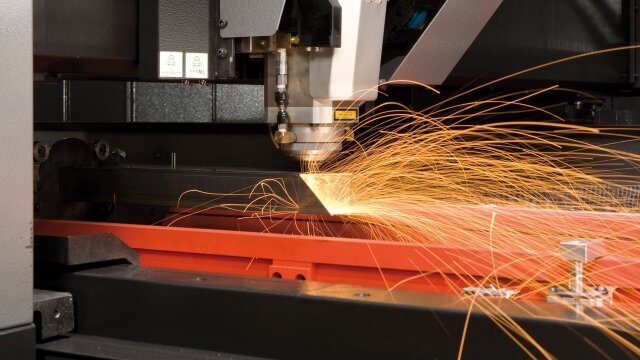
CNCレーザー切断における主要パラメータ
CNCレーザーカッターから最高の結果を得るには、適切なパラメータを設定する必要があります。これらの設定は、速度、エッジ品質、およびカット精度に影響を与えます。以下は、最も重要なものです。
レーザーパワー
パワーレベル(ワットで測定)は切断能力に直接影響します。高いワット数(2000W以上)は厚い材料を切断するが、操作コストが高くなる。低い出力(500~1500W)は、薄い金属やプラスチックに適しています。同じ厚さの場合、ステンレス鋼は軟鋼より30%高いパワーを必要とします。
切断速度
IPM(インチ毎分)で測定される速度は、品質と生産性のバランスをとる。速すぎるとカットが不完全になり、遅すぎると熱がこもりやすくなる。速度の例:1/4″軟鋼は120IPMで切断し、1/8″アルミニウムは250IPMで切断します。新しい素材の場合は、常に速度をテストしてください。
フォーカスポジション
レーザーの焦点位置は切断品質に影響します。ほとんどの金属では、材料表面の少し下(厚さの1/3)に焦点を合わせます。プラスチックは、多くの場合、表面レベルに焦点を合わせて切断するのが最適です。自動焦点ヘッドは切断中も位置を維持します。
ガスの圧力と種類
アシスト・ガス(窒素、酸素、圧縮空気) は、切り口をきれいにし、酸化を防ぐ。窒素(15~20 psi)は、ステンレスの切れ刃をきれいにする。酸素(10~15 psi)は、発熱反応によって炭素鋼の切断を高速化します。より高い圧力(300 psiまで)は、より厚い材料に役立ちます。
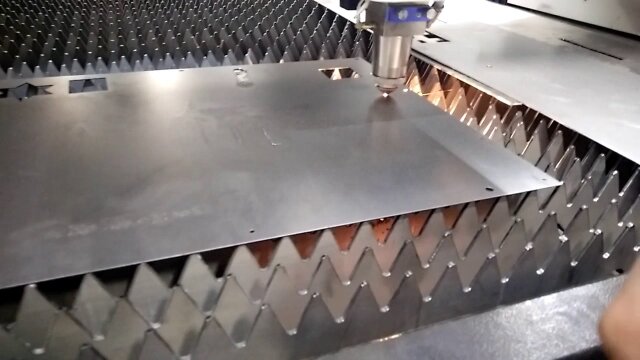
素材の厚みと反射率
より厚い材料には、より高いレーザー出力とより遅い切断速度が必要です。例えば、1000Wのファイバーレーザーは、軟鋼を1/4″(6 mm)まで切断できる。4000Wレーザーは、ガスの種類や材料の質にもよりますが、軟鋼を1″(25 mm)まで切断できます。反射する材料(銅、真鍮)は、ビームの反射を防ぐために特別なコーティングまたはパルスレーザー設定が必要な場合があります。
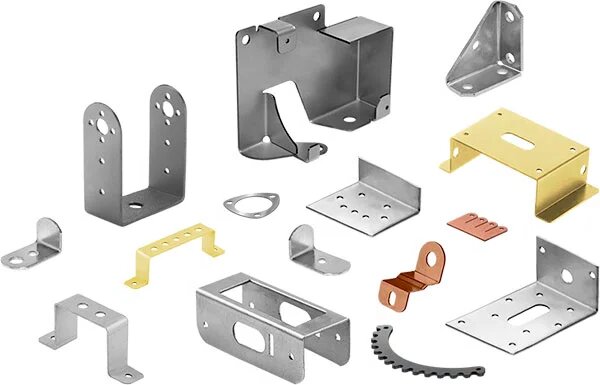
CNCレーザー切断の利点
CNCレーザー切断にはいくつかの利点があり、多くの産業で利用されている。メーカーが時間を節約し、無駄を省き、部品の品質を向上させるのに役立ちます。主な利点は以下の通りです。
高精度と厳しい公差
CNCレーザー切断は、±0.1 mm以内の精度で切断を実現します。この精度は、複雑な形状や細かいディテールを持つ部品に適しています。コンピューターガイド付きレーザーは設計に正確に沿うため、すべての部品に一貫性が保たれます。
クリーンエッジと最小限の後処理
レーザーは材料をきれいに溶かし、滑らかなエッジを残します。機械的な切断とは異なり、バリや粗い仕上げはありません。ほとんどの部品は切断後すぐに使用できるため、次の作業時間を節約できます。 研磨 またはファイリング。
迅速なセットアップと納期
カスタムなし 工具または金型 が必要です。デザインファイルをアップロードすると、機械が裁断を開始する。これにより、特に小ロットや急ぎの注文の場合、生産がスピードアップします。
試作から量産まで柔軟に対応
低コストのプロトタイプで素早くデザインをテスト。同じプロセスで大量生産にもシームレスに対応します。ソフトウェアの調整だけで、材料やデザインを切り替えることができます。
制限と課題
CNCレーザー切断は効率的で正確ですが、すべての作業に完璧というわけではありません。いくつかの課題は、コスト、セットアップ、または部品の品質に影響を与える可能性があります。ここでは、最も一般的な制限について説明します。
高額な初期投資
レーザー切断機の価格は、基本的な切断工具よりもかなり高い。価格には機器だけでなく、設置、換気システム、トレーニングも含まれる。小規模な店舗では、この壁を乗り越えるのは難しいかもしれない。
素材の反射率と感熱性
銅やアルミニウムのような反射率の高い金属は、レーザービームを散乱させ、効率を低下させます。一部のプラスチックのような熱に弱い材料は、切断中に反ったり変色したりすることがあり、慎重な出力調整が必要です。
光学部品と消耗品のメンテナンス
カッティングヘッドのレンズやノズルは経年劣化するため、定期的な交換が必要です。ホコリやゴミは光学部品にダメージを与えるため、切断品質を維持するためには頻繁なクリーニングが必要です。これらの維持費はかさみます。
特定の材料の厚さ制限
レーザーは薄板から中板(金属では通常0.5-25mm)に優れているが、厚い材料を切断すると生産が遅くなり、消費電力も増加する。次のような選択肢があります。 プラズマ切断 非常に厚い金属には、より効果的かもしれない。