サーボプレスは、メーカーが精密成形を行う方法を変えつつあります。これらの機械は、プログラム可能な動き、リアルタイムのフィードバック、高いエネルギー効率を使用しています。この組み合わせは、機械プレスや油圧プレスでは提供できないレベルの制御をオペレーターに提供します。
適切なサーボプレスを選ぶには、トン数や価格をチェックするだけでは不十分です。バイヤーは、生産目標、部品形状、要求精度と機械の能力を一致させなければなりません。この調整により、性能不足の設備や予期せぬコストを回避することができます。
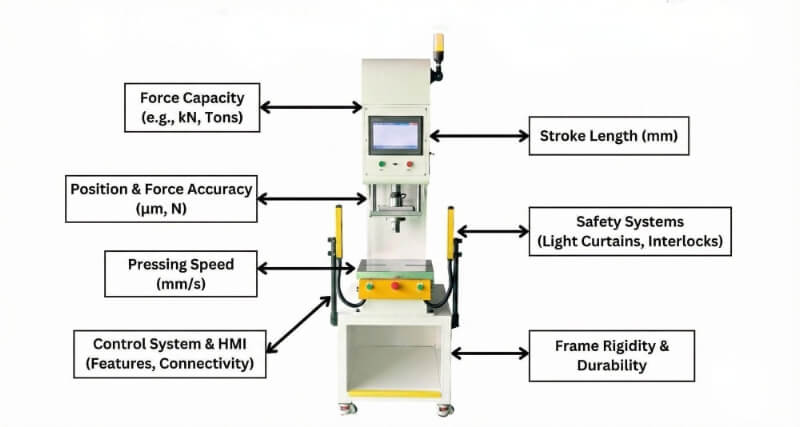
この記事では、サーボプレスを購入する前に考慮すべき主要な技術仕様について概説します。各仕様は、部品品質、運転コスト、および投資収益率に直結しています。その目的は、エンジニアとバイヤーがデータに基づいた明確な意思決定を行う手助けをすることです。
アプリケーションのニーズを理解する
トン数表やカタログデータを調べる前に、実際の生産ニーズを明確にしてください。精密組立、浅成形 深絞り 力、ストローク、モーション・コントロールの組み合わせはそれぞれ異なる。
材質と厚さ
最初のステップは、材料とその基本特性を特定することです。材料の強度と厚みは、成形力と動作の設定に直接影響します。
ステンレス鋼やチタンなどの硬い素材は、より大きな力を必要とする。また、ひび割れや表面の損傷を減らすために、底部付近、特に中心部ではゆっくりとした動きが必要です。アルミニウムや銅のような柔らかい素材は、より速いサイクルが可能です。しかし、曲げや形状の歪みを防ぐために、正確なコントロールが必要です。
エンジニアリングの見識: 成形力は、材料の厚さおよび降伏強さに対してほぼ直線的に増加する。
例えば、2mmの軟鋼製部品であれば、約35~40kNの力が必要かもしれない。ステンレス鋼で作られた正確な形状の部品には、60~70 kNの荷重が必要な場合があります。
このため、エンジニアは常に最初に必要な成形荷重を計算する必要があります。そして、プレス定格はその値より少なくとも20~30%高くする必要があります。この安全マージンは、材料特性がバッチ間で変化した場合に、安定した部品品質を維持するのに役立ちます。
生産量とサイクルタイム
生産量は、印刷機のサイズだけに影響するものではありません。それはまた、毎日の運転中に機械に要求される耐久性と効率を定義します。
小型部品や電子部品の場合、1~5トンのサーボプレスは、ショートストロークモードで毎分30~60ストロークで稼働することが多い。これらの機械は、高速であってもマイクロメーターレベルの繰り返し精度を維持することができます。
大量生産では、長期間にわたってプレスにストレスがかかる。このような場合、安定した温度制御と機械摩耗の少なさが重要になります。少量生産または プロトタイプ作品焦点は変わる。柔軟性は最高速度よりも価値がある。
デザインのヒント: 複数のモーションプログラムを保存できる印刷機を選びましょう。迅速なデジタルセットアップは、ダウンタイムを削減し、精度を損なうことなく小ロット生産を容易にします。
プロセスの種類と成形の複雑さ
各成形工程は、加えられる力に対する反応が異なる。 スタンピング, コイニングそして 曲げ は速いインパクトに依存する。深絞りや精密な接合には、ゆっくりとした安定した圧力が必要で、底部付近の短いドウェルは、正確に中央に配置される。このドウェルは スプリングバック と表面のダメージ。
サーボプレスは、これらの違いをうまく処理します。スライドは成形中に減速し、内部応力を解放するために一時停止し、そして戻りストロークで速度を上げることができます。これらはすべて、プログラムされた1サイクルの中で行われます。
このレベルの制御により、サーボプレスは複雑な生産ラインに適している。1つのステーションで、成形、挿入、組み立てを行うことができ、機械の変更を必要としません。
例 EVバッテリーのタブ成形では、エンジニアは接触付近のスライド速度を250mm/sから30mm/sに下げることができます。この変更により、バリの高さを40%以上削減できます。その結果、表面がきれいになり、接合品質が向上する。
コア技術仕様
お客様のプロセスニーズを定義した後、サーボプレスの中核となる技術仕様を確認してください。これらの値は、成形能力、制御精度、アップグレードスペースなど、機械の真の能力を示しています。
定格トンとフォースカーブ
定格トン数は、プレス機が特定のストローク位置で発揮できる最大連続力を示す。この位置は通常、底面から数ミリメートル上に位置し、中心は直接です。
サーボプレスでは、使用可能な力はより広いストローク範囲にわたって高いままである。この挙動は、クランクがピーク角度から離れると力が急速に低下する機械式プレスとは異なります。
機械を選択する前に、エンジニアは必要な成形荷重を計算し、機械が作業に適していることを確認する必要がある。一般的な計算式は
F = K × L × t × σ
ここで、K はプロセスファクターを表す。Lは切断または成形長さ、tは材料厚さ、σは材料強度。
荷重を計算した後、プレス定格を少なくとも20~30%高くする必要があります。このマージンは、金型、材料バッチ、部品形状のばらつきを吸収するのに役立ちます。
エンジニアリングの見識: 安定した荷重-変位曲線は、均一な材料フローをサポートします。また、金型の摩耗を低減し、長期的なプロセスの安定性を向上させます。

