In de moderne productie wordt aluminium gewaardeerd om zijn hoge sterkte-gewichtsverhouding. Voor een fabrikant is het echter een "temperamentvol" metaal. In tegenstelling tot zacht staal, dat relatief vergevingsgezind is, heeft aluminium een unieke kristallijne structuur waardoor het gevoelig is voor sinaasappelschil, vreten en catastrofale breuken als het verkeerd wordt benaderd.
Voor een perfecte buiging moet u drie technische variabelen in evenwicht brengen: de hardheid van de legering, de interne buigradius en de korrelrichting. Deze gids biedt de praktische gegevens en fysische logica die nodig zijn om uitval te elimineren, productiekosten te verlagen en structurele integriteit te garanderen.

Aluminiumlegeringen en hun buigbaarheid begrijpen
Bij het buigen van aluminium bepaalt de serie legering de chemie, maar de hardheid bepaalt of het onderdeel de kantpers overleeft.
5052 vs. 6061: Balanceren tussen sterkte en vervormbaarheid
- 5052-H32 (de industriestandaard): Dit magnesiumgelegeerde aluminium is de gouden standaard voor het buigen van plaatwerk. De H32-toestand (verstevigd en gestabiliseerd) biedt een uitstekende vervormbaarheid. Het scheurt zelden onder standaard radii en is ideaal voor complexe elektronicabehuizingen en beugels.
- 6061-T6 (De structurele uitdaging): 6061 is zeer gewild om zijn structurele sterkte, maar in zijn T6 staat is het bros. Pogingen om een krappe radius te buigen bij 6061-T6 leiden vaak tot onmiddellijke breuk. Het vereist een radius van 3 tot 6 keer de dikte of een speciale warmtebehandeling.
Technische afwegingen
- -O (uitgegloeid): De zachtste staat, het gemakkelijkst te buigen, maar mist structurele stijfheid.
- -T4 vs. -T6: Als je ontwerp een hoge sterkte vereist maar de T6 hardheid zorgt voor hoge uitvalcijfers, overweeg dan om 6061-T4 te specificeren. Het is aanzienlijk beter vervormbaar dan T6 en zal na verloop van tijd op natuurlijke wijze verouderen of kan na het buigen kunstmatig worden verouderd tot T6 om de volledige sterkte te herstellen.
Pro Tip: Inzicht in het Mill Test Report (MTR) is van vitaal belang voor inkoop. Aluminium veroudert van nature; materiaal dat maandenlang in een magazijn heeft gelegen, zal een hogere vloeigrens vertonen en onvoorspelbaarder zijn voor de koper. springrug dan verse bouillon.
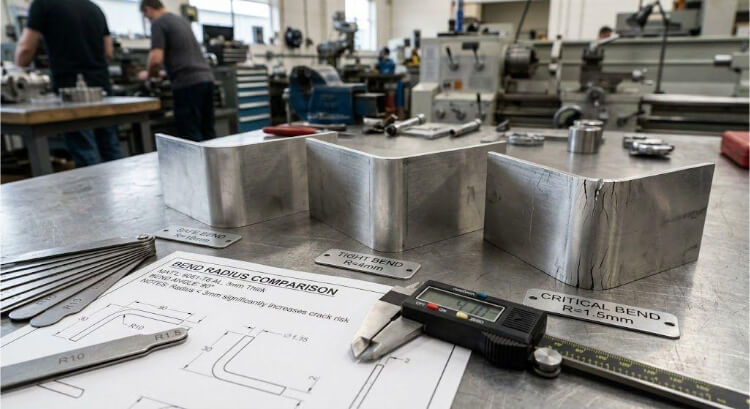
Minimale buigradius: De fysica van het voorkomen van fouten
De meest voorkomende fout bij het ontwerpen van aluminium is het specificeren van een te scherpe binnenradius. Wanneer aluminium gebogen wordt, komt het buitenoppervlak onder extreme spanning te staan. Als de radius te klein is, scheiden de metaalkorrels zich, wat leidt tot structureel falen.
"Sinaasappelschil' vs. structurele scheuren
Voordat aluminium knapt, krijgt het oppervlak vaak een getextureerd, ruw uiterlijk dat bekend staat als sinaasappelschil.
