ローレット加工の説明:基本からベストプラクティスまで
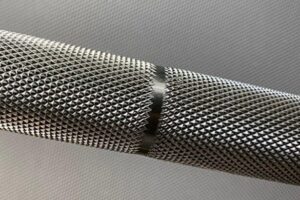
ローレット加工は、金属表面に盛り上がった模様をつける機械加工です。グリップを向上させ、装飾的なタッチを加え、圧入に役立ちます。この方法では、特殊な工具を使用して、素材に直接パターンを転がしたり、切ったりする。
ローレット加工は、金属表面に盛り上がった模様をつける機械加工です。グリップを向上させ、装飾的なタッチを加え、圧入に役立ちます。この方法では、特殊な工具を使用して、素材に直接パターンを転がしたり、切ったりする。

プラズマ・アーク溶接は、集束アークを使用し て非常に高温のプラズマ・ジェットを発生させ るプロセスである。このジェットが金属を溶かし、溶接部を形成する。セットアップに応じて、アークはタングステン電極とワークピースの間、または電極とノズルの間に形成される。

昇華プリントは、液体の段階を経ることなく、固体の染料粒子を気体に変えるプロセスである。これは、熱と圧力が加えられることで起こる。ガスは金属表面のポリマー・コーティングに浸透し、染料分子を内部に閉じ込める。

医療溶接は、医療機器に使用される金属部品を接合する。通常の溶接とは大きく異なる。部品はより小さくなり、要求もより厳しくなります。目標は、強度が高く、清潔で、信頼性の高い接合部を作ることです。これらの接合部は滅菌処理に対応しなければならず、多くの場合、人体に直接触れることになります。

最適な旋盤加工は、部品の形状、必要な表面仕上げ、生産量によって異なります。荒旋盤加工は、多くの材料を素早く除去します。仕上げ旋盤加工は、表面を滑らかにします。テーパー加工、輪郭加工、ねじ切り加工は、特定の形状を作ります。ボーリングと溝加工は、内径と外径の切削に対応します。それぞれの種類には明確な目的がある。
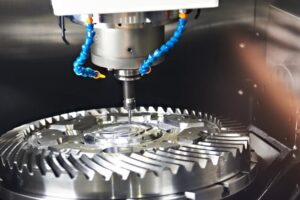
フライス加工は、機械がどのように材料を切削し、形を整え、仕上げるかを説明するものである。それぞれのタイプには、独自の用途と利点がある。一般的な加工には、フェースフライス加工、ペリフェラルフライス加工、スロット加工、ミルを使った穴あけ加工などがある。表面仕上げに重点を置く加工もあれば、材料を素早く除去したり、部品を成形したりする加工もある。

手作業によるフライス加工は、手で操作するフライス盤で加工物を成形するプロセスである。フライス盤は回転するカッターを使い、材料を取り除き、平らな面、溝、穴、またはより複雑な形状を形成する。コンピュータプログラムに従って加工を行うCNCフライス加工とは異なり、手動フライス加工は機械工の技術と調整力に依存する。
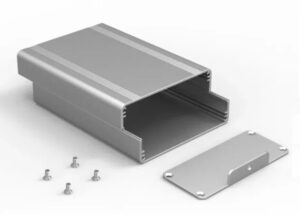
6063アルミニウムは、6000シリーズの中で最も一般的な合金の一つです。強度が高く、耐食性に優れ、表面仕上げが滑らかです。機械的特性と化学的特性の組み合わせにより、性能と外観の両方が不可欠な産業で人気があります。

旋盤にはさまざまなタイプがあり、それぞれに役割がある。エンジン旋盤は一般的な切削加工を行い、タレット旋盤は繰り返し部品の加工速度を向上させる。CNC旋盤は精度と自動化をもたらします。工具室旋盤や立旋盤のような特殊旋盤は、独自の作業を処理します。それぞれのタイプは、異なる生産ニーズと部品サイズに対応します。

金型は主に、溶けた素材や柔らかい素材を決まった形に成形する。一般的な例としては、射出成形や鋳造がある。これに対して金型は、シートメタルを正確に切断、型押し、成形するために使用される。どちらのツールも製品を効率的に作るのに役立ちますが、使用する材料や方法は異なります。

ゴム射出成形は、熱と圧力を使ってゴムを完成部品に成形するプロセスである。それは、通常、ストリップまたはペレットの生のゴムから始まります。これらは射出装置に供給され、柔らかくしなやかになるまで加熱される。準備が整うと、ゴムは高圧下で密閉された金型に注入される。金型のキャビティは、最終的な部品に合わせて成形される。

ワッシャーは小さいが、機械的な組み立てに不可欠な部品である。中心に穴のあいた薄い平らな板で、ねじ、ボルト、ナットの周りにはめ込む。ワッシャーは、ファスナーがより効果的に表面を接続するのに役立ちます。締め付けによる力を分散させ、摩耗を減らし、長期にわたって接合部の安全性を保ちます。

超精密機械加工とは、非常に厳しい公差を持つ部品を製造するプロセスであり、ミクロン、あるいはサブミクロンの範囲であることが多い。ミクロンは1000分の1ミリメートルである。従来の機械加工ではわずかな誤差が許容されますが、超精密機械加工ではこのような誤差はほとんどありません。そのため、部品は完璧にフィットし、スムーズに動き、確実に機能するのです。
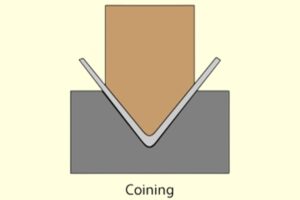
メタルコイニングは、金属を高圧で金型に押し込む成形プロセスです。この圧力により、材料は金型の細部に流れ込み、形状、エッジ、表面パターンを正確にとらえます。この工程は金属の再結晶温度以下であるため、ひずみ硬化によって部品が強化されます。

精密溶接は、金属部品に微細で正確な接合部を作ります。通常の溶接とは異なり、高度なツールと制御された熱を使用して正確な結果を出します。主な目的は、強度と外観において厳しい公差を満たす溶接を行うことです。これにより、デリケートな部品を、近くの材料を傷つけることなく接合することができます。

電解腐食は、湿潤または導電性の環境で、ステンレ ス鋼が電流によって破壊されることで起こる。電流は、他の金属との接触、浮遊電 気、環境中の荷電粒子などから発生する。腐食が発生すると、電子が金属上の異なる領域間を移動し、陽極と陰極が形成される。陽極では材料が失われ、ピット、クラック、表面の菲薄化として現れます。