ステンレス鋼の棒溶接はうまくいくが、その プロセスが作業に適している場合に限られる。課題は、アークを発生させることではな い。課題は、変色や歪み、後片付けをあまりせずに、使用可能な結果を得ることである。
そのため、ステンレ ス棒溶接を融着だけで判断すべきではない。溶接は、早期にプロセスを管理しなけれ ば、持ちこたえたとしても、はめあい、仕上げ、 耐食性に問題が生じる可能性がある。
適切な状況では、棒溶接は依然として実用的 な選択肢である。スティック溶接は、修理作業、現場作業、重いステ ンレス部品など、持ち運びやすさとシンプルな装 置が重要な場合に適している。薄い部品、目に見える部品、ひずみに敏感 な部品では、同じ溶接工程でも、はるかに不利にな る。

ステンレス鋼の棒溶接とは?
ステンレス鋼の棒溶接とは、フラックス・コーティ ングされた電極を使用してステンレス部品を接合す るSMAW工程を指す。この工程は広く使用されており、認識しやす いが、ステンレス鋼は通常、軟鋼よりも寛容 性に欠ける。小さな管理ミスは、溶接ビード、表面状態、 部品の熱反応にすぐに現れることが多い。
健全なステンレス溶接は、接合部が密着す るかどうかだけでは判断できない。良好な結果は、ビード形状、表面外観、歪み の制御、溶接後の後片付けや再加工の必要量に も左右される。生産工程では、これらの詳細が、部品の 品質と次の工程に影響するため重要である。
ステンレス溶接の問題の多くは、溶接部に明らか な欠陥が見られる前に始まっている。ヒート・コントロールやアーク・ コントロールがひとたび狂い始めると、ビードの安定 性が低下し、清浄度が増し、部品の動きを管理す るのが難しくなる。だからこそ、初期管理が非常に重要なのである。短いアーク、安定した移動速度、制御された 溶接長さは、通常、接合部がすでに行き過ぎてか ら溶接を修正しようとするよりも、最終的な仕上が りを守るために有効である。
ステンレス鋼の棒溶接が理にかなっている場合?
このプロセスは、一部の作業では有効だが、す べてのステンレス部品に適しているわけではない。以下の項では、棒 溶接が付加価値を生む部分と、リスクを生 じさせる部分について説明する。
棒溶接が実用的な選択肢となるのは、どのような場合ですか?
棒溶接は、修理、現場、屋外での作業に実用的なオプ ションである。展開が簡単で、セットアップが制限されている場所でもうまく機能し、より制御されたショップ・プロセスが実行しにくい状況でも有用であり続ける。
そのような状況では、実際の作業環境で確実に機能するプロセスの方が優れていることが多い。棒溶接がその価値を保っているのはそのためである。
なぜ厚い方が扱いやすいのか?
ステンレスの部品が厚いと、通常、加工にゆと りができる。バーンスルー、激しい引け、不安定なビード 形状が問題になる前に、より多くの熱を吸収す ることができる。
スティック溶接がより現実的になる より重いブラケット修理箇所 管工事や構造物の加工に適している。コントロールが重要であることに変わりはないが、厚い材料は通常、溶接工が接合部を使用可能な状態に保つ時間を長くする。
なぜ薄いシートは正当化されにくいのか?
薄いステンレス・シートには、ほとんど誤差 がない。部品は素早く加熱され、動きやす く、工程を厳密に管理しなければ、短時間の 溶接で平坦度やビード制御が失われる可能 性がある。
そのため、棒 溶接は、軽量部品、目に見える表面、形状や外観をきれい に保たなければならない組立部品には適さないことが多い。溶接が可能な場合でも、多くの場合、価値よりもリスクの方が高くなる。
棒溶接はどのような現場条件下で好まれるのか?
