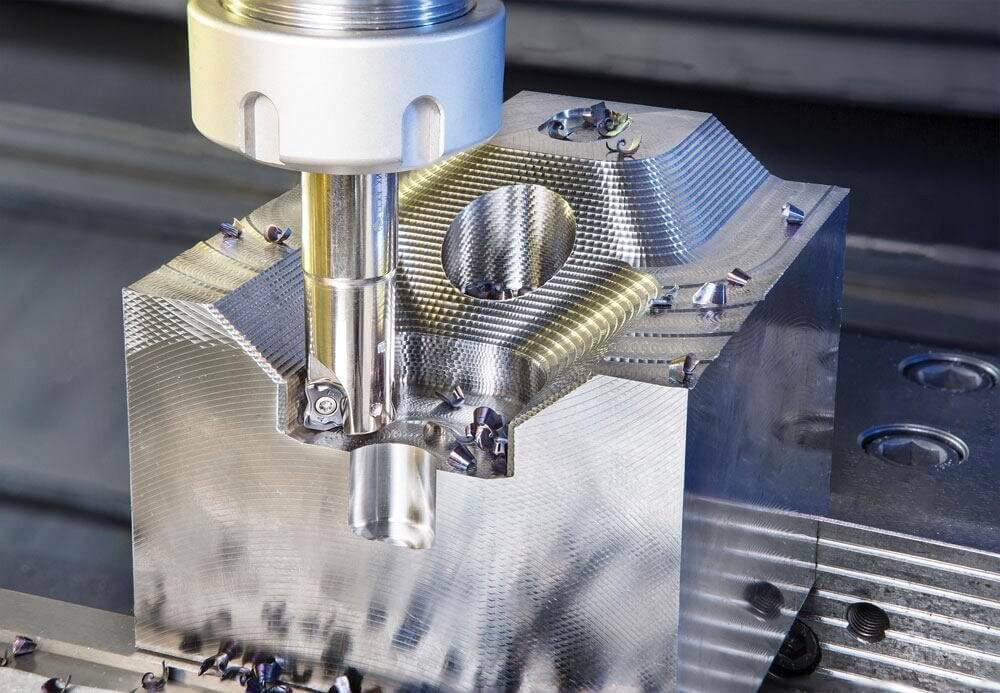
プロセスパラメータと設定
正しい設定を選択することが、ヘリカルミルで良い結果を得るための鍵となります。このセクションでは、主軸回転数、送り速度、切り込み深さ、その他の重要な要素の設定方法について説明します。
主軸回転速度と送り速度
主軸回転速度は、材料と工具の種類によって異なります。硬い材料は低速回転が必要です。柔らかい材料は、より高い回転数を可能にします。超硬工具はハイス工具よりも高速回転が可能です。
送り速度は速度と工具径に合わせる。速すぎると工具が摩耗する危険がある。遅すぎると切削効率が悪くなります。工具メーカーが推奨する切り屑処理量を常に確認してください。
螺旋角度の選択
らせん角は、工具の下降角度を制御する。角度を浅くすると、ストレスが少なくスムーズなカットができる。急な角度は、より多くの材料を除去しますが、負荷が増加します。
柔らかい金属や大きな穴の場合は、角度を急 にするとうまくいくことがある。硬い金属や薄い部品には、振動や熱を抑えるために浅い角度を使う。
軸方向および半径方向の切り込み
軸方向深さとは、工具がZ軸を1回通過する間にどれだけ深く切削するかを示す。半径方向深さとは、1回転あたりの切削幅のこと。工具に負荷がかかりすぎないように、両方のバランスをとる。
半径方向の深さを工具径より小さく保つのが良いルールです。機械と工具の剛性が十分であれば、軸方向の深さは深くすることができる。
ステップダウン戦略とカッティング・パス・プランニング
ステップダウンとは、各スパイラルで工具がどれだけ下がるかを示す。段差が小さいほど仕上げ面は良くなるが、時間がかかる。段差が大きいとスピードが上がるが、切削力が増す。
切削経路は、工具のかみ合いを安定させること。方向や負荷の急激な変化は避けるようにする。工具のストレスを減らし、部品の品質を向上させるために、一定のスパイラルパスを使用する。
ヘリカルミーリング用途の種類
ヘリカルミーリングは一つの作業に限定されません。穴、ねじ、大径、複雑な形状にも対応できる。このセクションでは、この方法が店舗でよく使用される方法について説明します。
穴加工用ヘリカルフライス
ヘリカルフライス加工は、特に硬い金属の丸穴加工によく使われる。穴あけの代わりに、工具がらせん状の経路を移動して穴を形成する。
この方法は、工具をまっすぐ押し込むことを避ける。熱と工具の摩耗を減らすことができます。また、よりきれいな穴壁が得られ、寸法管理がしやすくなります。
標準的なドリルでは大きすぎる穴や、正確な公差が必要な場合に最適です。
ヘリカルパスによるねじ切り加工
ネジ切り は、ヘリカル経路を使用して穴の内側にねじを切る。工具は回転しながら、ねじ山のらせん状に沿う。
この方法は、内ねじと外ねじの両方を切ることができる。柔軟性があり、1つの工具でさまざまなねじサイズに対応できる。また、切り屑の処理に優れ、よりきれいなねじ山を残すことができる。
ねじ切り加工は、高強度材料や微細なねじ山が必要な部品に適している。
大口径ヘリカル補間
穴がドリルでは大きすぎる場合、ヘリカル内挿が使われる。工具は、螺旋状の動きで直径を徐々に削っていく。
これは、バルブボディ、ハウジング、大型プレートなどでよく見られる。特別な大型ドリルを必要としないため、コストを節約できる。また、ドリルで穴を開けると応力がかかるような厚い素材にも有効です。
ヘリカルパスによるスロット加工とポケット加工
らせん状の経路は、スロットやポケットを作ることもできる。工具は上かららせん状に入り、次に横にずれて形状を開く。
これは、部品がきれいに進入し、切削力を制御する必要がある場合に有効です。工具の過負荷を防ぎ、切りくずの流れを改善します。また、薄い壁や繊細な形状をクラックから保護します。