Ingenieurs worden vaak geconfronteerd met uitdagingen wanneer ze gladde oppervlakken en nauwkeurige toleranties proberen te bereiken. Ruwe oppervlakken kunnen wrijving verhogen, slijtage veroorzaken en de prestaties van onderdelen verminderen, wat leidt tot hogere kosten en tijdverlies. Leppen biedt een betrouwbare manier om deze problemen aan te pakken. Het verbetert de nauwkeurigheid en oppervlaktekwaliteit, waardoor onderdelen beter presteren en langer meegaan.
Lappen lijkt in eerste instantie misschien ingewikkeld. Het proces wordt echter eenvoudig en praktisch als je eenmaal begrijpt hoe het werkt. Lees verder om te leren hoe het werkt en waarom ingenieurs erop vertrouwen.

Wat is Lappen?
Lappen is een proces waarbij twee oppervlakken tegen elkaar worden gewreven met een schuurmiddel ertussen. Het slijpmiddel kan bestaan uit poeders, pasta's of slurries. Het verwijdert kleine hoeveelheden materiaal van het werkstuk. Lappen is bedoeld om gladde oppervlakken te creëren, kleine vormfouten te herstellen en precieze afmetingen te verkrijgen.
Bij lappen rust het werkstuk op een lapplaat of een gereedschap dat bedekt is met slijpspecie. Het werkstuk en het oppervlak bewegen tegen elkaar, meestal in een gecontroleerd patroon. De schurende deeltjes werken als kleine snijgereedschappen die langzaam hoge plekken wegslijpen en het oppervlak glad maken.
De basisprincipes van lappen
Leppen is gebaseerd op eenvoudige principes die nauwkeurige resultaten opleveren. Het is gebaseerd op basismechanica om een hoge nauwkeurigheid te bereiken.
Hoe lappen vlakke en gladde oppervlakken creëert
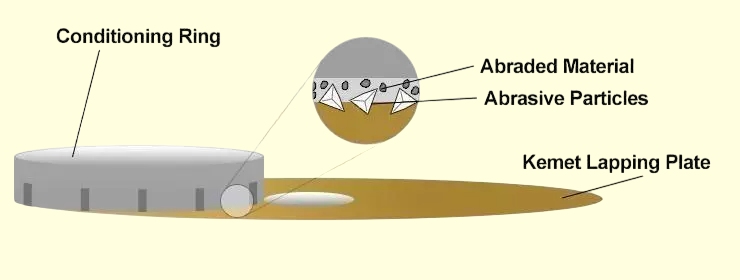
Het geheim van lappen ligt in de gelijkmatige verspreiding van slijpdeeltjes tussen het werkstuk en de lapplaat. Terwijl de oppervlakken tegen elkaar bewegen, slijten de deeltjes hoge plekken af en polijsten ze lage plekken. Na verloop van tijd creëert dit proces een zeer vlak oppervlak met zeer weinig golvingen. Lappen kan toleranties in het micronbereik bereiken, waardoor het ideaal is voor toepassingen waarbij precisie van belang is.
De rol van slijpmiddelen en transportvloeistoffen
Schuurmiddelen vormen het hart van het lappen. Ze zijn verkrijgbaar in verschillende maten en materialen, die gekozen worden op basis van het complexe werkstuk en de gewenste afwerking. Grove schuurmiddelen verwijderen snel materiaal, terwijl fijne schuurmiddelen het oppervlak polijsten tot een spiegelgladde afwerking.
De draagvloeistof is net zo belangrijk. Meestal houdt olie of water de slijpdeeltjes in suspensie. Het verspreidt ze gelijkmatig over de ronde plaat. Het verwijdert ook warmte en kleine deeltjes versleten materiaal. Dit houdt het slijpen consistent en voorkomt dat de schoot verstopt raakt.
Het Lapping-proces: Stap voor stap
Om van een ruw onderdeel een precisiecomponent te maken, is een eenvoudig proces nodig. Volg deze stappen om te leren hoe.
Stap 1: Set-up en voorbereiding gereedschap
Begin met het prepareren van de schootplaat. De plaat moet geconditioneerd worden door er met een schuurmiddel overheen te wrijven. Dit creëert een oppervlak dat nieuwe schuurkorrels kan vasthouden. Kies vervolgens het juiste slijpmiddel. Stem het type slijpmiddel en de korrelgrootte af op het materiaal en de gewenste afwerking. Verdeel de slurry gelijkmatig over de plaat.
Stap 2: Materiaalverwijdering en oppervlakteveredeling
Plaats het werkstuk op de ronde plaat en oefen lichte en gelijkmatige druk uit. Beweeg het werkstuk in een kruisvormig of achtvormig patroon om een gelijkmatige slijtage over het oppervlak te garanderen. De slijpdeeltjes werken als kleine snijgereedschappen die bij elke beweging een dunne laag materiaal verwijderen. Operators beginnen vaak met een grove korrel om snel materiaal te verwijderen, en schakelen dan over op een fijnere korrel voor het verwijderen van materiaal. polijsten. Deze volgorde brengt het oppervlak op de gewenste gladheid.
Stap 3: Reiniging en eindinspectie
Na het lappen wordt het werkstuk bedekt met de gebruikte slurry. Reinig het grondig met een oplosmiddel om alle sporen van het slijpmiddel te verwijderen. Inspecteer het onderdeel vervolgens op nauwkeurigheid. Optische vlakken of laserinterferometers meten de vlakheid, terwijl profilometers de oppervlakteafwerking controleren. Het uiteindelijke onderdeel moet voldoen aan strenge normen voor afmetingen en gladheid.

