厚みが性能に与える影響
粉体塗装の厚みは部品の性能に直接影響します。厚さを間違えると、保護性能が低下したり、ひび割れが生じたり、仕上がりが粗くなったりします。
耐食性と保護
適切な厚みは表面を密閉し、湿気や塩分、化学物質をシャットアウトします。コーティングが薄すぎると、水や空気が金属に到達し、腐食が始まります。
沿岸部や工業地帯のような過酷な環境では、コーティングを厚くした方が長期的な保護効果が高くなります。しかし、厚さだけでは十分ではありません。コーティングはまた、よく硬化し、表面にしっかりと接着しなければなりません。
柔軟性と接着性への影響
コーティングが厚すぎると、もろくなります。こうなると、部品が破損したときにひびが入ったり欠けたりしやすくなる。 屈曲 またはフレックス。
コーティングが薄いと柔軟性は増しますが、十分なカバー力が得られない場合があります。理想的な厚みは、コーティングを壊すことなく、部品がわずかにたわむことを可能にします。また、硬化中のパウダーの付着も良くなります。
外観と仕上げ品質への影響
厚みが均一でなかったり不正確であったりすると、完成品の外観が損なわれることがあります。薄い斑点はくすんで見えたり、色あせて見えたりする。厚いスポットは、オレンジピールやドリップのような質感の問題につながる可能性があります。
適切な膜厚にすることで、滑らかで均一な光沢のある仕上がりになります。また、色がより濃く見え、パーツ全体に一貫性が生まれます。
最終的なコーティングの厚さに影響する要因
粉体塗装の厚さには、使用する方法、粉体そのもの、表面の処理方法など、いくつかの要因が影響する。
申込方法
静電スプレーが最も一般的な方法である。スプレーガンで粉末を帯電させ、接地した金属部分に付着させる。スプレーされる粉末の量と武器からの距離が最終的な厚さに影響する。
流動床コーティング は、加熱された部品を、浮遊する粉末粒子の入った容器に浸す。パウダーは溶けて表面に付着する。この方法は通常、より厚いコーティングを作り出し、重荷重部品に効果的である。
それぞれの方法によって、標準的な厚さの範囲は異なる。スプレーコーティングは通常1.5~5.0ミル、流動床コーティングは10ミル以上になる。
粉末の種類と粒子径
すべてのパウダーが同じ挙動をするわけではありません。流れが良いもの、溶けるのが早いもの、堆積が早いものなどがある。樹脂の種類(エポキシやポリエステルなど)は、問題が発生するまでのコーティングの厚さに影響します。
粒子の大きさも重要だ。粒子が大きいと、コーティングが厚くなる傾向があります。細かいパウダーは、より滑らかな仕上がりになることが多いのですが、薄い斑点を避けるために、よりコントロールする必要があります。
基材の材質と表面状態
パーツの表面によって、パウダーの付き方が変わる。滑らかな金属や光沢のある金属は、粉を保持できず、薄い斑点ができることがある。表面がざらざらしていたり、テクスチャーがあったりすると、より多くのパウダーを閉じ込めることができ、コーティングを厚くすることができる。
表面処理的 サンドブラスト または化学的な前処理を使用することで、接着を向上させることができます。きれいで均一な表面は、部品全体の厚みを一定にするのにも役立ちます。
オペレーターのテクニックと機器の設定
粉の噴霧方法は重要な役割を果たします。ガンの速度、部品からの距離、スプレーの角度など、すべてが粉の堆積量に影響します。
電圧、空気圧、パウダー流量などの装置設定は、パーツの形状やサイズに基づいて調整する必要があります。熟練したオペレーターであっても、装置の設定が適切でなければ、不均一なコーティングを施してしまうことがある。
パウダーコートの厚さの測定
コーティングの厚みを測定することで、問題を早期に発見することができます。最終的な仕上がりが見た目と性能の両方の基準を満たしていることを保証します。硬化前と硬化後の厚みをチェックする方法はさまざまです。
硬化前の測定方法(DFT予測)
硬化の前に、パウダーの蓄積をチェックすることで、最終的な乾燥膜厚(DFT)を見積もることができます。これは通常
- 櫛型ゲージ:簡単な道具をパウダーに押し付け、どれだけ蓄積されたかを確認する。
- レーザーまたは超音波センサー:より高度なセットアップのための非接触方式。
これらの方法はあくまで推定に過ぎない。パウダーは硬化中に溶けたり流れたりするため、最終的な厚みが変わる可能性がある。それでも、早めのチェックはコーティングの過不足を防ぐのに役立ちます。
ポストキュア厚み測定ツール
硬化後、コーティングは固化する。ほとんどの検査はこの時に行われる。道具は以下の通り:
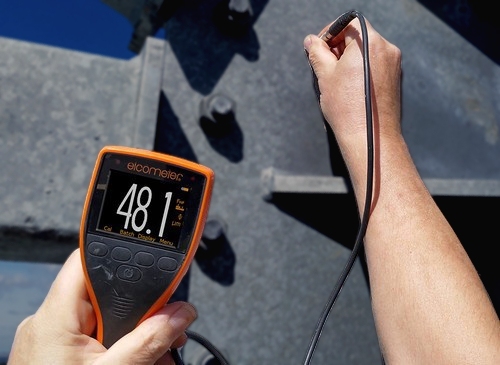
- 磁気ゲージ は鋼鉄や鉄のコーティングに使用される。表面とその下の金属との距離を測定する。
- 渦電流計:アルミニウムのような非磁性金属に最適。電気抵抗を測定することで、コーティングの厚さを検出する。
どちらのツールも高速で使いやすく、非破壊検査が可能です。ほとんどのデジタル式は、厚さをミルまたはミクロン単位ですぐに表示する。
正確な測定における共通の課題
正確な測定は必ずしも容易ではありません。よくある問題には以下のようなものがある:
- 粗い路面や凹凸のある路面:誤った測定値につながる可能性がある。
- エッジエフェクト:厚みは、エッジやコーナーで薄くなる傾向がある。
- オペレーターエラー:ゲージを間違った角度で持ったり、ゼロ点調整を正しく行わなかったりすると、結果がゆがむことがあります。
- 温度:試験前に適切に冷却しないと、高温の表面が測定値に影響を及ぼす可能性がある。
最良の結果を得るには、金属の種類に適した工具を使用し、校正手順に従って、部品の数カ所でテストを行うこと。