現場の状況によっては、棒溶接の方が作業性が高 い場合が多い。屋外、現場、または工程設定に制限のある場所で作業を行わなければならない場合、棒溶接の方が実用上明らかに有利である。
だからといって、あらゆる技術的な意味で最高のプロセスというわけではない。環境次第で、確実に仕事をこなすための最良のプロセスになり得るということだ。
熱による溶接品質への影響
熱管理は、ステンレス鋼溶接における最大の 要因のひとつである。以下のポイントは、過剰な熱がビード形状、部 品の安定性、最終的な表面状態にどのような 影響を与えるかを示している。
なぜステンレス鋼はすぐに制御不能になるのか?
ステンレス鋼では通常、溶接部がドリフトを始める前 の警告が少ない。アーク開始時には問題ないと感じられる設定でも、パ スが進むにつれて熱くなりすぎる場合がある。
実作業では、通常、この現象はすぐに現れる。水溜りが早く開き、ビードの形が作りにくくなり、溶接部がパスごとに安定しなくなる。
余分な熱はどのようにして部品の問題に変わるのか?
熱がこもると、部品は変形しやすくなる。これは、薄いシート、長い継ぎ目、支持されていないエッジ、均等に保持されていない部品などで顕著になります。
いったん動きが始まると、問題はもはや溶接だけではなくなります。平坦度を保つのが難しくなり、アライメントが安定しなくなり、溶接そのものよりも後のはめ込みが難しくなることが多い。
なぜ変色を無視してはいけないのか?
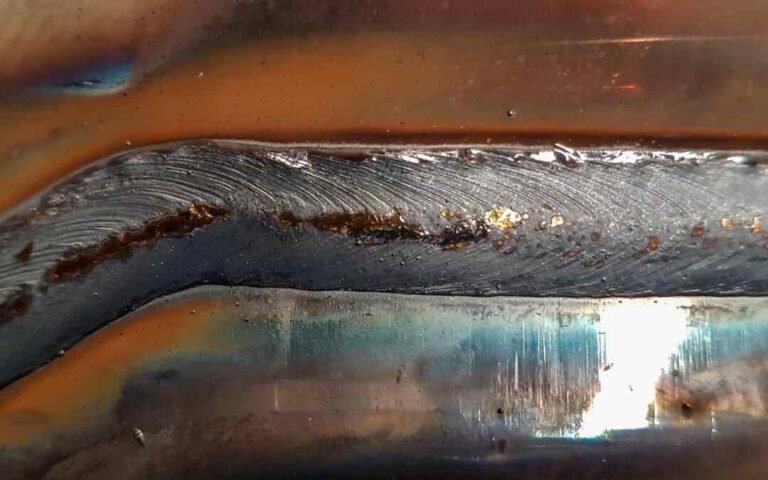
変色は多くの場合、溶接部が必要以上に熱を受けた ことを示す最初の目に見える兆候である。溶接部が黒く変色している場合 は、通常、工程が部品に過剰な熱を与えているか、あ る部分に長時間熱を保持しすぎていることを示してい る。
変色は見た目だけのものではほとんどないため、これは重要なことである。目に見える部品や腐食に敏感な部品では、多くの場合、変色は、より多くのクリーンアップ、より多くの表面回復、そして次のステップのためのより少ないマージンを意味する。
ヒート・コントロールの不備は、サービスのパフォーマンスにどのような影響を及ぼすのか?
熱を加えすぎると溶接部の状態が悪くなり、 溶接後の部品の洗浄や保護が困難になる。溶接部周辺の 表面がひどく着色したり、荒れたり、汚染された ままになると、その部品はステンレス鋼が期 待する性能を発揮しなくなる可能性があ る。
このことが最も重要なのは、その部品が湿潤、 化学薬品、食品関連、あるいは目に見える使用条 件で使用される場合である。このような場合、熱管理が不十分だと、 溶接終了後も問題が発生し続ける。
ステンレス鋼の溶接準備方法
熱制御が工程中に溶接部を保護するのであれば、 準備が工程開始前に溶接部を保護する。ステンレス溶接の良し悪しは、アークが始ま る前の状態に左右されることが多い。
ジョイントの適切なクリーニング方法は?
