穴、曲げ、エンボスが近すぎると、成形品質は急速に低下する。金属が均等に伸びることができず、ひび割れ、しわ、形状のゆがみにつながる。これらの問題は、スクラップを増やし、工具の磨耗を早め、生産を遅らせる。ほとんどの場合、原因は設計段階でのスペーシング不良です。
信頼できる成形は、適切な間隔から始まります。フィーチャー間に十分な間隔を保つことで、金属が自由に流れます。ストレスが軽減され、部品形状を一定に保つことができます。また、適切な間隔を保つことは、金型を保護し、再現性を向上させ、製造コストを削減します。
正しい間隔で設計することが、スムーズなプロセスと危険なプロセスの違いを生みます。近接がどのように機能するのか、そしてなぜそれがすべての板金設計において重要なのかを見てみましょう。

板金設計におけるフィーチャー近接の基礎
フィーチャー・プロキシミティとは、シートメタル部品の穴、曲げ、エンボス、切り抜きなどのフィーチャー間の距離を意味します。この距離は、成形中の材料の挙動に直接影響します。フィーチャーが近すぎると、応力が蓄積され、亀裂や不均一な伸びにつながります。
定義と機能
特徴的な近接性は機械的安定性を制御します。適切な間隔が部品の強度を保ち、歪みを減らします。例えば、2つの穴が ベンドこのため、穴の周囲が破れたり伸びたりすることがある。そのため、穴の周囲に破れや伸びが生じます。正しい間隔があれば、各成形工程は干渉することなく行われます。
材料特性の影響
材料特性は、フィーチャの間隔を決定します。
- 延性: アルミニウムのような柔らかい金属は、より伸びることができるため、タイトなレイアウトが可能です。ステンレス鋼はより硬く、延性が低いため、より大きな間隔が必要となります。
- 木目の方向: 金属の結晶粒の方向は伸び方に影響する。木目に沿ってフィーチャーを配置すると、より早くクラックが入る可能性がある。結晶粒を横切るように配置すると、応力がより均等に広がります。
- 厚さ: 厚いシートは曲げや伸びに強い。応力の集中を避けるため、間隔を広くとる必要がある。
| 素材 | 延性 | 推奨される穴と曲げの間隔 | 備考 |
|---|---|---|---|
| アルミニウム(5052/6061) | 高い | 1.5t - 2t | タイトなレイアウトが可能 |
| マイルド・スチール(SPCC) | ミディアム | 1.5t - 2.5t | 一般的な用途に使用可能 |
| ステンレス鋼(304/316) | 低い | 2t - 3t | より広い間隔と半径が必要 |
一般的なフィーチャー・タイプとその相互作用
近接の意味を理解したら、次のステップは、異なるフィーチャーが形成中にどのように相互作用するかを理解することです。フィーチャの種類によって応力の扱い方が異なるため、スペーシングルールも形状によって変化します。
ベンド付近の穴
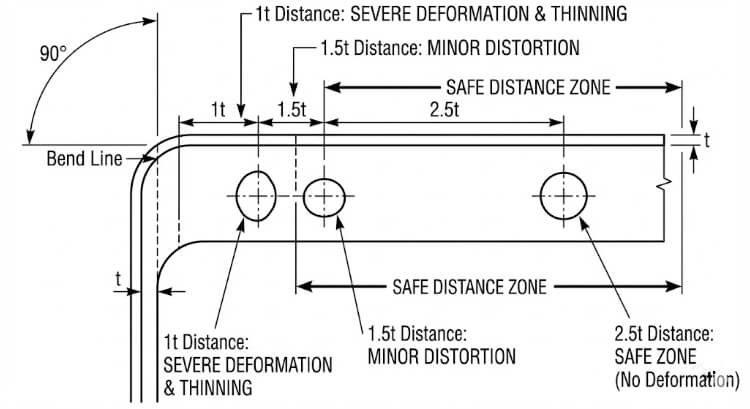
折り曲げ部分に穴があると、変形することが多い。シートが曲がると、曲げ線の周辺が伸び、穴の近くの材料が引っ張られる。これにより、亀裂が入ったり、穴の形状が変わったりすることがある。
これを防ぐには、穴を曲げ線から少なくとも1.5t~2.5t離すこと。ステンレス鋼や高強度材 料の場合は、これを3tに増やす。SAE J2550のガイドラインは、これらの値を支持し、90°曲げ時に穴の形状を維持するのに役立つことを示している。
エッジ付近のエンボスとルーバー
エンボスと ルーバー シートは強くなるが、メタルフローは制限される。エッジに近すぎると応力が蓄積され、エッジの割れや反りにつながる。
最も近い端から少なくとも3tの間隔を空けてください。深いエンボスやルーバーの場合は、4tまで延長する。この間隔を保つことで、成形後のエッジが平らになり、歪みがなくなります。
成形タブとカットアウト
タブや切り抜きによって、曲げ加工中の材料の動きが変わります。タブと切り込みが近すぎると、シートは不均一に伸びます。その結果、曲げ品質が低下し、角度が一定しなくなります。