ストローク長と調整範囲
ストローク長とは、スライドが1サイクルで移動する距離を指す。この移動距離は、速度、エネルギー使用量、プロセスの安定性に影響します。
ほとんどのコンパクト・サーボ・プレスは、約50~200 mmの調整可能なストローク範囲を提供する。オペレーターは、制御システムを通じてこの範囲を直接設定することができます。短いストロークは、浅い成形をサポートします。これにより、速度が向上し、エネルギー使用量が削減されます。長いストロークは、深絞りや多段ツールに対応します。
サーボプレスはデジタルストローク調整が可能です。機械的な変更は必要ありません。この機能により、迅速なセットアップが可能になり、各パーツタイプにストロークを合わせるのに役立ちます。より良いマッチングは、スループットを向上させ、工具寿命を延ばします。
デザインのヒント: うまく調整されたストロークは、無駄な動きを減らします。多くの場合、非生産的な移動を25-30%削減することができ、全体の生産量を直接増加させます。
スライドスピードとモーションプロファイル
サーボ制御により、エンジニアは固定クランク速度に頼ることなく、モーションカーブを設計することができます。スライドはアプローチ中に高速で動き、接触時に減速し、スプリングバックを制御するために短時間保持し、その後高速で戻ることができる。
典型的なモーションシークエンスは次のようなものだ:
300mm/sで急接近→30mm/sで成形→0.3秒間滞留→250mm/sで復帰。
この種の動きは振動を減らし、金型への影響を制限します。また、あるサイクルから次のサイクルへの部品サイズの一貫性も向上します。
エンジニアリングの見識: スムーズな減速と下死点付近の短いドウェルにより、ダイの寿命を20-40%延ばすことができます。このメリットは、精密成形や接合工程で顕著です。