溶接を開始する前に、溶接部は清潔で、乾燥し ており、オイル、グリース、酸化物、塗料、切断残渣 がない状態でなければならない。通常、接合部を清潔にすることで、より安 定したアークが得られ、ビードもきれいになり、 溶接後の後始末の手間を省くことができる。
複雑な作業は必要ない。目的は単純で、溶接部が最初から表面の汚れと戦わないように、接合部とその周辺の金属をきれいにすることである。
なぜコンタミネーションが問題になるのか?
汚れは、品質の問題として後に表面化すること が多い。汚れ、研削屑、炭素鋼の微粒子、店 舗の屑は、溶接部を傷つけ、汚れのリスクを 高め、溶接後に錆の問題を引き起こす可能性を高 める。
そのため、ステンレ ス加工は、通常の鋼材の下地処理とは可能な 限り切り離して行う必要がある。溶接を始める前に表面が汚染されると、溶接が行われる前に部品の外観が損なわれ、腐食のマージンが失われる可能性がある。
はめあいは溶接の安定性にどう影響するか?
嵌合不良は通常、溶接管理不良につながる。大きな隙間、不揃いなエッジ、不安定なタック状 態は、水溜まりを置きにくくし、部品がきれいに処理で きる以上の熱を接合部に強制することが多い。
良好なフィットアップは、溶接を容易にするだけではありません。ビードをより安定させ、余分な引張りを減らし、最終的な仕上がりを再現しやすくします。
溶接を始める前にチェックすべきことは?
アークを打つ前に、継ぎ目がきれいであること、はめ合 わせが安定していること、部品が支持されていること、セッティン グが材料とロッドのサイズに合っていることをチェックする。これらは簡単なチェックだが、後にテクニックのせいにされる問題の多くを防ぐことができる。
ステンレス鋼の場合、下準備が不十分な箇所は通常、すぐに現れる。最初に数分チェックすることで、後の清掃や修正、手直しにかかる時間を大幅に節約できることが多い。
より良い結果を得るためには?
安定したセットアップは、後に技 術のせいにされる問題の多くを取り除く。以下のポイントでは、ステンレス溶接を最初から予 測しやすくするセットアップの選択を取り上 げている。
極性とアンペア数の選び方は?
電極の推奨極性から開始し、安定したアーク を発生させるのに十分な高いアンペアを設定す るが、水溜りを抑制するのに十分な低いアンペ アに設定する。ステンレスの場合、電流を早めすぎると、 溶接が容易になるどころか、扱いにくくなるのが通 常である。
より安全な方法は、使用可能な範囲の下限付近か ら始めて、アークの挙動、ビード形状、熱の蓄積から調 整することである。パドルの開きが速すぎたり、溶接部が黒くなりすぎ たりする場合、そのセットアップは部品に対して熱す ぎることが多い。
なぜ接地がアークの安定性に影響するのか?
アースの取り方が悪いと、正しいセッティングも間違って感じられることがある。アース経路が弱かったり、汚れていたり、配置が悪かったりすると、アークは安定しなくなり、水たまりのコントロールも安定しなくなる。
不安定なアークの挙動は、ロッドの選択やテクニックのせいにされることが多いからだ。多くの場合、より良い修正はもっと単純で、地面を改良し、矛盾の回避可能な原因を一つ取り除くことである。
サポートはどのように動きをコントロールするのか?
ステンレス鋼は、ひとたび熱を帯び始めると 素早く動くため、サポートは重要である。部品がうまく保持されなけれ ば、パスが終了する前に、溶接によってワーク が位置から外れてしまう可能性がある。
これは、薄 い部品、長い継ぎ目、開いたエッジ、不均一な拘束な どで起こりやすくなる。良好なサポートは、動きを完全に止めるものでは ないが、溶接が進むにつれて部品が漂う傾向を抑 える。
生産前にテスト溶接を行うのはなぜですか?
