
アルミニウムのレーザー溶接:技術、パラメータ、および利点
アルミニウムのレーザー溶接は、集光したレーザービームでアルミニウム片を溶かして接合します。熱は小さな領域に集中し、狭く深い溶接部が形成されます。アルゴンやヘリウムなどのシールド・ガスが、溶融金属を空気汚染から保護します。このプロセスは、薄いシートでも厚い部分でもうまく機能し、一貫した再現性のある結果をもたらします。
アルミニウムのレーザー溶接は、集光したレーザービームでアルミニウム片を溶かして接合します。熱は小さな領域に集中し、狭く深い溶接部が形成されます。アルゴンやヘリウムなどのシールド・ガスが、溶融金属を空気汚染から保護します。このプロセスは、薄いシートでも厚い部分でもうまく機能し、一貫した再現性のある結果をもたらします。
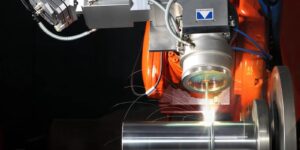
レーザー溶接は、集束した光ビームを使用して金属表面を溶かし接合する。ビームは、制御された小さな領域に熱を加え、深く狭い溶接部を形成し、熱が近くの材料に広がるのを制限します。薄い部分、繊細な部品、複雑な形状に有効です。

レーザー溶接は、集束した光線を使用して金属を溶かし接合する。TIG溶接は、タングステン電極とガスを使用して溶接を形成する。レーザー溶接は速く、クリーンで、自動化に適している。TIG溶接は時間がかかるが、正確で柔軟性が ある。最適な選択は、作業の種類、材料、スピードと制御の必要性によって決まる。
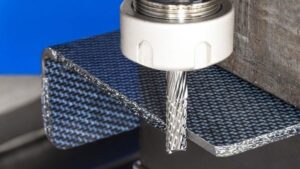
複合材CNC加工は、炭素繊維やグラスファイバーのような強靭な素材を切削・成形するために高度な機器を使用します。特殊な工具と方法により、工具の摩耗を減らし、部品の強度を保ちます。このプロセスにより、航空宇宙、自動車、医療などの産業向けの軽量部品を作ることができます。

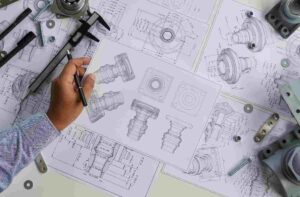
製造のための設計(DFM)とは、製造が容易で費用対効果の高い製品を設計することである。その目的は、コストを削減し、生産をスピードアップし、後々の問題を回避することである。DFMは設計の細部にまで目を配り、それが工場で使用される工具、機械、材料に適合するかどうかをチェックする。

レーザービーム加工(LBM)は、集光ビームを使用して材料を除去する非接触プロセスである。レーザーはワークピースの小さな領域を加熱します。材料は溶融または気化する。ビームは設定により、切断、穴あけ、彫刻が可能です。

熱処理鋼とは、特定の方法で加熱・冷却し、内部構造を変化させた鋼のことである。これは、凝固と冷却の間に形成される結晶粒で構成される鋼の微細構造を変化させることによって機能する。その目的は、これらの結晶粒がどのように形成され、どのように変化するかを制御することである。

フライス盤は回転する工具を使って材料を切削・成形するのに対し、旋盤は固定された工具で材料を回転させながら成形する。フライス盤は平らな部品、複雑な部品、角度のある部品に最適で、旋盤は丸い部品、円筒形の部品、ねじ切りされた部品に適しています。それぞれの機械をいつ使うかを知っておけば、時間を節約し、ミスを避けることができる。

黒リン酸塩皮膜は化学変化プロセスである。黒リン酸塩皮膜は、濃い灰色または黒色のリン酸塩の結晶層を鋼鉄に薄くコーティングするものです。これは、リン酸とその他の化学物質を加えた高温の混合液に部品を浸すことで起こります。コーティングは金属に付着し、わずかにざらざらした感触の保護表面を作ります。

連続鋳造とは、溶けた金属を止めることなく固い形にするプロセスである。金属は動く鋳型に流し込まれる。鋳型の冷たい壁に触れると、金属は冷え始め、固い外殻を形成する。その後、ローラーが部分的に固まった金属を下方に引っ張りながら冷やし続けます。完全に固まると、金属は一定の長さに切断される。

メタルバインダージェッティングは、積層造形プロセスである。ビルド・プラットフォーム上に金属粉末を薄く敷き詰めることから始まる。プリントヘッドが表面上を移動し、選択した領域に液体バインダーを付着させる。このバインダーが粉末をつなぎとめる。その後、別の粉末の層が追加され、プロセスが繰り返される。

ステンレスの黒化処理とは、ステンレスの表面 を暗い色に変えることである。これには、化学的、電気化学的、熱に よる方法がある。これらの方法によって、金属上に薄く強固な黒い層が形成されます。塗装とは異なり、この層は剥がれたり欠けたりしません。使用する技法によって、光沢のある仕上がりにもマットな仕上がりにもなる。

クロームメッキは、光沢のある仕上げを与え、錆から保護する金属コーティングです。ステンレス・スチールは、腐食や汚れに強い金属です。クロームは明るく滑らかに見えますが、それは他の金属の上に薄い層を重ねただけです。ステンレススチールは全体的に丈夫で、余分なコーティングは必要ありません。どちらもユニークな用途と利点がありますが、特性とコストは異なります。

OEM金属加工は、企業の設計に基づいてカスタム金属部品やアセンブリを作成するプロセスです。切断、曲げ、溶接、仕上げなどの工程が含まれる。これらの部品は、OEMのブランド名を冠した製品に使用される。主な目的は、デジタルファイルを、品質と性能のニーズを満たす、実際に機能する部品に変えることです。

垂直フライス加工は、スピンドルが切削工具を垂直に保持する切削プロセスです。工具は上下に動いて材料を除去する。ワークピースはマシンテーブル上に固定され、左右や前後に動くことができる。