精密部品の製造には常に課題がつきまといます。エンジニアや設計者は、コストを管理しながら厳しい公差を達成するための支援を必要とすることがよくあります。ペリフェラルミーリングは、高精度と効率的な材料除去を組み合わせたソリューションを提供しますが、多くの専門家は、他の加工方法と比較して、この技術を使用するタイミングを決定する必要があります。
以下のセクションでは、基本的なコンセプトから高度な最適化戦略まで、技術者が周辺フライス加工について知っておくべきことをすべてまとめています。数十年にわたる加工経験から得られた実際の応用例や実用的なヒントを検証します。
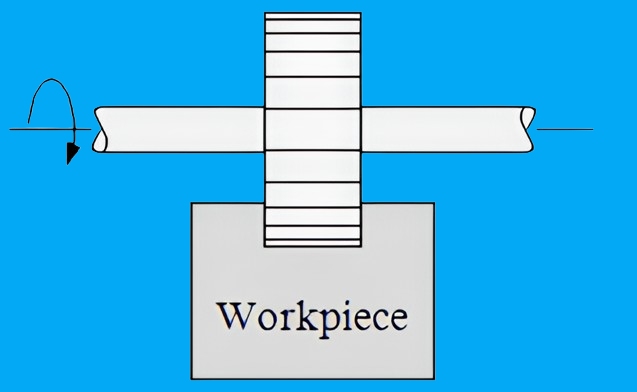
ペリフェラルミーリングは、工具の外径が主な切削作用を行う切削プロセスである。切れ刃はワーク表面に対して垂直に回転し、制御された方法で材料を除去します。この技術は、優れた表面仕上げと厳密な寸法制御を実現し、精密部品に理想的です。
金属の切削加工には、精密な制御と深い技術的知識が必要です。外周フライス加工には、従来の加工方法とは異なる独自の利点があります。この技術を強力なものにしているコアコンセプトを検証してみましょう。
フライス加工は、被加工材とどのように加工するかによって異なります。各工法は特定の目的を果たし、異なる製造シナリオに明確な利点を提供します。
フライス加工:
周辺フライス加工:
スロット特性:
プロファイル加工の利点
成功は適切な機器の選択とセットアップにかかっている。各コンポーネントは、望ましい結果を達成するために重要な役割を果たしています。
高度な工具特性:
適切なフライス加工技術を選択することは、部品の品質、工具寿命、生産効率に直接影響します。各工法は、異なる製造シナリオに対して特定の利点を提供します。ここでは、主なアプローチについて詳しく説明します。
従来のフライス加工は、工具をワークの送り方向に対して動かします。カッタは切り屑の厚みがゼロの状態で被削材に入り、最大厚みで排出されます。この方法は、バックラッシュの問題がある機械や、硬い表面材を加工する場合に有効です。
クライム加工では、送り方向に対して工具の回転が逆になります。カッタは切り屑の厚みが最大になったところで進入し、ゼロになったところで退出する。この方法は、工具の磨耗を減らし、仕上げ面粗さを向上させ、切削抵抗を少なくします。最新のCNC加工機では、ほとんどの用途でクライム加工がデフォルトになっています。
高速技術は、従来の限界を超えた切削速度を実現します。このアプローチは、切削抵抗と発熱を低減し、同時に材料除去率を向上させます。このプロセスでは、剛性の高い工具と精密な機械制御が要求されますが、並外れた生産性の向上が得られます。
マイクロフライス加工は、特殊な工具を使用し、ミニチュアスケールで行われます。この工程では、厳しい公差を維持しながらミクロン単位の形状を作り出します。この技術は、医療機器製造や精密電子機器などの産業に役立っている。
工具材料の選択が加工性能と経済性を左右する先端材料は、困難な用途の可能性を広げます。正しい選択は、コスト、耐久性、切削能力のバランスを取ります。
HSS工具は、基本的な加工作業に費用対効果の高いソリューションを提供します。これらの工具は、中程度の温度で硬度を維持し、標準的な加工で摩耗しにくい。靭性が高いため、断続切削や様々な加工条件に適しています。
超硬合金は、現代の高性能加工の標準を定義しています。これらの工具は、極めて高い硬度と優れた靭性を兼ね備えています。熱安定性により切削速度の高速化が可能になり、耐摩耗性により過酷な用途での工具寿命が延びます。
ダイヤモンドコーティングは、特定の用途における性能の限界を押し広げます。その最高の硬度は、グラファイトやセラミックのような研磨材に対応します。コーティングは切断時の摩擦と発熱を低減しますが、コスト面では特殊な用途に限定されます。
外周フライスを使いこなすには、切削パラメータとプロセス制御を深く理解する必要があります。これらの技術指針は、工具寿命を延ばしながら最適な性能を達成するのに役立ちます。
高精度のパラメータ選択は、加工の成功と生産性に影響を与える主要な要素の一つです。これらの要素のバランスをとることで、安定した部品品質と効率的な生産が可能になります。
スピードの計算と最適化:
フィードレートの決定:
切削深さ戦略:
カット幅の管理:
適切な切りくず処理により、再切削を防ぎ、安定した切削条件を実現します。
応用技術:
実施要項:
戦略的な工程管理とモニタリングにより、工具の寿命を延ばしています。
プログラミング戦略:
温度管理方法:
ペリフェラルミーリングは、現代の製造業における基本的な加工プロセスです。航空宇宙部品から医療機器まで、この技術は業界が求める精度と表面品質を提供します。この加工は、新しい工具と技術によって進化し続けています。
プロの機械工は、入念なパラメータ選択と一貫したメンテナンスの実践によって成功を見出します。適切な工具選択、切削ストラテジー、問題解決スキルは、信頼できる結果をもたらします。技術が進歩しても、これらの基本は不変です。
過去10年間、私はさまざまな形態の板金加工に没頭し、さまざまなワークショップでの経験から得たクールな洞察をここで共有してきた。
レーザー切断、曲げ加工、溶接、表面処理技術を専門とし、板金加工において10年以上の実務経験があります。シェンゲンのテクニカルディレクターとして、複雑な製造上の課題を解決し、各プロジェクトにおける革新と品質の向上に尽力しています。
1営業日以内にご連絡いたします。接尾辞が"@goodsheetmetal.com "のメールにご注意ください。