短時間の試験溶接は、実際の部品が危険にさらさ れる前に、設定、アーク感触、ビード形状がうまく機能して いるかどうかを確認するのに役立つ。これは、工程ウィンドウが狭く、ミスが より早く現れるため、ステンレス鋼では特に 有用である。
同じような厚みで素早くテストすることで、熱の入れすぎ、ビードコントロールの悪さ、設定の不安定さなどを早期に発見することができる。その小さな一歩が、後の大がかりな後片付けや手直しを防ぐことも多い。
溶接制御を改善するには?
セットアップが適切であれば、次の段階は、フル・ パスを通して溶接を安定させることである。以下の項では、安定性を向上させ、回避可能な熱の蓄積を 減らす簡単な管理習慣に焦点を当てる。
短いアークを保つには?
通常、ステンレス・スチールでは、短いアーク の方が制御しやすい。水溜まりを密に保ち、不必要な熱の拡が りを抑え、ビードをきれいに成形しやすくなる。
アークが長すぎると、溶接部は粗く、幅が広く なり、管理が難しくなる。ステンレスの場合、このことは通常、変色 が多くなり、後片付けが多くなり、接合部が悪 影響を受け始める前の余裕が少なくなることを意 味する。
角度とスピードはどのようにビードを形成するのか?
ロッドの角度と移動速度は、ビードの形状と融合に 直接影響する。移動速度が遅すぎ ると、溶接部が積み重なり、接合部に必要以上の熱が加 わる可能性がある。移動速度が速すぎると、ビードの形状が崩れたり、 きれいに接合できなかったりする。
より良いアプローチは、一定の角度で安定した動きをすることで、水たまりをコントロールし続けることである。実際には、完璧に見えるビードを無理に作ろうとするよりも、反復可能な動きの方が重要なことが多い。
なぜショートパスでコントロールが向上するのか?
ショート・パスは、溶接機が対応する前に一箇所に蓄積 される熱量を減らすため、ステンレス・スティールではよ く機能する。接合部を徐々に熱くする代わりに、短時間で 溶接することで、溶接部の管理が容易になる。
これは特に、薄い部分や目に見える面、すぐに形が崩れてしまうつなぎ目などに有効だ。その場では遅く感じるかもしれないが、その後の修正が少なく、よりきれいな仕上がりになることが多い。
ポジションによってアプローチはどう変わるのか?
溶接位置によって、溶接工が水たまりをどの程度管理 できるかが変わる。通常、平らな溶接は管理が容易であるが、 垂直作業や頭上作業では、アーク長、溶接サイズ、およ び移動速度をより厳密に管理する必要がある。
ステンレ ス鋼の場合、大きな水たまりを長時間保持するこ とは難しいため、この差はより重要になる。溶接の位置が硬くなるにつれ、一度に多 くの金属を溶着しようとするよりも、より小さく、 より制御された溶接の方が、通常はうまくいく。
よくある問題とその原因
ステンレス鋼棒溶接の問題のほとんどは、いくつかの共通した原因にたどることができる。以下の点は、目に見える欠陥と、その欠陥を通常発生させる条件とを結びつけるものである。
溶接部が黒ずんだり、荒れたりするのはなぜですか?
溶接部が黒ずんでいたり、荒れていたりする場 合、通常はまず熱制御の問題がある。高アン ペア、長いアーク、遅い移動速度、休憩なしで長すぎる 溶接はすべて、部品がきれいに処理できる以上の熱 を接合部に押し込む可能性がある。
その結果、ビードの見た目が悪くなるだけではな い。溶接部はより多くの後始末が必要になることが多 く、表面は回復しにくくなり、部品は予想以上に仕上 げの質を失う可能性がある。パスが進むにつれて溶接部の色が濃くなる場 合、それは多くの場合、制御が追いつかないほどの速 さで熱が蓄積していることを意味する。
スラグや融合不足はなぜ起こるのか?