Soorten tapetechnieken
Leppen kan op verschillende manieren, afhankelijk van het onderdeel, het nauwkeurigheidsniveau en de productiebehoeften. Elke techniek heeft zijn voordelen op het gebied van controle, snelheid en precisie.
Handmatig lappen
Bij handmatig lappen legt de operator het werkstuk op een vlakke plaat die bedekt is met slijpspecie en beweegt hij het met de hand in cirkelvormige of achtvormige bewegingen. Deze methode geeft een uitstekende controle en werkt goed voor kleine onderdelen, prototypesof klussen waarbij fijne aanpassingen nodig zijn. Handmatig lappen is echter langzaam en hangt af van de vaardigheid van de operator, dus het is niet de beste keuze voor hoog-volume productie.
Automatisch en CNC-Lappen
Automatische lapmachines gebruiken mechanische systemen of CNC-besturingen om het werkstuk over de plaat te bewegen. Ze passen een consistente druk, snelheid en beweging toe, wat de nauwkeurigheid en herhaalbaarheid verbetert. CNC systemen kunnen ook geprogrammeerd worden met precieze parameters, waardoor menselijke fouten verminderd worden. Deze machines zijn ideaal voor middelgrote tot grote productieruns waarbij efficiëntie en consistentie essentieel zijn.
Enkelzijdig vs. dubbelzijdig lappen
Enkelzijdig lappen werkt op één zijde van een werkstuk tegelijk. Het werkstuk zit op de lapplaat en het slijpmiddel werkt op het blootliggende bovenoppervlak. Dit is een standaard en veelzijdige methode.
Bij dubbelzijdig lappen worden beide zijden van een onderdeel tegelijkertijd bewerkt. De machine houdt onderdelen in dragers tussen twee tegenover elkaar liggende lapplaten die roteren. Deze methode bereikt een uitzonderlijk parallellisme tussen de twee zijden. Het is ook veel sneller voor het verwerken van grote batches onderdelen zoals silicium wafers of precisielagers.
Procesparameters voor leppen
Verschillende belangrijke parameters bepalen de kwaliteit en efficiëntie van het leppen. Door deze factoren aan te passen, kunnen technici de verwijderingssnelheid, oppervlaktegladheid en maatnauwkeurigheid regelen.
Overwegingen met betrekking tot oppervlaktesnelheid en -druk
Oppervlaktesnelheid en druk zijn de belangrijkste factoren voor materiaalverwijdering.
- Drukbereik: Typische tapdrukken liggen tussen 0,02 en 0,07 MPa (3 en 10 psi). Hogere drukken verhogen de verwijderingssnelheid, maar kunnen vervorming of ongelijkmatige slijtage veroorzaken. Lagere drukken verbeteren de nauwkeurigheid maar kosten meer tijd.
- Snelheidsbereik: Schootplaten draaien meestal met 20-80 tpm-snelheden boven 100 tpm riskeren warmteontwikkeling, vermindering van vlakheid en beschadiging van het oppervlak. Lagere snelheden zorgen voor een betere controle en een gladdere afwerking.
Ingenieurs balanceren deze instellingen om precisie te bereiken zonder afbreuk te doen aan de productkwaliteit.
Schuurmiddelgrootte en -verdeling
Schurende deeltjes fungeren als snijgereedschap voor het lappen.
- Grove schuurmiddelen (15-30 µm): Snel materiaal verwijderen, gebruikt voor eerste materiaalafname.
- Fijne schuurmiddelen (1-3 µm): Leveren spiegelachtige afwerkingen, gebruikt in de laatste fase.
- Typische bereikte oppervlakteruwheid: Ra 0,1-0,01 µm.
Een consistente deeltjesgrootte is essentieel. Als de verdeling ongelijk is, ontstaan er krassen of onregelmatige afwerkingen. Voor de meeste processen beginnen operators met grove schuurmiddelen en stappen dan af naar fijnere korrels totdat de gewenste afwerking is bereikt.
Rol van smering en koelvloeistof
Smeermiddelen of koelmiddelen houden de schuurmiddelen in suspensie en vrij in beweging. Ze verminderen wrijving, houden de hitte onder controle en spoelen vuil weg.
- Gewone dragers: Slurries op waterbasis voor zachtere metalen en slurries op oliebasis voor complexere of kwetsbare onderdelen.
- Debiet: Continu spoelen met 0,5-2 liter per minuut wordt vaak gebruikt om de slurry schoon te houden.
Zonder de juiste smering kunnen deeltjes samenklonteren of zich vastzetten in het werkstuk, wat kan leiden tot krassen, ongelijkmatig snijden en een slechte oppervlaktekwaliteit. Schone, goed onderhouden slurry zorgt voor herhaalbare en zeer nauwkeurige resultaten.
Factoren waarmee rekening moet worden gehouden tijdens het Lapping-proces