- De kwaliteitsnorm: Hoewel "crazing" (lichte oppervlaktestructuur) gebruikelijk is in hardere legeringen, wordt het een defect als een vingernagel in de scheur kan blijven haken. In luchtvaart- of medische toepassingen is sinaasappelschil een afgekeurd defect omdat het spanningsconcentrators creëert waar vermoeiingsscheuren zullen ontstaan onder operationele trillingen.
Technische referentie: Leidraad minimale interne radius (r)
Om een succesvolle bocht zonder microbreuken te garanderen, gebruik je deze R/t-verhouding (straal/dikte):
| Materiaaldikte (t) | 5052-H32 Min. radius | 6061-T6 Min. radius |
|---|---|---|
| 1,0 mm | 1,0 mm | 3,0 mm |
| 2,0 mm | 2,5 mm | 6,0 mm |
| 3,0 mm | 4,0 mm | 10,0 mm |
| 6,0 mm | 9,0 mm | 25,0 mm |
De natuurkunde van "scherpe" bochten
Ontwerp nooit een "scherpe" binnenhoek voor aluminium. Een scherpe stans werkt als een wig, waardoor een microscheur ontstaat aan de top van de bocht. Geef altijd de grootste radius op die je assemblage toelaat. Een grotere radius verbetert niet alleen de structurele integriteit, maar maakt ook de terugvering voorspelbaarder, wat leidt tot een hogere maatvastheid en lagere instelkosten.
De rol van de korrelrichting bij het buigen van aluminium
Bij plaatbewerking is aluminium geen isotroop materiaal (wat betekent dat het zich niet in alle richtingen hetzelfde gedraagt). Tijdens het walsproces wordt het metaal blootgesteld aan een immense druk, waardoor de interne kristalstructuur wordt uitgerekt in de richting van de wals. Het negeren van deze "korrelrichting" tijdens de CAD-nestfase is een primaire oorzaak van onvoorspelbare scheurvorming.
De fysica van korrelgrenzen
Zie de nerfstructuur van aluminium als de nerf in een stuk hout.
- Buigen met de nerf mee (in de lengterichting): Als je je buiglijn parallel aan de walsrichting legt, buig je langs de grenzen van deze langwerpige kristallen. De trekspanning dwingt de korrels uit elkaar, bijna als een geperforeerde scheurlijn. Dit verhoogt drastisch de kans op ernstige sinaasappelschil of een volledige breuk, vooral in hardere tinten.
- Buigen over de draad (dwars): Door de buiglijn loodrecht op de draad te oriënteren, wordt de buigspanning verdeeld over de lange vezels van het metaal in plaats van ertussen. Dit is de sterkst mogelijke oriëntatie en maakt strakkere radii mogelijk zonder het onderdeel aan te tasten.
Het compromis van 45 graden voor complexe indelingen
Ingenieurs worden vaak geconfronteerd met een dilemma: wat als een onderdeel (zoals een kast) moet worden gebogen in meerdere loodrechte richtingen? Je kunt niet voor elke flens dwars op de draad buigen.
- De oplossing: Draai de lay-out van het vlakke patroon 45 graden ten opzichte van de nerf van het vel.
- De economie: Hoewel het nesten van onderdelen onder een hoek van 45 graden de grondstofopbrengst (hoeveel onderdelen passen er op één plaat) iets kan verlagen, elimineert het vrijwel het uitvalpercentage dat gepaard gaat met gebarsten langsbochten. Bij Shengen evalueert ons engineeringteam elk vlak patroon om een balans te vinden tussen optimaal materiaalgebruik en structurele betrouwbaarheid, zodat u niet betaalt voor defecte onderdelen.
Terugvering en maatnauwkeurigheid beheren
Het bereiken van een perfecte hoek van 90 graden op het scherm is eenvoudig, maar op de afkantpers moet rekening worden gehouden met het elastische geheugen van aluminium. Wanneer de buigkracht wordt weggenomen, zal het materiaal proberen terug te keren naar zijn oorspronkelijke vlakke toestand - een fenomeen dat bekend staat als terugvering.
De elastische grens van aluminium
Terugvering treedt op omdat alleen het buiten- en binnenoppervlak van de bocht plastische (permanente) vervorming ondergaan. De kern van het materiaal blijft elastisch en "trekt" de flenzen terug zodra het gereedschap wordt opgetild.