スラグの問題は通常、ビード形状の不良、角度のコントロール不良、パス間のクリーニング不良を指している。融着不足は、移動速度が速すぎたり、アンペア数が低すぎたり、ロッドが接合部の両側に入っていない場合に起こりやすい。
このような問題は、溶接部が外から見るとまだ充填さ れているように見えるため、見誤りやすい。より適切なチェックは、ビードが表面上だけで完全 に見えるかどうかではなく、溶接部が接合面で実際 にきれいに接合されているかどうかである。
溶接中に部品が歪むのはなぜですか?
歪みは通常、部品がきれいに保持できる以上の熱を受けていることを意味する。薄い部分、長い継ぎ目、弱いサポート、不均一な拘束は、この問題をより早く出現させる。
部品が動き始めると、溶接の問題は部品品質の問 題となる。平坦度、アライメント、後のはめ合 わせのすべてを制御することは難しくなり、修正 作業には溶接そのものよりも多くの時間がかかるこ とが多い。
なぜ錆やシミが後から現れるのですか?
溶接後の錆びや汚れは通常、汚染、清掃不良、溶接部 分の状態の悪さを示す。炭素鋼の粒子、店の破片、未処理の熱変色な どが一般的な原因である。
この問題は、溶接作業がすでに終わったように見えてから現れることが多いからだ。その時点で、問題はもはや外観だけの問題ではなくなります。腐食マージン、顧客受容性、部品の信頼性に影響する可能性がある。
結論
ステンレス鋼の棒溶接はうまくいくが、工程、 部材、作業条件がすべて揃った場合に、最良の 性能を発揮する。スティック溶接は、特に修理や現場作業で実用的 な方法だが、多くの軟鋼溶接よりもエラーの 余地が少ない。通常、より良い結果は、後で溶接を回復させようと するのではなく、早い段階で適切な判断を下す ことによってもたらされる。
ステンレス鋼部品に棒溶接は正しい選択ですか?私たちのチームは、お客様の図面、材料、板厚、溶接要件を確認し、生産開始前に、より実用的なプロセスを選択するお手伝いをいたします。 図面やプロジェクトの詳細をお送りください。 技術的なフィードバックと迅速な見積もりのために。
よくあるご質問
ステンレスの棒溶接は可能ですか?
ステンレス鋼は、溶加材の選択、セットアップ、 入熱が適切に管理されていれば、棒溶接を成功 させることができる。このプロセスは実用的ですが、炭素鋼を棒溶接するよりも寛容ではありません。
棒溶接は薄いステンレス鋼に適しているか?
通常は最良の選択ではない。薄いステンレ スはすぐに加熱され、動きやすく、バーンスルーや歪み、ビード制御不良が出始める前にほとんどマージンを与えない。
なぜステンレス鋼は溶接中に変色するのか?
変色は通常、溶接部が必要以上の熱を受けた ことを意味する。一般的な理由としては、長いアーク、遅い溶 接速度、高いアンペア数、または一箇所に熱を蓄積 させすぎたことなどが挙げられる。
ステンレス溶接後の錆の原因は?
溶接後の錆は、汚染、後始末の不手際、あるいは 溶接部を損傷した表面状態のままにしておくこと が原因で発生することが多い。炭素鋼の粒子、工場での残留物、未処理の熱変色 が一般的な原因である。

ケビン・リー
レーザー切断、曲げ加工、溶接、表面処理技術を専門とし、板金加工において10年以上の実務経験があります。シェンゲンのテクニカルディレクターとして、複雑な製造上の課題を解決し、各プロジェクトにおける革新と品質の向上に尽力しています。