Het succes van lappen hangt af van hoe goed de procesinstelling overeenkomt met het onderdeel. Belangrijke factoren zijn onder andere het materiaaltype, de keuze van het slijpmiddel en de conditie van de lapplaat. Elk van deze factoren speelt een directe rol in de oppervlaktenauwkeurigheid en afwerkingskwaliteit.
Eigenschappen werkstukmateriaal
De hardheid en taaiheid van het werkstuk bepalen hoe het reageert op het leppen.
- Zachte materialen (bijv. aluminium, koper): Vereisen fijne schuurmiddelen (1-3 µm) en lichte druk (3-5 psi) om krassen of vervorming te voorkomen.
- Harde materialen (bijv. keramiek, gehard staal): Kan grovere schuurmiddelen (15-30 µm) en hogere druk (7-10 psi) gebruiken voor snellere verwijdering.
- Thermische effecten: Metalen met een hoge thermische uitzetting, zoals aluminium, kunnen vervormen bij oververhitting, waardoor de maatnauwkeurigheid afneemt. Het regelen van de snelheid en de koelmiddeldoorstroming minimaliseert dit risico.
Selectie van schuurmiddelen
De keuze van het schuurmiddel moet passen bij zowel het werkstuk als de vereisten voor de afwerking.
- Diamant: Het beste voor taaie materialen zoals keramiek, wolfraamcarbide en gehard staal. Biedt snel snijden met nauwkeurigheid op microniveau.
- Aluminiumoxide: Gebruikelijk voor zachtere metalen zoals aluminium of messing. Kosteneffectief en overal verkrijgbaar.
- Siliciumcarbide: Geschikt voor complexere legeringen en algemene toepassingen.
Overlappingsplaat (Lapping Plate)
De overlappingsplaat draagt het slijpmiddel en bepaalt de kwaliteit van de materiaalafname.
- Gietijzeren platen: Standaard voor metalen; duurzaam en praktisch voor de meeste toepassingen.
- Koperen of glazen platen: Gebruikt voor kwetsbare onderdelen zoals optische componenten, waarbij minimale schade aan de ondergrond essentieel is.
- Conditie: Platen moeten regelmatig opgeschuurd worden om een vlakheid van 2-5 µm over het oppervlak te behouden. Dit zorgt voor een gelijkmatige slijpwerking en reproduceerbare resultaten.
Oppervlakteafwerking en toleranties
Leppen wordt gebruikt als onderdelen zeer gladde oppervlakken en exacte afmetingen nodig hebben. Het kan afwerkingen en toleranties bereiken die standaardbewerking niet kan, waardoor het essentieel is voor onderdelen met hoge prestaties.
Haalbare oppervlakteruwheid
Lappen kan oppervlakken extreem glad maken, soms tot op nanometerniveau. Fijne schuurmiddelen creëren een gepolijst of spiegelend uiterlijk. Typisch oppervlakteruwheid varieert van Ra 0,1 tot 0,01 micron, afhankelijk van het materiaal en slijpmiddel.
Dimensionale nauwkeurigheid en vlakheid
Een van de sterke punten van lappen is vlakheid. Het proces kan de vlakheid binnen enkele microns behouden, zelfs op grote oppervlakken. Wanneer druk, slijpmiddelgrootte en procestijd zorgvuldig beheerd worden, levert het ook een zeer strakke maatcontrole.
Conclusie
Leppen is een precisieafwerkingsproces in de machinebouw dat extreem vlakke, gladde en nauwkeurige oppervlakken oplevert. Het werkt door geleidelijk materiaal te verwijderen met behulp van schurende deeltjes die in een drager gesuspendeerd worden. De juiste instelling, selectie van het schuurmiddel en inspectie zorgen voor consistente resultaten van hoge kwaliteit.
Als u nauwkeurige oppervlakken van hoge kwaliteit nodig hebt voor uw onderdelen, neem vandaag nog contact op met ons team om te bespreken hoe lappen aan uw technische vereisten kan voldoen.
Hey, ik ben Kevin Lee

De afgelopen 10 jaar heb ik me verdiept in verschillende vormen van plaatbewerking en ik deel hier de coole inzichten die ik heb opgedaan in verschillende werkplaatsen.
Neem contact op
Kevin Lee
Ik heb meer dan tien jaar professionele ervaring in plaatbewerking, gespecialiseerd in lasersnijden, buigen, lassen en oppervlaktebehandelingstechnieken. Als technisch directeur bij Shengen zet ik me in om complexe productie-uitdagingen op te lossen en innovatie en kwaliteit in elk project te stimuleren.
Verwante bron

Vingerafdrukbestendig roestvrij staal: hoe het werkt en hoe te kiezen

OEM vs Loonproductie: Hoe het juiste model voor uw project te kiezen

Setupkosten vs eenheidskosten bij de productie van plaatmetaal
