その他の公差
片側公差と両側公差の他にも、エンジニアは部品の品質と機能のさまざまな側面を管理するために、いくつかの重要な公差を使用します。それぞれ特定の設計ニーズや製造シナリオに対応しています。
幾何公差(GD&T)
GD&Tは、単純な寸法公差を超えた包括的なシステムです。形状、方向、位置、振れなどの幾何学的特性を管理します。このシステムは、シンボルとルールを使用して、部品上のフィーチャーの正確な形状と位置の要件を定義します。
主なGD&T公差の種類は以下の通りです:
- 形状公差: 真直度、平面度、真円度、円筒度を管理する
- 向きの許容誤差: 平行度、垂直度、角度のコントロール
- 場所の許容範囲: コントロール位置、同心度、対称性
- 振れの許容範囲: 円形振れと総振れを制御
GD&Tは、従来の寸法公差だけよりも部品形状をより正確に制御することができます。
統計公差
統計的公差は、個々の寸法のばらつきがアセンブリにどのような影響を与えるかを予測するために、確率と統計を使用します。すべての部品が極限にあると仮定するワーストケース公差とは異なり、統計的公差では、ほとんどの部品が公称寸法に近いことを認識します。
このアプローチでは、図面に「ST」や「RSS」(二乗平均平方根)などの記号を使用し、統計的手法が適用される箇所を示します。全体的な組立品質を維持しながら、個々の公差を広くすることができます。
限界公差
限界公差は、本質的な寸法を参照することなく、最大許容寸法と最小許容寸法を直接指定します。例えば、シャフトの直径は15.02~15.05mmとなります。
この方法は許容範囲を伝えるもので、直接測定比較が行われる生産環境でよく使用される。
適合公差
はめあい公差は、組み立て時の部品の相互作用を制御する。はめあい公差は、はめあい部品間のクリアランスや干渉を定義します。標準的なはめあいシステムには次のようなものがあります:
- クリアランス 穴は常にシャフトよりも大きく、自由な動きを可能にする
- 干渉フィット: シャフトは常に穴よりも大きく、圧入される。
- トランジションはフィットする: 実際のサイズによって、クリアランスの場合もあれば、干渉の場合もある
はめあい公差は通常、ISOやANSIのような標準化されたシステムに従って定義され、H7/f7(クリアランスフィット)またはH7/s6(干渉フィット)のような呼称が用いられます。
不均一な公差
一様でない公差は、形状の長さや面積に沿って変化します。例えば、テーパーシャフトでは、ベアリング表面の公差がきつく、その他の部分の公差が緩い場合があります。このアプローチでは、機能的に必要な部分にのみ厳しい公差を適用することで、製造コストを最適化します。
プロファイル公差
プロファイル公差は、理論上の完全な形状からどの程度ずれるかを指定することで、サーフェスの全体的な形状を制御します。複雑な曲面や美的特徴によく使用される。
プロファイル公差を適用することができる:
- ラインプロファイル(2D)
- サーフェスプロファイル(3D)
自動車のボディパネル、消費者向け製品、航空宇宙部品などによく使われている。
素材コンディション調整剤
これらのモディファイアは、フィーチャーの実際のサイズに基づいてトレランスゾーンを調整します:
- 最大素材条件(MMC):そのフィーチャーに最も多くの素材が含まれている場合に適用される
- 最低条件(LMC): 特徴に含まれる材料が最も少ない場合に適用される
- フィーチャーサイズ(RFS)に関係なく: 機能の実際のサイズに関係なく適用される
これらの改質剤は、製造の柔軟性を最大限に高めながら、部品が正しく組み合わされるようにします。
結論
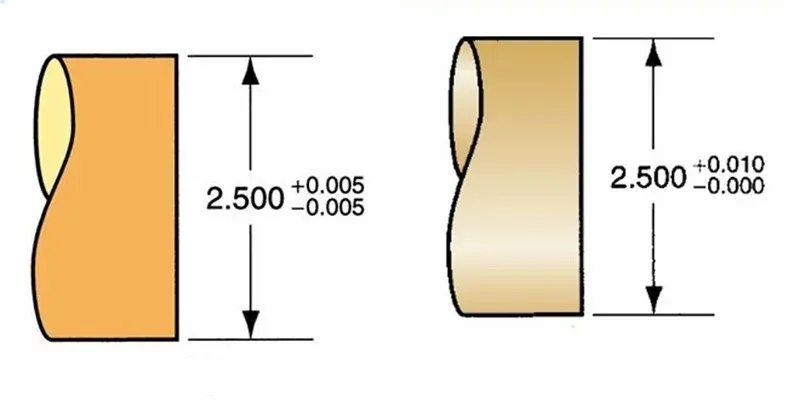
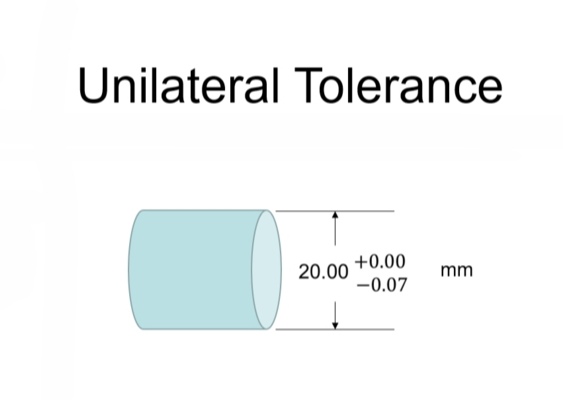
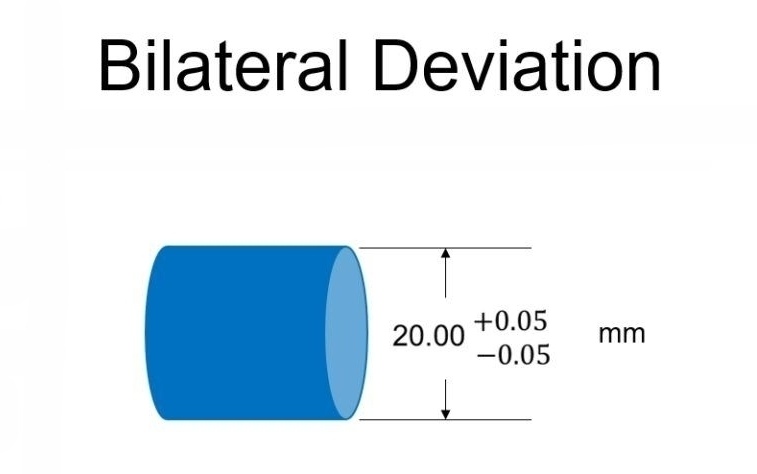
エンジニアリング公差は、高品質の部品を設計・製造する上で重要な役割を果たします。一側公差と二側公差は、寸法のばらつきを制御するための2つの基本的なアプローチです。
これらの公差タイプの選択は、具体的な設計要件、製造能力、およびコストの考慮によって決まります。技術者は、適切な公差タイプを選択する際に、各特徴の機能、利用可能な製造プロセス、および検査方法を考慮する必要があります。
シェンゲンでは、高品質の板金加工と精密製造サービスを提供しています。公差、試作、量産など、どのようなご要望にも経験豊富なチームが対応いたします。 お問い合わせ 今すぐご相談ください!