作業高さとテーブルサイズ
作業高さとは、スライドとボルスターの間の距離のことです。この寸法は、セットアップ時や生産時のツールフィットやオペレーターのアクセスに影響します。
1~5トンの小型サーボプレスは、通常150~300mm程度の作業高さに調整できる。テーブルサイズは300×200mm程度です。これらのサイズは、多くの小さな部品や精密アセンブリに適しています。
最大の金型がテーブル領域内に収まることを常に確認する必要があります。また、材料のローディング、部品の取り外し、センサーの配置のために十分なスペースが必要です。
精密作業には、Tスロットボルスターやモジュラーツールマウントを備えたプレスがアライメントしやすい。また、段取り替えの時間も短縮できます。
デザインのヒント: 現在の工具よりも15-20%大きいテーブルを選択することで、将来の自動化や治具のアップグレードが可能になります。
精度と制御能力
プレスの機械的パラメーターがアプリケーションに適合したら、次の重要な問題は、いかに正確に移動し、力を制御できるかということです。
位置と力の精度
最新のサーボプレスは、クローズドループフィードバックを利用して、位置と力をリアルタイムで正確に追跡します。高分解能エンコーダーは、スライドの位置を約±0.01mmまで測定します。内蔵の荷重センサーは、およそ±1%以内の力の変化を監視します。
この精度により、各ストロークが一定に保たれます。タイトな干渉フィットに依存するマイクロパーツやアセンブリには特に価値があります。
クランク駆動のプレスとは異なり、サーボプレスはストローク中に動きを調整することができます。システムが位置ドリフトや材料抵抗の増加を検出すると、自動的に動きを修正します。この制御により、工具の磨耗を低減し、長時間の生産においても部品品質の安定性を維持することができます。
エンジニアリングの見識: 電気接点プレスのような精密作業では、わずか0.02mmのストロークドリフトで挿入力が5-8%変化します。サーボフィードバック制御は、各サイクル中に一定の調整を行うことで、この問題を防ぎます。
モーション・プログラミングとソフトウェア・インターフェース
プログラマビリティは、サーボプレスの核となる利点です。オペレータは、タッチスクリーンHMIまたはPCインターフェイスを介してカスタムモーションプロファイルを作成することができます。ストロークの各段階で、速度、位置、滞留時間、力を設定することができます。
このデジタルアプローチは、機械的なカムやシムに取って代わるものです。エンジニアは、異なる部品や材料に対して複数のモーションプログラムを保存することができ、効率的な操作を可能にします。この機能により、セットアップ時間が短縮され、オペレーターやシフト間で一貫した結果が保証されるため、シームレスなワークフローが実現します。
最新のシステムの多くは、ストロークをライブ・モーション・カーブとして表示する。ユーザーはキーポイントを画面上で直接調整できるため、微調整がより速く、より直感的に行える。
一般的なモーションの種類は以下の通り:
- 等速 (一般成形に最適)
- 一定圧力 (組立・圧縮用)
- ハイブリッド制御 (スピードとフォースの両方を目標にする)
デザインのヒント パラメータの保存とエクスポートが可能な印刷機を選びましょう。これにより、トレーサビリティがサポートされ、PPAPやISO9001の文書管理がより簡単になります。

データモニタリングと接続性
最新のサーボプレスは、接続された生産システムの一部として機能する。サーボプレスは、もはや生産現場の独立した機械ではありません。
現在のほとんどのモデルは、力、ストローク位置、速度、サイクルカウントをリアルタイムで追跡します。システムはこのデータをHMIに表示するか、工場のソフトウェアに送信します。エンジニアは傾向を確認し、欠陥が発生する前にプロセスのドリフトを発見することができます。
先進的な印刷機は、EtherNet/IP、PROFINET、OPC UAなどの標準的な産業用プロトコルをサポートしています。これらの接続は、MES、SCADA、またはERPプラットフォームとのシームレスな統合を可能にします。その結果、より良いメンテナンス計画、OEEの追跡、およびリモートトラブルシューティングが可能になります。
エンジニアリングの見識: エンジニアが荷重-変位データを経時的に分析することで、部品が検査に落ちる数週間前に、工具の摩耗や材料の疲労を検出することができる。このアプローチは、予定外のダウンタイムを減らし、生産を安定させるのに役立ちます。

