebruiken DMLS om op maat gemaakte implantaten te maken, zoals heupgewrichten, ruggengraatkooien en tandkronen. Het ondersteunt biocompatibele materialen zoals titanium.
Autoprestatieonderdelen
DMLS helpt autofabrikanten bij het maken van onderdelen die de snelheid en brandstofefficiëntie verbeteren. Turbobehuizingen, motorsteunen en lichtgewicht structurele onderdelen komen vaak voor.
Gereedschap en op maat gemaakte inrichtingen
Ingenieurs gebruiken DMLS om gereedschapsinzetstukken, mallen en aangepaste opspanningen te printen. Met DMLS kunt u ze sneller testen en produceren. De resultaten zijn sterk en nauwkeurig, klaar voor dagelijks gebruik.
Conclusie
Directe metaallasersintering is een metaal 3D printproces dat sterke, gedetailleerde onderdelen maakt van metaalpoeder met behulp van een laser. Het ondersteunt complexe vormen, korte doorlooptijden en een breed scala aan metalen. DMLS is nuttig voor industrieën zoals lucht- en ruimtevaart, de medische sector, de auto-industrie en werktuigbouw.
Op zoek naar een betrouwbare partner om uw metalen onderdelen tot leven te brengen met DMLS? Nu bereiken om te ontdekken hoe we uw volgende project kunnen ondersteunen met snelle, hoogwaardige oplossingen voor metaal 3D printen.
Hey, ik ben Kevin Lee

De afgelopen 10 jaar heb ik me verdiept in verschillende vormen van plaatbewerking en ik deel hier de coole inzichten die ik heb opgedaan in verschillende werkplaatsen.
Neem contact op
Kevin Lee
Ik heb meer dan tien jaar professionele ervaring in plaatbewerking, gespecialiseerd in lasersnijden, buigen, lassen en oppervlaktebehandelingstechnieken. Als technisch directeur bij Shengen zet ik me in om complexe productie-uitdagingen op te lossen en innovatie en kwaliteit in elk project te stimuleren.
Verwante bron

Lasertexturering van metalen: voorbereiding, DFM en kostenbeheersing

Elektrolytisch verzinkt staal: handleiding voor verwerking en selectie