タブの間隔は少なくとも1t、穴や曲げ部からは1.5t離す。こうすることで、製造時や組立時にバランスの取れた応力とスムーズな成形が可能になります。
設計ジオメトリの制約とその効果
フィーチャーの形状は、成形中に金属中を応力がどのように移動するかに影響します。適切な間隔ルールに従うことで、設計者は成形挙動をより正確に予測することができます。
最短距離のガイドライン
業界標準では、間隔をシートの厚さ(t)の倍数で表すことが多い。下の表は、一般的な推奨事項を示しています:
| プロセスタイプ | 特徴的な関係 | 推奨距離 | コメント |
|---|---|---|---|
| 曲げ | 穴からベンドライン | 1.5t - 2.5t | 共通の設計ルール |
| エッジ・カッティング | 穴からエッジまで | ≥ 1.0t | エッジの破れを防ぐ |
| エンボス/ルーバー~エッジ | 3t - 4t | 平坦性を維持 | |
| ディープ・ドローイング | 特集から特集へ | ≥ 5t | 薄毛の問題を回避 |
| コイニング | 特集から特集へ | ≥ 2t | 工具のストレスを軽減 |
これらは出発点です。正確な間隔は、材料の強度、曲げ角度、工具の精度などの要因によって異なります。
曲げ半径とフィーチャーの相互作用
内部 曲げ半径 また、フィーチャーをどれだけ近づけるかも影響する。半径が小さければ小さいほど、曲げ部の応力は大きくなる。穴が近すぎると、割れたり歪んだりします。
穴は曲げ半径の1.5倍以上離す。ステンレス鋼のような硬い材質の場合は、半径を2倍にする。半径を大きくすると、ひずみが均等に分散され、部品の一貫性が向上します。
間隔と半径のバランスが取れていれば、素材はスムーズに曲がり、曲げ応えを減らすことができる。 スプリングバック反り、手直し。
工具とプロセスに関する考察
ダイ、パンチ、プレス工具の相互作用は、フィーチャーをどれだけ近づけることができるかを直接制限します。工具のアクセスが悪かったり、干渉があったりすると、どんなにうまく設計された部品でも損傷する可能性があります。
ダイクリアランスとツールアクセス
すべてのパンチとダイは、安全に動作するために十分なスペースが必要です。穴、タブ、エンボスが近すぎると、ツール・パスが重なることがあります。これは、傷やバリ、ツールの破損の原因となります。
これらの問題を防ぐために:
- 同じツールパスを共有するフィーチャー間は、少なくとも1tのクリアランスを保ってください。
- 複合型または順送型の場合は、ストローク間の重なりを避けるため、ギャップを2t~3tに増やします。
- 深い形状や多段階の形状の場合は、工具鋼を切削する前にツーリング・シミュレーションを実行してください。
ダイアクセスは、プレスブレーキや順送型作業において非常に重要です。プレスブレーキでは、間隔が狭いと、パンチノーズが成形された領域の間に適切に収まらないことがあります。順送型では、レイアウトがコンパクトすぎると、異なるパンチが重複する領域を打つことがあります。3D CADによる検証は、このような問題を早期に発見し、コストのかかる金型の再加工を防ぐのに役立ちます。
成形順序とスプリングバック
成形ステップの実行順序は、最終的な精度に影響する。フィーチャーが近接している場合、一方を曲げると他方が歪むことがある。例えば、ルーバーの近くにフランジを成形すると、ルーバーの高さが平らになったり、ずれたりすることがある。
論理的な形成順序に従う:
- 最初に深い形やエンボスを作る。
- 次にベンドを行う。
- トリミングとピアスで仕上げる。
この順序により、フィーチャー間の応力伝達が減少する。
スプリングバックも注意すべき要素だ。曲げた後、シートは平らな状態に向かってスプリングバックする傾向があります。形状が近ければ近いほど、スプリングバックの影響は大きくなる。
