電気抵抗溶接の種類
電気抵抗溶接にはさまざまな形式があります。それぞれのタイプには独自の用途と利点があります。
スポット溶接
スポット溶接の定義と用途
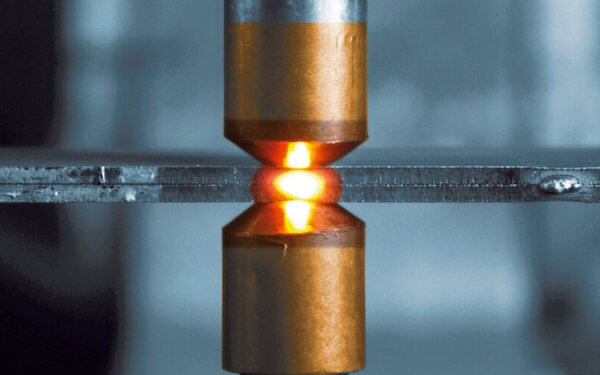
スポット溶接 金属板を特定の箇所で接合する。銅の電極を使って圧力をかけ、金属に電流を流す。発生する熱で金属が溶け、冷却されると溶接ナゲットができる。この方法は、自動車製造、家電製品製造、電子機器組み立てなどで広く使われている。
スポット溶接の重要な利点
スポット溶接には、いくつかの利点がある。高速であるため、大量生産に最適である。工程の自動化が容易なため、一貫性と効率が向 上する。スポット溶接は堅固できれいなため、ほとんど、あるいはまったく必要ありません。 仕上げ.この方法は、スチール、アルミニウム、ニッケル合金など、さまざまな金属に有効である。
シーム溶接
シーム溶接とは?
シーム溶接は、スポット溶接の連続版である。車輪型の電極を使用し、継手に沿って転がりながら、一連のスポット溶接を重ね合わせる。その結果、長く連続した溶接シームができる。用途に応じ、断続的または連続的なプロセスが可能である。
シーム溶接の代表的な用途
シーム溶接は、長くて漏れのない継手を必要とする用途で輝きを放ちます。シーム溶接は、燃料タンク、ドラム缶、パイプの製造によく使用される。食品産業では、缶や容器にシーム溶接が使用されている。また、ラジエーターや熱交換器の製造にも使用されています。シーム溶接は、水密性や気密性を必要とする製品に、強固で信頼性の高い接合部を提供します。
プロジェクション溶接
プロジェクション溶接と他の方法の違い
プロジェクション溶接 は、他の電縫法とは一線を画している。これは、ワークピースの一方に隆起部(突起部)を設けたものである。この突起が溶接電流と圧力を集中させる。電流が流れると、突起がつぶれて溶接部が形成される。この技法により、溶接部のサイズと位置 を正確に制御することができる。
プロジェクション溶接を使用する一般的な産業
自動車産業はプロジェクション溶接を多用しており、ナット、ボルト、スタッドを板金に取り付けるのに使用される。エレクトロニクス分野では、バッテリーの接続や小さな部品にプロジェクション溶接が使われている。 アセンブリ.家電メーカーは、内部部品にプロジェクション溶接を採用している。 ファスナー.また、電気開閉器や変圧器の製造にもよく使われている。
フラッシュ溶接
フラッシュ溶接プロセス
フラッシュ溶接は、ユニークな電縫溶接プロセスである。加圧下で2つの金属片を接触させる。接点に高電流が流れ、強い熱が発生する。この熱により、金属が溶けて「フラッシュ」する。金属片は、フラッシュが起こるにつれて強制的に接合され、断面全体にわたって強固な溶接部が形成される。
フラッシュ溶接が最も効果的な場所
フラッシュ溶接は、大型で対称的な部品の接合を得意とする。鉄道レールの溶接、連続パイプラインの構築、自動車車軸の製造などに最適である。航空宇宙産業では、ジェット・エンジン部品にフラッシュ溶接が使用されている。また、異種金属の接合にも実用的であるため、特殊な製造業で重宝されている。
高周波抵抗溶接 (HFRW)
HFRWの概要
HFRWは高周波電流を利用して溶接部を形成する。高周波は、金属表面に熱を集中させる。これにより、ワーク全体を加熱することなく、高速で効率的な溶接が可能になる。HFRWは、熱影響部を最小限に抑えた、きれいで狭い溶接部を形成する。
パイプ製造におけるHFRWの用途
HFRWは、鋼管製造の常套手段である。HFRWは、鋼管に縦方向の継ぎ目を作る。HFRWは高速でパイプを溶接できるため、大量生産に最適です。HFRWは、内面および外面の溶接ビードが滑らかなパイプを製造し、これは石油・ガス、水輸送、構造支持などの用途に不可欠です。
電気抵抗溶接の仕組み
電気抵抗溶接(ERW)は、電気的原理と機械的原理を組み合わせた魅力的なプロセスです。その仕組みと重要な要素を検証してみよう。
電気抵抗溶接の科学
電縫溶接は、電気抵抗というシンプルかつ強力な概念に依存している。電流が導体を流れるとき、抵抗にぶつかり、熱が発生します。電縫では、この熱を利用して金属を溶かし接合する。このプロセスでは、金属片の接触点に電流が集中し、溶接に最適な局所的な熱領域が形成されます。
電縫溶接における発熱を理解する
電縫鋼の発熱は、すべてジュール熱である。電流が金属を通過すると、抵抗にぶつかる。発生する熱は、電流、抵抗、時間に依存する。これらの変数を制御することで、溶接工はさまざまな金属や板厚に対して正確な温度を達成することができる。熱は接合部の金属を溶かし、凝固して強固な接合となる溶接プールを形成する。
電縫加工における圧力の役割
電縫溶接では、圧力が重要な役割を果たす。圧力は主に2つの目的を果たす。第一に、通電と発熱に不可欠な金属片間の良好な 接触を確保することである。第二に、加圧力は溶接部から不純物や酸化物 を除去するのに役立つ。
電縫溶接に使用される重要機器
電縫溶接は、正確な結果を得るために特殊な設備に依存している。主な部品は以下の通り:
- 電源: 溶接に必要な電流を供給する。
- 電極: 被加工物に電流を流し、圧力を加える。
- 制御システム: 電流の流れ、タイミング、圧力のかけ方を管理。
- 冷却システム: 装置やワークの過熱を防止。
- 備品: 溶接中、ワークを所定の位置に固定する。