- Omdat aluminium een lagere elasticiteitsmodulus heeft dan staal, heeft het aanzienlijk meer terugvering.
- Temper Variantie: Een zacht 5052-H32 onderdeel veert misschien maar 2 tot 4 graden terug. Een stijf 6061-T6 onderdeel kan 10 graden of meer terugveren.
Compensatiestrategieën in productie
Om maatnauwkeurigheid te bereiken, moeten fabrikanten het onderdeel opzettelijk overbuigen. De afkantpers kan bijvoorbeeld worden geprogrammeerd om een flens tot 85 graden in te drukken, zodat deze precies tot 90 graden ontspant.
- Luchtbuigen: De industriestandaardmethode voor aluminium. Omdat de plaat alleen in contact komt met de ponstip en de twee schouders van de V-die, kan de operator (of het CNC-systeem) de ponsdiepte gemakkelijk aanpassen om te compenseren voor een variërende terugvering zonder de fysieke gereedschappen te veranderen.
- De verborgen kosten van inconsistentie: Terugvering schommelt door lichte variaties in materiaaldikte en hardheid bij verschillende partijen freeswerk. Het voortdurend afstellen van de afkantpers om de juiste hoek "na te jagen" vermindert de productie-efficiëntie en verhoogt de instelkosten. Door een strikte traceerbaarheid van de materiaalpartijen en het gebruik van geavanceerde CNC afkantpersen, kan Shengen de juiste K-factor en terugveringsvariabelen vroegtijdig vastleggen, zodat het duizendste onderdeel net zo nauwkeurig is als het eerste.
Speciale overwegingen voor het buigen van 6061-T6
Aluminium is aanzienlijk zachter dan het geharde staal dat wordt gebruikt voor gereedschap voor kantpersen. Dit fysieke verschil brengt twee grote productierisico's met zich mee: oppervlakteschade en het gevreesde "galling" effect.
De fysica van afbijten en anodiseerfouten
Wanneer blank aluminium onder hoge tonnage tegen een stalen V-die wrijft, kan de wrijving "galling" veroorzaken - een proces waarbij microscopisch kleine aluminiumdeeltjes afschuiven en koudlassen met het stalen gereedschap.
- De kwaliteitsnorm: Als het gereedschap niet gepolijst of beschermd is, zal deze opeenhoping diepe krassen maken in elk volgend onderdeel. Hoewel een kras misschien een klein cosmetisch probleem lijkt, is het een kritiek defect voor onderdelen die een secundaire afwerking nodig hebben. Tijdens het anodiseerproces vangen deze microkrassen zure oplossingen op, die later uitbloeden en permanente zwarte strepen of plaatselijke coatingdefecten veroorzaken.
- De oplossing en kostenefficiëntie: Om dit te voorkomen gebruiken fabrikanten "No-Mar" gereedschap. Het plaatsen van een zware urethaanfilm over de V-die fungeert als een elastische barrière die metaal-op-metaalcontact voorkomt. Bij Shengen gebruiken we standaard precisiegepolijst gereedschap en beschermende urethaanfilms voor alle esthetische aluminium onderdelen. Dit elimineert de noodzaak voor duur secundair handmatig polijsten, waardoor uw kosten per onderdeel direct dalen.
Het 6061-T6 dilemma: plaatselijk gloeien
Wanneer een ontwerp strikt 6061-T6 vereist voor structurele integriteit, maar ook een strak buigradius dat de limieten van het materiaal overschrijdt, moeten fabrikanten de fysica van het metaal manipuleren door het lokaal te gloeien.
- Het proces: Operators gebruiken een speciaal temperatuurindicatiekrijt of de "roetmethode" (acetyleenroet aanbrengen en verhitten tot het wegbrandt bij ongeveer 400°C). Dit verandert tijdelijk de kristallijne structuur op de buiglijn, waardoor het zeer buigzaam wordt.
- De technische afweging: Hoewel plaatselijke verwarming het buigprobleem oplost, verlaagt het permanent de hardheid in die specifieke zone naar een "O" (gegloeide) toestand. Als die buiging een lastdragend punt is in uw assemblage, moeten ingenieurs rekening houden met dit plaatselijke verlies van vloeigrens of een kunstmatig verouderingsproces na het lassen specificeren om de T6 eigenschappen te herstellen.