スプリングバックをコントロールする方法には、以下のようなものがある:
- 曲げ半径を大きくする。
- ジオメトリーを安定させるために、レストライクまたはコイニングのステップを加える。
- エリア間の相互作用を減らすために、フィーチャーの間隔を調整する。
シミュレーションを使用してスプリングバックを予測・補正することで、製造部品の安定した角度ときれいな形状を維持することができます。
シミュレーションと検証方法
大量生産の前に、シミュレーションとテストで、スペーシング・ルールが安全かどうかを確認する。これらの検証ステップは、設計理論と実際の成形動作を結びつけるものです。
近接試験における有限要素解析(FEA)
FEAによって、エンジニアは成形中に応力とひずみがどのように金属中を移動するかを見ることができます。形状が近すぎると、高応力ゾーンが形成され、通常、後に亀裂やしわが形成されるのと同じ場所に形成されます。
AutoForm、ABAQUS、ANSYSなどのソフトウェアは、これらの影響を正確にモデル化することができます。これらのソフトウェアは、間隔、曲げ半径、材料の種類の変更が、減肉やスプリングバックにどのように影響するかを示します。
FEAの主な結果は以下の通り:
- 厚さ分布図: 材料が薄くなりすぎる可能性がある場所を示す。
- 成形限界線図(FLD) は引裂きが発生するひずみレベルを示す。
- 応力コンター図: 穴やエンボスの近くにあるストレスの高い部分を強調する。

プロトタイプのテストと調整
詳細なシミュレーションを行ったとしても、実際の成形試験は必要です。プロトタイプは、摩擦、工具の摩耗、潤滑を含む実際のプレス条件下で、実際の材料がどのような挙動を示すかを明らかにします。
テスト中、エンジニアはチェックする:
- 穴の形状と位置の精度。
- 曲げ角度と半径の整合性。
- 形成された特徴の近傍で、表面が薄くなったり、しわが寄ったりすること。
問題があれば、間隔や半径を調整する。典型的なプロセスでは、FEAの結果と物理的な試用データを組み合わせます。両者の整合性がとれれば、レイアウトは本生産に入ります。
デザイン最適化戦略
安全な間隔を確認したら、次は性能と外観の両方を考慮してレイアウトを最適化する。
美観と製造性のバランス
デザイナーは、コンパクトなレイアウトや視覚的に整列したレイアウトのために、間隔を狭めることがある。見た目はすっきりしますが、歪みやひび割れといった成形上の問題を引き起こす可能性があります。
最善のアプローチは選択的な調整だ。重要なゾーンの間隔を0.5tでも広げることで、全体の外観を変えずに問題を防ぐことができる。金型エンジニアを早期に関与させることで、生産開始前にこれらのバランスポイントを見つけることができます。
設計と製造の緊密なチームワークにより、美観と効率の両方が維持される。
標準化と知識ライブラリー
内部近接ルールライブラリを作成することで、一貫性が向上します。これらのデータベースには、各素材とプロセスについて実証された比率が、生産経験からのメモとともに記録されています。
| 素材 | ホールベンド | エンボスエッジ | タブタブ | ソース |
|---|---|---|---|---|
| アルミニウム5052 | 1.5トン~2トン | 3t | 1t | 内部テストデータ |
| マイルド・スチール SPCC | 2t | 3.5t | 1.5t | プロダクション・フィードバック |
| ステンレス304 | 2.5トン~3トン | 4t | 1.5t | ツール検証 |
このような参照は、設計時間を短縮し、繰り返しのミスを防ぎ、プロジェクト全体で一貫した成形品質を維持するのに役立ちます。このような知識ベースの共有は、より良い設計、金型コストの削減、スムーズな生産につながります。
よくあるデザインの失敗とその避け方
熟練した設計者であっても、スペーシング・ルールを見落とすことがある。このようなミスは、図面上では些細なことに見えても、後に成形不良を引き起こすことがよくあります。早期に発見することで、無駄や金型の摩耗、生産の遅れを防ぐことができます。
