ステンレス鋼板の加工には、精密さと専門知識が要求されます。多くのメーカーは、金属加工プロジェクトにおいて、きれいなカットを実現し、コストを管理し、品質基準を維持するのに苦労しています。
ステンレス・スチール板金を切断する最良の方法は、材 料の厚さと使用できる工具によって異なる。薄板の場合は、ブリキ・ス ニップやレーザー・カッターのような工具 が効果的である。厚い板は、切断ディスク付きアングル・グラインダー やプラズマ・カッターなどの電動工具で正確に切断す る必要がある。ステンレス鋼を切断する際は、常に適切な安全装備を使用すること。
ステンレス鋼の加工工程を一変させ、常にプロフェッショナルな仕上がりを実現するのに役立つ、実証済みの切断方法をご紹介しましょう。
ステンレス鋼板金切断は、製造および加工目的のために正確な切断を達成するために、様々なツールや技術を使用してステンレス鋼を成形し、サイジングするプロセスです。このプロセスでは、正確な寸法と形状を実現するために、さまざまな切断方法を使用してステンレス鋼板を分離します。
ステンレス鋼の切断には、きれいなエッジ、最 小限の無駄、高品質の仕上がりを確保するため、 精度と適切な工具が必要です。以下は、ステンレス鋼シートメタルの最も一般的な切断方法の詳細な概要です。
シャーリング は、直線的な刃を使用してステンレ ス鋼を細かく切断する機械的プロセスです。シートメタルをきれいにまっすぐ切断するのに最適です。
アングル・グラインダーは、高速回転する研磨ディスクを使用してステンレスを切断します。直線的な切断にも複雑な切断にも対応できる万能ツールです。
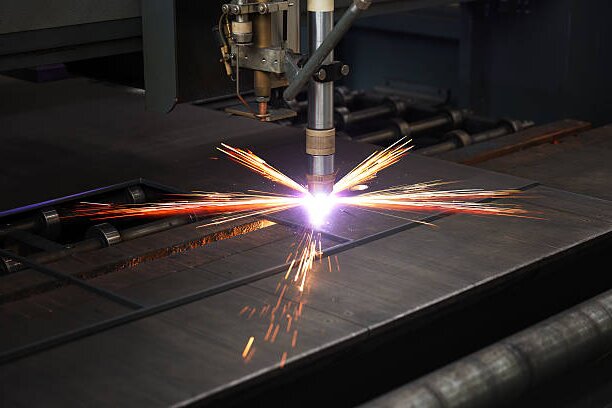
プラズマ切断 イオン化したガス(プラズマ)を使ってステンレスを溶かす。厚い素材や複雑なデザインに高い効果を発揮する。
レーザー切断 は、正確な経路に沿ってステンレス鋼を溶融または蒸発させるために、集束したレーザービームを採用しています。最も正確な方法のひとつです。
ウォータージェット切断 は、研磨粒子を混ぜた高圧ストリームを使用して素材を侵食する。熱による損傷を避けるための冷間切断法である。
CNC(コンピュータ数値制御)マシン プログラムされた命令を使用して切断工程を自動化する。レーザー切断やプラズマ切断など、さまざまな技術を統合することができる。
ステンレス鋼の切断には、正確さ、準備、そしてきれいな切断と安全な作業環境を確保するための適切なツールが必要です。以下は、プロセスの各ステップをカバーする詳細なガイドです。
5. 研磨と仕上げ: カットが完了すると、エッジがざらざらしていたり、バリが残っている場合があります。ヤスリやサンドペーパーを使用して、エッジを滑らかにし、プロのような仕上がりにします。
ステンレス鋼板金に最適な切断方法を選択することは、希望する結果を効率的かつコスト効率よく達成するために非常に重要です。ここでは、さまざまな方法の要因の内訳と費用対効果を比較します。
ステンレス鋼シートメタルで高品質の切断を実現するには、熱管理、エッジの品質、バリの形成の最小化など、複数の要因に依存します。以下では、これらの重要な側面について詳しく説明します。
ステンレス・スチール板金を正確かつ効率的に切断することは、プロジェクトで高品質な結果を得るために非常に重要です。正しい方法を選択し、ベストプラクティスに従うことで、きれいな切断を保証し、材料の完全性を維持し、特定の要件を満たすことができます。
プロのステンレス鋼切断サービスをお探しですか? お問い合わせ お客様のプロジェクト・ニーズをお聞かせください。あなたのアイデアを実現するために一緒に働きましょう!
ただし、ステンレス・スチール専用のメタル・カッティング・ブレードが必要です。適切なブレードを使わずに普通のノコギリを使うと、工具や材料を傷つけてしまいます。
反りを防ぐには、水や空気などの冷却手段を使って熱を逃がし、熱の蓄積を抑えるために高速で切断し、動きを最小限に抑えるために材料をしっかりと固定する。
レーザー切断は、精度が高く無駄が少ないため、薄板から中板の切断に最適です。厚いシートには、プラズマ切断やウォータージェット切断が、材料の完全性を損なうことなくきれいな切断を実現します。
過去10年間、私はさまざまな形態の板金加工に没頭し、さまざまなワークショップでの経験から得たクールな洞察をここで共有してきた。
レーザー切断、曲げ加工、溶接、表面処理技術を専門とし、板金加工において10年以上の実務経験があります。シェンゲンのテクニカルディレクターとして、複雑な製造上の課題を解決し、各プロジェクトにおける革新と品質の向上に尽力しています。
1営業日以内にご連絡いたします。接尾辞が"@goodsheetmetal.com "のメールにご注意ください。