塩水噴霧試験手順
この検査は、正確で再現性のあるプロセスに従って行われる。結果が信頼でき、異なるバッチや検査室間で容易に比較できるよう、すべての工程が注意深く管理されている。
ステップ・バイ・ステップのテスト・プロセス
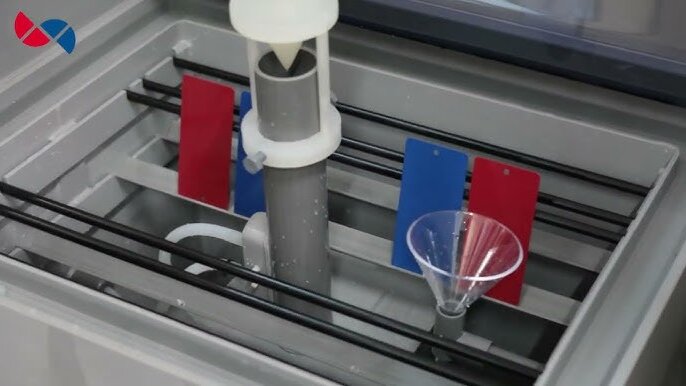
まず、オペレーターがサンプルを準備し、チャンバー内に置く。塩ミストが均等に沈殿するように、各パーツはわずかな角度(通常15~30度程度)で固定される。
次に、塩溶液が混合され、リザーバーに入れられる。チャンバーが設定温度まで加熱され、ノズルから細かい霧が噴射される。
テストは設定された時間、連続的に実行される。この間、洗浄や乾燥は許されない。最終的にサンプルを取り出し、きれいな水ですすぎ、検査する。
一般的な試験時間
試験時間は、コーティング、材料、準拠する規格によって異なる。
- NSSテスト:24~1,000時間
- AASSおよびCASS:16~240時間
時間が長ければ性能が良いとは限らない。各規格は、目に見える錆や塗膜の破壊に基づく合否のしきい値を提示していることが多い。
試験中のモニタリング
試験中、オペレーターは数時間ごとにチャンバーの状態をチェックする。温度、スプレー圧力、pHレベル、塩溶液の量をモニターする。
チャンバーは安定していなければならない。温度やスプレーパターンが変化した場合、試験を再開する必要がある。チャンバーはまた、詰まりや漏れがないか点検し、不均一な暴露を避ける。
結果の評価と解釈
試験終了後、各サンプルは腐食の兆候がないか検査されます。この結果は、コーティングや仕上げが期待通りに機能しているかどうかを判断するのに役立ちます。
目視検査の基準
ほとんどの評価は目視で行われる。検査員は錆、水泡、剥離、変色などの変化を見る。基準によっては拡大鏡の使用が必要な場合もあるが、ほとんどは通常の照明条件下での簡単な目視チェックに頼っている。
腐食の場所、大きさ、量はすべて記録される。欠陥があれば、標準または顧客指定の限界と比較される。
さび、ふくれ、腐食パターン
赤さびは、鉄鋼部品の故障の一般的な兆候である。白錆は亜鉛めっきに発生することがある。水ぶくれは、コーティングが母材から剥がれていることを示しています。
表面全体に均一な錆が発生している場合は、コーティングが薄いか摩耗している可能性があります。エッジや傷の近くに錆がある場合は、保護が弱い可能性があります。
各パターンは、コーティングの品質と経年劣化の可能性を示す手がかりとなる。
合否判定方法
規格によって合否の定義はさまざまだ。240時間後に赤錆が発生していない」というように、時間ベースの基準を用いるものもある。また、欠陥の大きさや場所を見るものもある。
判定は試験方法とプロジェクト要件に従わなければならない。ある業界では合格でも、別の業界では不合格になることもあります。だからこそ、試験を部品の実際の用途に合わせることが重要なのです。
写真撮影と記録
検査前、検査中、検査後に写真を撮ることがよくあります。これにより、部品の状態や欠陥が明確に記録される。
報告書には通常、試験時間、チャンバー設定、サンプルID、観察結果が含まれます。明確な記録は、問題追跡、設計改善、顧客要求事項への適合を容易にします。
検査精度に影響を与える要因
塩水噴霧試験は厳格な条件の下で実施しなければならない。小さな変化でも結果に大きな影響を与え、不正確な結果をもたらす可能性があります。信頼性と再現性のあるデータを確保するためには、これらの要因をコントロールする必要があります。
塩溶液のpH値
塩溶液のpHは特定の範囲内に保たれなければならない。中性塩水噴霧(NSS)の場合、その範囲は6.5から7.2である。
pHが低すぎると、テストは酸性に傾く。これは腐食を促進し、早期故障につながる可能性がある。pHが高すぎると、腐食が促進され、弱い塗膜を発見できない可能性がある。
試験温度と湿度
NSSの標準的なチャンバー温度は35℃前後です。この温かい環境は腐食反応を促進します。
湿度も一役買っている。チャンバー内は100%に近いはずです。温度や湿度が下がると検査の精度が落ちます。錆の発生が遅くなったり、まったく発生しなくなったりします。
塩溶液の濃度
塩の濃度は通常、重量比で5%である。溶液の濃度が強すぎると、パーツを攻撃するスピードが速すぎる可能性があります。弱すぎると現実的な結果が得られません。
汚染を防ぐため、溶液は脱イオン水を使って混合しなければならない。使用前によく撹拌し、ろ過する。
塩水噴霧堆積量
ミストはすべてのサンプルに均等に降りかからなければならない。ほとんどの標準では、1時間当たり80 cm²当たり1.0~2.0 mLの塩水噴霧を採取する必要があります。
スプレーの量が多すぎると、表面が水浸しになり、結果がゆがむ。スプレーが少なすぎると腐食が遅れる。チャンバー内のコレクターが定期的に量をチェックする。
スプレー方式
ノズルの設定は、塩霧の拡散方法に影響します。細かく均一な霧を発生させる必要があります。スプレーが粗すぎたり指向性が強すぎたりすると、カバー範囲にムラが生じます。
スプレー圧力とノズルの状態は、頻繁にチェックする必要があります。ノズルが摩耗していたり、詰まっていたりすると、精度が低下し、結果が信頼できなくなります。
結論
塩水噴霧試験は、金属を腐食から保護するコーティングや表面処理の有効性を評価するための、迅速で信頼性の高い方法です。塩水噴霧試験は、塩分を含む過酷な環境をシミュレートするために制御されたチャンバーを使用します。この試験は、弱点を特定し、コーティングを比較し、部品が耐久性基準を満たしていることを確認するのに役立ちます。
次のプロジェクトに耐食性部品が必要ですか? 今すぐ私たちのチームにご連絡ください.お客様の品質目標を達成するために、理想的な表面仕上げを選択し、必要なテストを実施するお手伝いをいたします。