粒の方向と材料の流れを無視する
よくある間違いは、材料の結晶粒の方向を忘れてしまうことです。圧延中、金属の結晶粒は一方向に揃いますが、これは板がどのように伸びたり曲がったりするかに影響します。
木目に沿って穴や溝、エンボス加工を施すと、曲げ加工や絞り加工の際に亀裂が入ることが多い。金属は木目に沿っては伸びやすいが、木目に沿っては伸びにくいため、弱い部分ができる。この問題は、延性の低いステンレス鋼や高強度合金で顕著になる。
ベストプラクティス:
- 可能な限り、木目方向に対して垂直に穴や溝をあける。
- ルーバーやドローン・カップなどの深いフィーチャーは、木目を横切るように回転させる。
- 成形限界の厳しい部品については、レイアウ ト計画を立てる前に、結晶粒の方向性を示す製粉証明 書を要求する。
結晶粒の方向を制御することで、シートが均一に伸びるようになり、精度、表面仕上げ、耐疲労性が向上する。
過密なレイアウト
もうひとつの間違いは、材料を節約したりデザインをコンパクトにしたりするために、小さなスペースに多くの機能を詰め込みすぎることです。詰め込みすぎると、成形時のメタルフローが制限され、反りや破れ、歪みのリスクが高まります。
例えば、ブラケット部品では、曲げに近すぎる位置にある穴は、フランジが形成される際に伸びる可能性がある。ルーバーをきつく配置しすぎると、プレス時に重なり合い、表面に跡が残ったり、金型が破損したりすることがあります。
予防戦略:
- シートの厚さ(t)と成形タイプに基づいた間隔比率を適用する。
- FEAシミュレーションやサンプルトライアルを使用して、複雑なレイアウトをテストします。
- 設計をリリースする前に、金型エンジニアとの製造性レビューを含める。
混み合ったレイアウトは、CAD上では効率的に見えるかもしれないが、多くの場合、手直しや検査時間、スクラップを増加させる。バランスの取れた設計は、より良い品質と安定した成形性能を生み出します。
結論
適切な間隔ルールに従うことは、板金成形を安定させる最も効果的な方法のひとつです。適切なスペーシングは、材料のスムーズな流れを可能にし、亀裂を防ぎ、寸法精度を維持します。また、工具を保護し、スクラップ、段取り時間、生産中断を減らします。
シミュレーションとプロトタイプテストによる早期の検証は、設計が実際の条件下でうまく機能することを保証します。設計、金型、製造の各チームが協力し合うことで、スペーシングのリスクを早期に発見し、サプライズの少ない一貫した成形結果を得ることができます。
板金設計を強化する準備はできていますか?
当社のエンジニアリングチームは、製造可能なレイアウトを検討するお手伝いをいたします。 図面または3Dモデルを送る金型製作を開始する前に、スペーシングの制限をチェックし、成形ステップをシミュレートし、改善点を提案します。
よくあるご質問
穴がベンドラインに近すぎるとどうなりますか?
曲げ部周辺の材料が不均一に変形するため、成形中に穴が伸びたり、歪んだり、割れたりすることがある。1.5t~2.5tのクリアランスを確保することで、形状や強度を保つことができます。
新素材の安全なスペーシングを見つけるには?
シートの厚みと引張強さに基づいた標準的な比率から始め、シミュレーションと試作品による試験で結果を確認する。
レーザーカットと打ち抜きでは、スペーシングのルールは変わるのですか?
はい。打ち抜き部品は、衝撃力に耐え、バリや歪みを防ぐために、より大きな間隔が必要です。レーザーカット部品は、機械的ストレスがないため、より狭い間隔を使用することができます。

ケビン・リー
レーザー切断、曲げ加工、溶接、表面処理技術を専門とし、板金加工において10年以上の実務経験があります。シェンゲンのテクニカルディレクターとして、複雑な製造上の課題を解決し、各プロジェクトにおける革新と品質の向上に尽力しています。