エネルギー効率とメンテナンス要因
製品の品質は精度に左右される。長期的な利益は、エネルギー使用量とメンテナンスコストに左右されます。サーボプレスは、パワーを効率的に利用し、機械の摩耗を最小限に抑えることで、この2つの分野に優れています。
消費電力とリカバリー
サーボプレスは電動サーボモーターで作動する。これらのモーターは、スライドが動いたり力を加えたりするときだけ電力を消費します。スライドが減速したり戻ったりすると、回生ブレーキが運動エネルギーを回収し、駆動システムに送り返します。
この設計により、機械プレスと比較して約30~50%のエネルギー使用が削減されます。油圧システムと比較した場合、節約量は最大70%に達します。例えば、1日8時間稼働の5トンサーボプレスの場合、サイクルの設定にもよりますが、年間およそ8,000~10,000kWhを節約することができます。
デザインのヒント: HMIにエネルギー使用量が表示されたり、サイクルごとの電力を追跡でき る機械を探しましょう。このデータは、エンジニアがモーションプロファイルを微調整し、アイド ル時のエネルギー損失を見つけるのに役立ちます。

騒音とクリーンな操作
サーボプレスは、油圧オイルや重い機械的リンケージの代わりに電気駆動を使用するため、動作音が静かです。一般的な騒音レベルは75dB以下です。油圧プレスは同様の条件で90 dBを超えることがよくあります。
この低騒音により、サーボプレスはクリーンで管理された環境に適しています。医療機器組立や電子機器製造が最も恩恵を受けます。また、オイルフリー運転により、漏れや汚染のリスクもなくなります。
低振動は工具を保護し、長時間のシフトでもオペレーターの快適性を向上させます。クリーンで静かなセットアップは、職場環境を改善し、環境コンプライアンスコストを削減します。
エンジニアリングの見識: 低振動と安定した圧力により、金型寿命が20-40%延びます。この改善により、数千回の生産サイクルにわたって金型コストを削減できます。
メンテナンス・アクセスとコンポーネントの耐久性
サーボプレスは長寿命に作られています。ベルト、クラッチ、油圧ポンプを使用しません。この設計により、日常的なメンテナンスが劇的に削減されます。
ボールねじやリニアガイドなどの主要コンポーネントは、修理が必要になるまでに5,000万サイクル以上使用されることがよくあります。また、多くの機械には自動潤滑システムと診断アラートが組み込まれています。
インテリジェント・モニタリングは、サイクル数、温度、振動を追跡します。システムはメンテナンスが必要な時期を予測することができます。このアプローチは、予期せぬシャットダウンを計画的なメンテナンスウィンドウに置き換えます。
デザインのヒント: 柔軟性と使いやすさを向上させるために、モジュール式のモーターとドライブユニットを備えたプレスを選択します。モジュラー設計は、交換を容易にし、将来制御システムをアップグレードする際の互換性を維持します。
安全性と統合
よく設計された印刷機は、正確に成形するだけでなく、オペレーターを保護し、オートメーションと接続し、将来のアップグレードに対応できる拡張性を備えていなければならない。
安全機能
サーボプレスの安全性は、「保護」「予防」「遵守」の3つの領域で成り立っています。各領域が連携することで、オペレーターの安全が確保され、安定した生産が維持されます。
固定ガード、両手コントロール、緊急停止ボタンが物理的な保護を提供します。予防は、スマートセンサーと過負荷検知に依存しています。システムが異常な力や位置を検出すると、直ちに動きを止めます。
最新のサーボプレスのほとんどは、CE、OSHA、またはISO 13849-1の要件を満たしています。このコンプライアンスは、自動化および半自動化ラインでの安全な使用をサポートします。また、多くのシステムでは、セットアップやメンテナンス時にオペレーターを保護するために、ライトカーテン、エリアスキャナー、ドアインターロックを追加しています。
エンジニアリングの見識: 認証された安全制御を備えたサーボプレスは、セットアップ時間を15-20%短縮することができます。オペレーターは、機械を完全にシャットダウンすることなく、定義された安全ゾーン内で作業することができます。

