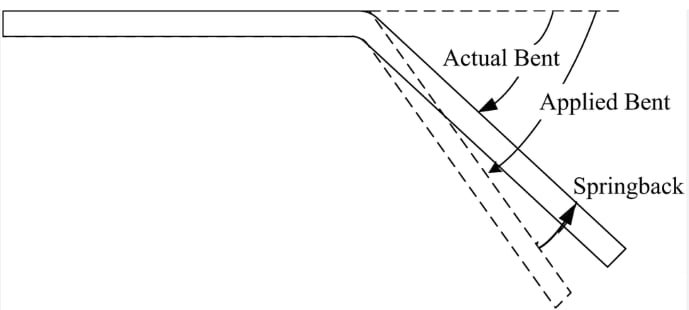
スプリングバックに影響するプロセスパラメータ
曲げ加工は材料だけの問題ではありません。選択する加工設定も、スプリングバックの発生量に影響します。工具や速度を少し変えるだけで、大きな違いが生まれます。
曲げ半径と角度の影響
曲げ半径が大きいとスプリングバックが大きくなる。金属はそれほど塑性変形しないので、より多くの金属が回復しようとします。
曲げ角度をきつくすると塑性変形が大きくなり、スプリングバックの量を減らすことができます。また、曲げ角度が小さいほど、鋭角や深角よりもスプリングバックが大きくなる傾向があります。
パンチの速度と圧力の影響
高いパンチ速度は、特に薄い金属ではスプリングバックを増加させる可能性があります。高速曲げ加工では、材料がその形状に完全に落ち着くことができません。
曲げ加工でより大きな圧力をかけると、スプリングバックを減らすことができます。これは、より大きな力で金属をより深く塑性域に押し込み、跳ね返る弾性エネルギーを少なくするためです。
スプリングバックの低減における温度の考慮
より高い温度で成形することで、スプリングバックを減らすことができる。熱は材料を柔らかくし、降伏強度を下げます。これにより、成形が容易になり、弾性回復が減少します。
温間成形は、チタンや先進鋼のような高強度材料によく用いられる。しかし、それには特別な設備が必要で、工程に余分なステップが加わる。
スプリングバックを最小限に抑えるテクニック
スプリングバックを完全に止めることはできませんが、コントロールすることはできます。いくつかの実用的な方法は、部品を最初から設計に近い形にするのに役立ちます。
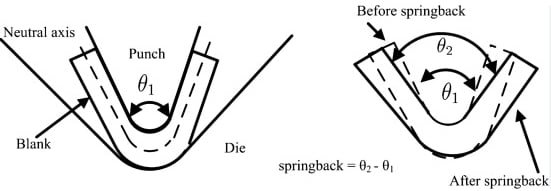
オーバーベンドと補償戦略
オーバーベンディングとは、金属を希望の角度以上に曲げることを意味する。スプリングバックが発生すると、部品は正しい形状に戻ります。これは、スプリングバックに対処する最も一般的で簡単な方法のひとつです。
設計で曲げ代を調整したり、試作品を使って正しいオーバーベンド角度を見つけることもできます。経験と測定のミックスです。
金型の使用と工具の調整
曲げ方法が異なれば、結果も異なる。ボトム加工とコイニング加工は、より大きな力を使い、部品を金型に強く押し付けます。これにより、エア曲げに比べてスプリングバックが減少します。
ダイの開口幅とパンチの半径を調整することも効果的です。タイトなダイとシャープなパンチは、弾性回復の余地を減らします。工具のアライメントと摩耗も重要で、破損した工具はスプリングバックを悪化させます。
熱処理 とストレス解消法
一部の金属は応力除去によく反応する。成形後、部品を加熱することで内部応力を緩和し、形状を安定させることができます。これはステンレスやチタンの部品によく見られる。
精密な用途では、成形前に金属をアニールすることで、スプリングバックを下げることができます。しかし、このステップには余分な時間とコストがかかるため、主に厳しい公差が重要な場合に使用される。
結論
スプリングバックは、シートメタルの成形工程では当然のことです。材料の強度、曲げ半径、金型、成形方法など、すべての要素が関与しています。スプリングバックの仕組みを理解し、適切な工具、角度、技術を利用することで、その影響を最小限に抑えることができます。
公差の厳しいシートメタル部品やカスタムプロトタイプのサポートをお探しですか? お問い合わせ お客様のプロジェクトについてご相談いただき、当社の経験豊富なエンジニアリング・チームによる専門的なサポートをご利用ください。