
小型サーボプレス:用途、選択、利点
小型サーボプレスは、電動サーボモーターを使用して、動き、力、位置を正確に制御します。オイルや空気に頼る代わりに、プログラム可能な電子制御を使用します。これにより、ユーザーはより優れた柔軟性と再現性のある結果を得ることができます。精度、データトラッキング、一貫した力制御を必要とする産業に適しています。
小型サーボプレスは、電動サーボモーターを使用して、動き、力、位置を正確に制御します。オイルや空気に頼る代わりに、プログラム可能な電子制御を使用します。これにより、ユーザーはより優れた柔軟性と再現性のある結果を得ることができます。精度、データトラッキング、一貫した力制御を必要とする産業に適しています。

今日の製造業は、以前よりも小さく、軽く、正確な部品を作る必要があります。従来の機械式プレスや空圧プレスでは、必要な制御ができないことがよくあります。


今日、多くの組立ラインが同じ問題に直面している。エンジニアは、締め付け品質にばらつきがあるのを見ている。また、工具の摩耗も早い。空気圧および油圧システムは、しばしば


サーボプレスは、メーカーが精密成形を行う方法を変えつつあります。これらの機械は、プログラム可能な動き、リアルタイムのフィードバック、高いエネルギー効率を使用しています。この組み合わせは、オペレーターに以下を提供します。


現代の製造業は、ゼロに近い不良率とミクロン単位の精度がもはやオプションではなく、必要不可欠な時代に突入している。EVモーターの組み立てであろうと、


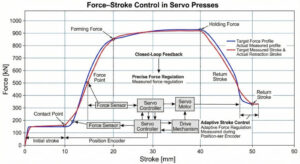
現代の金属成形には、精度、柔軟性、そしてエネルギーの有効利用が必要です。サーボプレスは、フォースストローク制御によってこれらのニーズに応えます。この技術により、エンジニアは、プレスの設定と

プレスシステムは、現代のシートメタル成形の基礎です。メーカーがより高い精度、より速いサイクルタイム、よりインテリジェントな自動化を目指す中、次の2つの技術が注目されています。
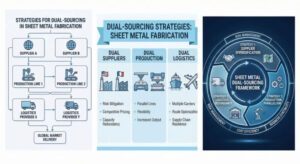
デュアルソーシングは、現実的な解決策を提供する。このアプローチは、同じ部品や工程について、2つの有能なサプライヤーを承認することを意味する。一方のサプライヤーに問題が発生しても、もう一方のサプライヤーは生産を継続できる。このセットアップにより、リスクを軽減し、注文を継続することができる。


板金サプライヤーを選ぶ際、しばしば価格とリードタイムが議論の大半を占めます。しかし、長期的な成功を真に決定づけるのは、サプライヤーのエンジニアリング能力である。