Ontwerp voor productie (DFM) Tips voor het buigen van aluminium
Een onderdeel dat er perfect uitziet in een 3D CAD-omgeving kan gemakkelijk veranderen in duur schroot op de werkvloer als geometrische interferentie wordt genegeerd. Als aluminium buigt, rekt en vloeit het materiaal aan de buitenkant van de neutrale as. Als uw ontwerpelementen zich te dicht bij deze beweging bevinden, zullen ze vervormen.
De 2t-regel voor het plaatsen van gaten
Het plaatsen van een gat of sleuf te dicht bij een buiglijn is de belangrijkste oorzaak van montagefouten. Als het metaal uitrekt, wordt het gat in een "eivorm" getrokken.
- De fysica van de mislukking: Als een gat zich in de vervormingszone bevindt, concentreert de buigspanning zich aan de rand van het gat, waardoor het materiaal ongelijkmatig meegeeft. Dit vervormt niet alleen het gat, maar verzwakt de hele buiging.
- De DFM-standaard: Houd de rand van een gat altijd op een afstand van minstens 2 keer de materiaaldikte (2t) vanaf het begin van de buigradius. Voor zeer nauwkeurige luchtvaartonderdelen raden we vaak 3t aan om absolute maatvastheid te garanderen en zijdelingse opbolling van het materiaal te voorkomen.
Knikontlastingen voor flenzen
Als je een flens buigt in het midden van een onderdeel (in plaats van over de hele breedte), zullen de hoeken waar de buiging begint scheuren door de enorme schuifspanning.
- De oplossing: Ontwerp een buigreliëf - een kleine inkeping die aan de uiteinden van de buiglijn in het vlakke patroon wordt gesneden. De breedte van het reliëf moet minstens gelijk zijn aan de materiaaldikte en iets voorbij de buigradius uitsteken. Dit isoleert de strekkrachten, waardoor het metaal netjes kan vouwen.
De economie van standaardisatie
Het standaardiseren van buigradii voor één project verbetert niet alleen de consistente kwaliteit, maar verkort ook de insteltijd. Als elke flens op uw chassis een interne radius van 3 mm heeft, hoeft de operator van de afkantpers slechts één pons- en matrijscombinatie in te stellen. Door het aantal gereedschapswissels te verminderen, vermindert u drastisch de stilstandtijd van de machine, wat leidt tot snellere doorlooptijden en lagere productiekosten.
Slotopmerking van Shengen
Bij Shengen combineren we deze engineeringprincipes met meer dan tien jaar praktijkervaring in rapid prototyping en massaproductie. Of je nu hulp nodig hebt bij het selecteren van de juiste legering of bij het optimaliseren van je CAD voor de kantpers, ons team is er om ervoor te zorgen dat je project op tijd en binnen de specificaties wordt afgeleverd.
Last van gebarsten aluminium of onvoorspelbare terugvering? > Laat een slechte buiging uw productie niet verpesten. Bij Shengen beoordelen onze ingenieurs elke radius, korrelrichting en legeringstemperatuur voor de eerste druk op de afkantpers.
Upload uw CAD-bestanden vandaag voor een gratis DFM-beoordeling en ontvang binnen 24 uur een snelle offerte. Laten we het in één keer goed bouwen.
Hey, ik ben Kevin Lee

De afgelopen 10 jaar heb ik me verdiept in verschillende vormen van plaatbewerking en ik deel hier de coole inzichten die ik heb opgedaan in verschillende werkplaatsen.
Neem contact op
Kevin Lee
Ik heb meer dan tien jaar professionele ervaring in plaatbewerking, gespecialiseerd in lasersnijden, buigen, lassen en oppervlaktebehandelingstechnieken. Als technisch directeur bij Shengen zet ik me in om complexe productie-uitdagingen op te lossen en innovatie en kwaliteit in elk project te stimuleren.
Verwante bron

Vingerafdrukbestendig roestvrij staal: hoe het werkt en hoe te kiezen

OEM vs Loonproductie: Hoe het juiste model voor uw project te kiezen

Setupkosten vs eenheidskosten bij de productie van plaatmetaal
