ろう付けと溶接の主な違い
ろう付けと溶接のどちらかを選択する際には、いくつかの重要な要素を考慮する必要がある。それぞれの方法には明確な長所と短所があり、特定の用途に適しています。
ジョイントの強度と耐久性
溶接は、母材を溶かして融合させるため、より強固な接合を生み出します。このため、溶接継手は高応力または耐荷重用途に理想的です。
ろう付けは依然として強度が高いが、ろう材に依存しており、母材を溶かさないため、接合部の強度は低くなる。
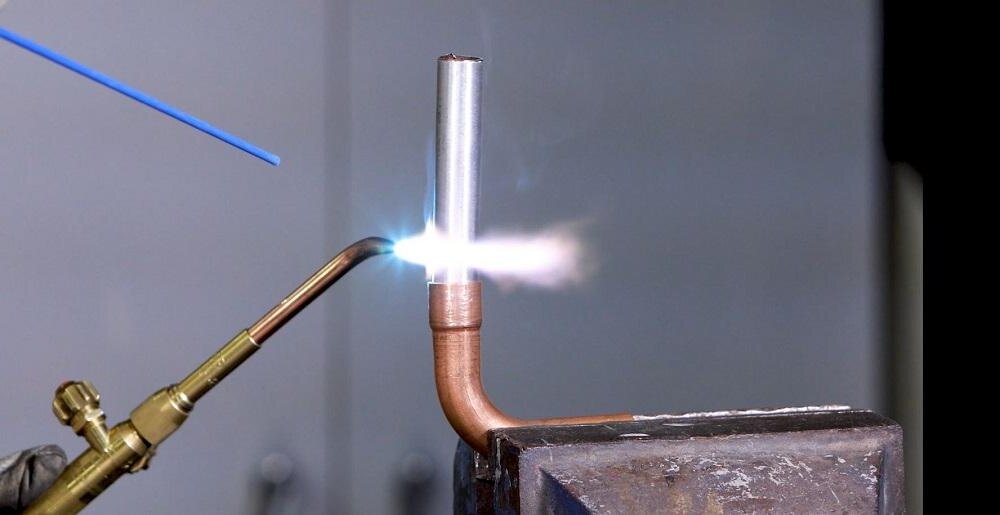
温度と熱効果
溶接ははるかに高い温度を必要とし、多くの場合、母材を溶かす。そのため、薄い素材や熱に弱い素材に反りや損傷を与えることがある。
ろう付けは低温で行われるため、歪みのリスクが少なく、デリケートな部品に適している。
素材適合性
ろう付けは、銅と鋼の接合など、異種金属との接合に適しています。また、薄い部品や複雑な部品にも適しています。
溶接は、似たような金属や厚い材料には適しているが、融点や熱膨張の違いから、異種金属では苦労する。
美観と精度への配慮
ろう付けは、最小限の仕上げ作業で、よりきれいで滑らかな接合部を作り出します。外観が重要な用途に最適です。
溶接は、粗い面や凹凸のある面を残すことがあるため、追加の研削や研磨が必要になる。
コストと生産効率
ろう付けは一般に、小規模または繊細なプロジェクトでは、エネルギー使用量が少なく、設備がより単純であるため、安価である。
溶接は、強度が重要視される大規模用途やヘビーデューティー用途では、より高価で費用対効果が高い。
ろう付けと溶接の比較:考慮すべき要素
ろう付けと溶接のどちらを選ぶかは、プロジェクトの成否を左右します。どちらの方法がお客様のニーズに最も適しているかは、いくつかの重要な要素によって決まります。
アプリケーションと性能要件
ジョイントがどのように使用されるかを考えてください。高い応力、極端な温度、振動に直面するでしょうか?溶接継手は直接張力によく耐え、ろう付け継手は振動によく耐える。
接合部に水密性が必要かガス密閉性が必要かを確認する。どちらの方法でも密閉接合は可能だが、用途が重要である。ろう付け接合は配管や冷凍に適しており、溶接接合は高圧容器に適している。
作業環境も考慮してください。接合部は化学薬品、塩水、極端な温度などにさらされるのでしょうか?ろう付け継手の中には高温で弱くなるものもあるが、溶接継手の方が耐食性に優れている場合もある。
素材の種類と厚さ
接合する材料によって、最適な方法が決まることが多い。一般に、厚さ1/16″以下の薄い材料は、バーンスルーや反りを避けるため、ろう付けが適している。
銅と鋼、アルミニウムとステンレス鋼のような異種金属には、通常、ろう付けが唯一の有効な選択肢となる。これらの組み合わせの溶接は困難か不可能です。
非常に厚い材料は、一般的に溶接が好 まれ、高荷重に耐える完全な融着結合ができ る。溶接の高熱は、厚い部分をよりよく貫通する。
生産量とコストの制約
単発のプロジェクトや少量生産の場合は、すでに持っている設備を検討しましょう。ろう付けにはあまり高価でない工具が必要な場合が多いが、溶接にはより専門的な器具が必要な場合がある。
大量生産では、スピードが鍵となる。MIGのように、スピードが出せる溶接法もある。炉ろう付けは、多数の小部品を一度にバッチ処理する場合に効率的である。
人件費を忘れないこと。溶接には一般的に熟練した労働力が必要で、特に複雑な接合部の場合は、プロジェクトの総費用に大きな影響を与える可能性があります。