一般的なシートメタル製品の用途
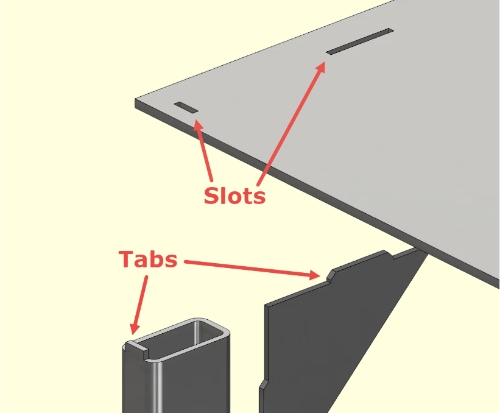
タブとスロットは、多くの製品タイプや構造において組立性を向上させます。以下のセクションでは、タブとスロットが最も大きなメリットをもたらす箇所を概説します。
エンクロージャと電気キャビネット
エンクロージャ 正確な位置合わせが必要な複数のパネルを使用します。タブとスロットは、溶接や固定をする前に、各壁がまっすぐになるようサポートします。これにより、ドアの位置が揃い、ハードウェアが中央に配置され、開口部が正方形に保たれます。これらの利点により、タブとスロットは制御ボックス、電気通信キャビネット、シャーシで非常に役立ちます。
ブラケット、フレーム、構造サポート
フレームと支持構造 は安定したジオメトリーを必要とする。タブは、溶接中にパネルがねじれないようにし、フレームの形状を保持するのに役立ちます。その結果、より丈夫で安定した部品ができる。
大量生産アセンブリ
大量生産は再現性を重視します。タブとスロットは、新しいオペレーターがラインに加わっても、部品を所定の位置に誘導します。これにより、トレーニング時間が短縮され、安定したサイクルタイムが維持されます。エラー率の低下と予測可能な組み立ては、大規模生産において真のコストメリットをもたらします。
タブとスロットの制限と使用しない場合
プロジェクトによっては、タブの許容範囲よりも厳しい公差や、よりきれいな表面を必要とするものもある。この後のポイントは、他の接合方法がより効果的な場合の判断に役立ちます。
高い外観の表面
製品によっては完璧な外面が要求されます。目に見えるタブは、サンディングやコーティングの後でも小さな跡が残ることがあります。このような部品の場合、エンジニアはしばしばタブを隠れた部分に移動させたり、内部の位置合わせリブを使用したりします。
超精密公差アセンブリ
アセンブリによっては、正確なフィットが必要です。公差が ±0.1 mmレーザーカットでは不十分な場合があります。このような場合は、機械加工された位置決めピンや精密固定具の方が適しているかもしれません。
頻繁なメンテナンスまたは分解が必要な部品
修理のために開閉しなければならないアセンブリもある。溶接されたタブやぴったりとはまったタブは、分解に時間がかかり困難である。頻繁にアクセスする必要があるシステムでは、通常、代わりにネジ、PEMファスナー、またはモジュラー・ブラケットを使用します。
タブとスロットの使い分け
スロットとタブは多くのアセンブリに適していますが、すべてのプロジェクトに最適な選択とは限りません。エンジニアは、部品がどのように構成されるか、表面はどのように見えるべきか、設計で許容される公差はどの程度かを確認する必要があります。これらのポイントは、エンジニアが早い段階で十分な情報を得た上で決定を下し、後の再設計を避けるのに役立ちます。
複数のパネル、溶接構造、中程度の生産量のプロジェクトでは、タブ・アンド・スロット設計が最も有効です。厳しい外観上のニーズや極めて厳しい公差を持つ部品には、別の接合方法が必要になる場合があります。
スロットとタブがプロジェクトに合うかどうかの判断