オートメーションの互換性
サーボプレスは、ロボット、コンベア、フィーダ、ビジョンシステムと簡単に統合できます。モーションとタイミングは、EtherCAT、PROFINET、Modbus TCPなどのプロトコルでデジタルリンクできます。
典型的なセットアップでは、ロボットがパーツをロードし、プレス機に運転信号を送り、完成したパーツを取り出します。すべての動作はミリ秒単位で同期しています。この連携により、手作業が減り、工程の安定性が向上します。
信頼性の高い自動化により、サーボプレスは連続的でねじのない運転をサポートします。この機能により、メーカーは一貫した品質と再現性を維持しながら、24時間365日の稼働が可能になります。
自動化の準備を評価する際には、印刷機が対応しているかどうかを確認してください:
- 複数のプログラマブルI/Oポート
- PLCとのリアルタイム通信
- 外部スタート/ストップまたはポジション・トリガー
- 高品質のセンサーやカメラとの統合
デザインのヒント 将来的に自動化を計画している場合は、オープンな通信アーキテクチャを持つ印刷機を選択してください。これにより、将来のロボットや工場のデジタル化アップグレードとの互換性が保証されます。

総所有コスト(TCO)の評価
価格は、比較する上で最もわかりやすい指標ですが、それですべてがわかることはほとんどありません。同じような初期価格の印刷機でも、エネルギー使用量、メンテナンス、稼働時間の違いにより、生涯コストが大きく異なることがあります。
エネルギーと操業コスト
サーボプレスは、スライドが動いたり力が加わったりするときだけ電力を消費します。回生ブレーキと組み合わせることで、年間エネルギーコストを約30~50%削減することができます。
1日8時間の小規模な運転で、毎年8,000~10,000kWhのエネルギーを節約できる。この量は、平均的な作業所2軒分の電力使用量に近い。
低振動とオイルフリー運転により、余分なコストも削減できます。施設は騒音対策にかける費用を削減し、廃油の取り扱いを避けることができます。
デザインのヒント: サイクル当たりのエネルギー使用量と良品1個当たりのコストを監視する。この2つの指標は、成形ラインの実際の運転効率を示します。

生産性と品質への投資
高精度は投資収益率に直結します。成形力が一定であれば、スクラップや再加工は減少します。また、プログラム可能なモーションは、工具へのストレスを軽減し、工具を長持ちさせます。
多くのアプリケーションでは、繰り返し精度を±0.01mm以内に保つことで、不良率を40~60%削減することができます。正確な改善は、部品設計とプロセスの安定性に依存します。
サーボモーション制御により、成形時の衝撃を低減。この削減により、20-40%の寿命が延び、工具の交換コストが削減されます。時間の経過とともに、これらの節約は積み重なっていきます。大量生産ラインでは、12~18ヶ月で投資回収が可能です。
デザインのヒント: サプライヤーを比較する際には、詳細なコスト内訳を要求すること。機械価格だけでなく、エネルギー使用量、メンテナンス・コスト、スクラップ削減量も含めてモデル化すること。
結論
サーボプレスの購入は、技術的な選択であると同時に、長期的なビジネス上の決断でもあります。適切な機械は、今日のトン数や速度のニーズを満たすだけではありません。それは、将来の生産計画、自動化目標、コスト管理をサポートするものです。
良い決断は、あなたの用途とそれに関わるプロセスを明確に理解することから始まります。そこから、各仕様を段階的に検討します。トン数、ストロークの長さ、モーションコントロール、精度、エネルギー使用量、安全性に焦点を当てます。この方法によって、印刷機が現在のお客様の業務に適合し、長期にわたって価値を提供し続けることができます。
お客様のアプリケーションに最適なサーボプレスの選定にお困りですか?当社のエンジニアリングチームは、お客様の成形ニーズを検討し、最適な機械セットアップを提案し、プロセスの実現可能性を徹底的に評価します。 お問い合わせ までご連絡ください。

ケビン・リー
レーザー切断、曲げ加工、溶接、表面処理技術を専門とし、板金加工において10年以上の実務経験があります。シェンゲンのテクニカルディレクターとして、複雑な製造上の課題を解決し、各プロジェクトにおける革新と品質の向上に尽力しています。



