
サンドブラストステンレス鋼:総合ガイド
研磨ブラストとしても知られるサンドブラストは、研磨粒子を高速で表面に衝突させ、表面を洗浄、平滑化、成形します。この方法は、表面に均一なテクスチャを作りながら、汚染物質、古いコーティング、錆を効果的に除去します。
研磨ブラストとしても知られるサンドブラストは、研磨粒子を高速で表面に衝突させ、表面を洗浄、平滑化、成形します。この方法は、表面に均一なテクスチャを作りながら、汚染物質、古いコーティング、錆を効果的に除去します。

アルミニウムの打ち抜き加工とは、パンチプレスを使ってアルミニウム板にパンチツールを押し通し、穴や特定の形状を作ることを指します。この技術は、一枚板や連続したロール状のアルミニウムに行うことができ、コイル打ち抜きとして知られています。
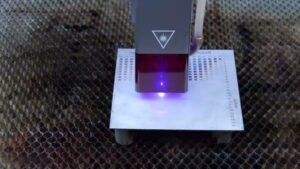
メタルマーキングとは、金属表面に恒久的な識別子を作成するために使用される様々な方法を指します。これらの識別子には、シリアル番号、ロゴ、バーコード、その他製品のライフサイクル全体を追跡・管理するための重要な情報が含まれます。

アルミニウム・ブランキングは、金型とプレスを使用してアルミニウム板を特定の形状に切断する製造工程です。この工程は、アルミニウムコイルをブランキングプレス機に送り込み、ブランクと呼ばれるあらかじめ定義された形状にプレスすることから始まります。

ドライエッチングとウェットエッチングは、材料加工において異なる目的を果たす。ドライエッチングは、プラズマまたは気相エッチャントを使用し、化学反応または物理的衝突によって材料を除去する。ウェットエッチングは、酸化および溶解プロセスを通じてターゲット材料を溶解する液体化学溶液に依存する。

干渉フィットは、制御された応力によって機能する。アッセンブリは、一方の部品を相手側の穴よりわずかに大きく設計することで、部品をロックする均一な圧力を作り出します。この機械的結合は動きを排除し、高トルク負荷に対応し、激しい振動や熱サイクルの下でもアライメントを維持します。

3軸CNCマシニングは、3つの直線軸に沿って切削工具を正確に動かすことができる製造プロセスです:X、Y、Zの3つの直線軸に沿って切削工具を正確に移動させることができる製造プロセスです。この技術は現代の製造業の基本であり、高精度で複雑な部品を作成することができます。

4軸加工では、4軸で動作するCNC機械を使用する:X軸、Y軸、Z軸、そしてA軸と呼ばれる追加の回転軸である。このセットアップにより、ワークピースはX軸を中心に回転し、機械は手動でワークピースの位置を変更することなく、ワークピースの複数の側面にアクセスすることができます。
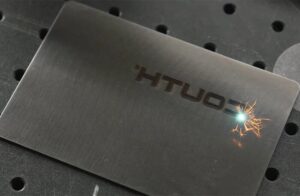
レーザー彫刻は、集光されたレーザー光線をステンレス鋼の表面に照射します。レーザーから発生する高熱により、材料が気化または溶解し、マークが作成されます。
プロセス全体は、レーザーの動き、速度、出力を指示するソフトウェアによって制御され、正確で一貫した結果を保証する。

ステンレス鋼は、少なくとも10.5%のクロムと、ニッケル、モリブデン、炭素などの様々な量の他の元素を含む鉄ベースの合金である。具体的な組成は、ステンレス鋼の多くの等級の間で大きく異なる可能性があり、それぞれが特定の特性や用途に合わせて調整されています。

完全溶け込み溶接は、溶接材料が接合される母材 の厚さ全体を通して完全に溶け込むことで起こる。このため、接合部に隙間や弱点がなく、高強度および高信頼性の用途に理想的である。

鉄と非鉄金属の違いは、主に鉄の含有量にある。鉄を含む鉄系金属は強度と磁性を、鉄を含まない非鉄系金属は耐食性と軽量性をもたらす。この違いによって、それぞれの産業用途が決まります。

非破壊検査とは、材料、部品、システムの機能を損なうことなく、その特性を検査・評価するために用いられるさまざまな技術を指す。これらの方法は、検査対象の完全性を保ちながら、亀裂、空洞、不整合などの欠陥を検出するように設計されています。NDTは、重要な用途における信頼性と安全性を保証します。

301ステンレス鋼は、優れた機械的特性、耐食性、適応性で知られるオーステナイト系クロム-ニッケル合金である。SUS304を改良したもので、クロムとニッケルの含有量を減らし、加工硬化能力を高めている。

201および304ステンレス鋼は、優れた成形性と 溶接性を持つオーステナイト系鋼種である。304は耐食性に優れ、極端な温度下でも強度を 維持するが、201はニッケル含有量が低く、機械的 特性も同等であるため、要求の厳しくない用途に は、よりコスト効率の高いソリューションを提供する。
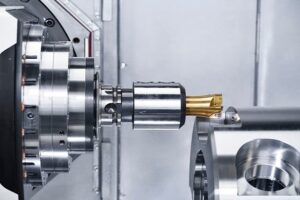
精密旋盤加工は、卓越した精度と厳しい公差を持つ円筒形部品を作成する特殊な製造プロセスです。この工程では、切削工具で材料を除去しながら工作物を回転させ、数ミクロンの精度で特定の形状や寸法を実現します。