


溶接された筐体がゆがんだり、ブラケットが応力で割れたりするのを見たことがある人なら、優れたスポット溶接が偶然に起こるものではないことをすでにご存じだろう。それは

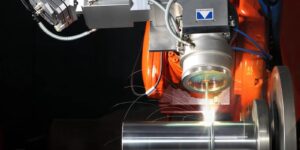
プラズマ・アーク溶接は、集束アークを使用し て非常に高温のプラズマ・ジェットを発生させ るプロセスである。このジェットが金属を溶かし、溶接部を形成する。セットアップに応じて、アークはタングステン電極とワークピースの間、または電極とノズルの間に形成される。

医療溶接は、医療機器に使用される金属部品を接合する。通常の溶接とは大きく異なる。部品はより小さくなり、要求もより厳しくなります。目標は、強度が高く、清潔で、信頼性の高い接合部を作ることです。これらの接合部は滅菌処理に対応しなければならず、多くの場合、人体に直接触れることになります。

精密溶接は、金属部品に微細で正確な接合部を作ります。通常の溶接とは異なり、高度なツールと制御された熱を使用して正確な結果を出します。主な目的は、強度と外観において厳しい公差を満たす溶接を行うことです。これにより、デリケートな部品を、近くの材料を傷つけることなく接合することができます。

ファイバー・レーザー溶接は、強力なレーザー・ビームを使用して金属部品を溶かして接合する。レーザーは光ファイバーから発生し、ビームの安定性とエネルギー効率を維持します。集光されたビームは、周囲の金属にほとんど影響を与えず、深く狭い溶接部を形成します。これは、しばしば広いヒートゾーンを作り、より多くの仕上げ作業を必要とするアーク溶接とは異なります。

銅のレーザー溶接は、集束した光ビームを使って小さな金属部分を熱し、溶かします。このエネルギーが溶接線に沿って材料を溶かします。より広い範囲に熱を拡散させる従来の溶接とは異なり、レーザー溶接は正確にエネルギーを狙います。そのため歪みが少なく、小さな部品や繊細な部品でも正確に溶接することができます。

バックステップ溶接とは、溶接工が溶接経路全体と反対方向に移動しながら、小分けにして作業する方法である。例えば、完成した溶接部が左から右へ進む場合、各小部分は右から左へ溶接される。新しいビードは、前のビードとわずかに重なる。

アルミニウムのレーザー溶接は、集光したレーザービームでアルミニウム片を溶かして接合します。熱は小さな領域に集中し、狭く深い溶接部が形成されます。アルゴンやヘリウムなどのシールド・ガスが、溶融金属を空気汚染から保護します。このプロセスは、薄いシートでも厚い部分でもうまく機能し、一貫した再現性のある結果をもたらします。
レーザー溶接は、集束した光ビームを使用して金属表面を溶かし接合する。ビームは、制御された小さな領域に熱を加え、深く狭い溶接部を形成し、熱が近くの材料に広がるのを制限します。薄い部分、繊細な部品、複雑な形状に有効です。

レーザー溶接は、集束した光線を使用して金属を溶かし接合する。TIG溶接は、タングステン電極とガスを使用して溶接を形成する。レーザー溶接は速く、クリーンで、自動化に適している。TIG溶接は時間がかかるが、正確で柔軟性が ある。最適な選択は、作業の種類、材料、スピードと制御の必要性によって決まる。

SMAWは、消耗電極と被加工物の間に電気アークを 形成する溶接プロセスである。アークから発生する熱で電極が溶融し、溶融金属のプールが形成される。この金属が母材と融合し、強固な結合を形成する。電極上のコーティングがシールド・ガス を発生させ、溶接部を汚染から保護する。
アルミニウムのMIG溶接では、ソリッドワイヤー電極を使用してアルミニウム片を融合させます。反りやひび割れを防ぐため、より高い熱量と安定した手腕が要求される。重要な技術には、熱の調整、適切な溶加材の使用、適切なシールド・ガスのフローが含まれます。軟らかい金属であるアルミニウムは、バーンスルーや酸化などの問題を避けるために精度が要求されます。

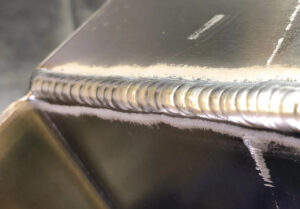
完全溶け込み溶接は、溶接材料が接合される母材 の厚さ全体を通して完全に溶け込むことで起こる。このため、接合部に隙間や弱点がなく、高強度および高信頼性の用途に理想的である。

技術的にはガス・タングステン・アーク溶接(GTAW) として知られるヘリアーク溶接は、不活性ガスで溶接部 分をシールドしながら、電気アークを発生させるた めに消耗しないタングステン電極を使用する。現在、業界ではTIG(タングステン・イナート・ガス)溶接として一般的に知られているこのプロセスは、溶接プロセスを正確に制御することで、非常に優れた溶接部を作り出します。