構造化されたアプローチは、選択を明確にし、設計リスクを軽減します。以下のステップでは、フィット感、素材、量、仕上げの必要性を評価する方法を説明します。
ステップ1:組み立て方法の定義
エンジニアはまず、部品が溶接されるのか、リベット止めされるのか、あるいは締結されるのかを確認する必要がある。溶接された組立部品は、タブが熱の動きに抵抗するのに役立つため、タブから最も多くの利益を得ることができる。リベット留めやボルト留めの組立部品は、強度よりもアライメントタブを主に使用します。
ステップ2:表面と外観の要件を評価する
エンジニアは、部品に目に見える表面が含まれているかどうかを確認する必要があります。タブは、溶接や仕上げの後に小さな跡が残ることがあります。プロジェクトできれいな表面が必要な場合、エンジニアはタブを隠れたフランジや内部領域に移動させることができます。
ステップ3:コーティングと公差の積み重ねを考慮する
コーティングは厚みを増し、タブとスロットのフィット感を変えることができる。パウダーコーティングとアルマイト処理は、どちらも寸法を大きくします。エンジニアは、スロットの幅を調整するか、マスキングを計画するか、干渉を避けるためにコーティング前に部品を組み立てる必要があります。
ステップ4:生産量とコスト構造の評価
組み込みの位置決め機能は、治具の必要性を減らすため、少量および中量のプロジェクトにメリットがあります。タブは、新しいオペレーターが部品をより速く組み立てるのに役立つため、大量生産プログラムにも価値があります。タブは、安定したサイクルタイムを維持し、エラー率を低減するのに役立ちます。
ステップ5:切断と熱による材料の挙動を確認する
使用する金属の種類は、タブやスロットの挙動に影響する。ステンレス鋼は曲げた後にずれることがある。アルミニウムは、レーザーの切り口が広いことが多いため、より多くのクリアランスが必要になる場合があります。エンジニアは、特定の材料と成形工程に合ったクリアランス値を選択する必要があります。
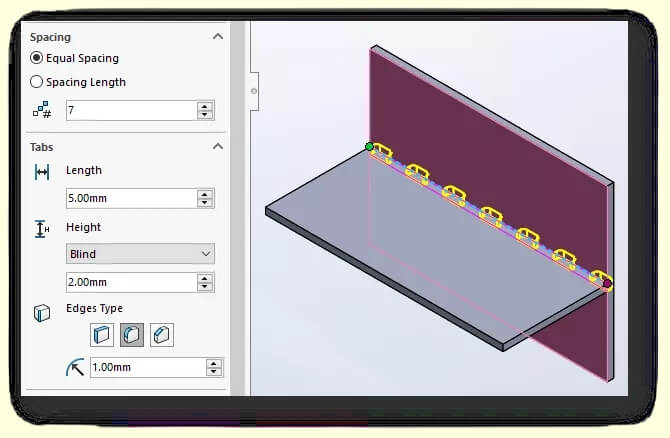
ステップ6:プロトタイプの作成、フィットのテスト、寸法の最終決定
小さな試作品は、タブ長、スロット幅、溶接の挙動を確認するのに役立ちます。試運転を行うことで、早期に修正しやすい些細な問題が発見されることがよくあります。ほとんどの調整は、スロットの幅、タブの長さ、または溶接の配置に関係します。このような小さな変更によって、組立作業性が大幅に改善されます。
結論
スロットとタブは、部品を整列させ、精度を高め、治具の必要性を最小化するための簡単な方法をエンジニアに提供します。エンジニアが正しいクリアランスを選択し、タブを正確に配置し、コーティングと材料を考慮すれば、これらの機能は幅広い製品タイプで実用的です。より迅速な製造、より少ないエラー、より一貫した結果をサポートします。
デザインが本番に間に合うかどうかを確認したい場合や、タブとスロットのレイアウトの微調整にお困りの場合、 当社のエンジニアリングチームと図面を共有することができます。.詳細を確認し、潜在的なリスクを特定し、組立工程をよりスムーズで一貫性のあるものにするための改善を提案することができます。