アクリル素材の種類
アクリル素材にはいくつかの種類があり、それぞれに長所があります。適切な種類を選ぶことは、部品の外観、感触、性能に影響します。
キャストアクリル
鋳造物のアクリルはより透明、より強い。それはきれいに機械で造り、それに磨かれた一見か堅い許容を必要とする部品のための理想をする割れることに抵抗する。
押出アクリル
突き出されたアクリルはより安く、形作ることは容易である。それはより多くの厚さの変化があり、鋳造物のアクリルより柔らかい。高い精度を必要としない部品に適しています。
光学グレード・アクリル
このタイプはレンズ、ライトガイド、ディスプレイカバーに使用される。光透過率が高く、歪みが少ない。透明度を維持するため、加工時の取り扱いに注意が必要です。
衝撃修正アクリル
このアクリルには強靭性が加えられており、応力が加わっても割れにくくなっています。ハウジングや安全カバーのように、振動や繰り返しの取り扱いにさらされる部品に適しています。
CNC加工に関連するアクリルの特性
アクリルには、CNC加工に適した特有の特徴があります。これらを知ることで、加工時に正しい設定と工具を選択することができます。
耐紫外線性
アクリルは日光による黄変や分解に強く、屋外の看板やカバー、照明部品に適している。
強度と剛性
アクリルは強く、形状をよく保持する。あまりたわまないので、切断や穴あけの際に精度を保つのに役立つ。
透明性
アクリルは高い光透過率を提供する。クリアグレードはガラスのように見えるが、重量は軽い。適切な加工と研磨により、エッジは透明で滑らかな状態を保つことができる。
熱挙動
アクリルは熱を加えると軟化します。加工中に熱を加えすぎると、溶融や反りの原因になります。鋭利な工具と制御された速度が、熱の蓄積を防ぐのに役立ちます。
耐薬品性
アクリルは多くのクリーナーや穏やかな化学薬品に耐性がある。しかし、溶剤によってはひび割れや白濁の原因となるものもあるので、素材選びは重要です。
表面仕上げの特徴
アクリルは研磨や火炎仕上げに適しています。CNC加工の後、滑らかで光沢のあるエッジと表面を最小限の余分な作業で達成することができます。
アクリルCNC加工プロセス
アクリル部品の成形には、さまざまなCNC加工プロセスが使用されます。各工程には独自の特徴があり、特定の作業に最適です。
フライス加工
フライス加工 回転する切削工具で、アクリル材を除去する。平らな面、複雑な形状、溝、ポケットを作ることができます。CNCフライス加工は精密かつ効果的で、深さや形状を正確にコントロールすることができます。
旋回
旋回 固定された切削工具で層を除去しながら材料を回転させることで、丸いアクリル部品を成形します。この工程は、ロッド、チューブ、リングのような円筒形の部品に最適です。それは滑らかな表面を速く、正確に作り出す。
掘削
ドリルでアクリル部品にきれいで正確な穴を開ける。 CNCドリル加工 は、穴が計画通りに正確に配置されることを保証します。ひび割れや欠けを防ぎ、小径の穴でも常に良好な結果が得られます。
彫刻
彫刻 は、CNCツールを使用して、アクリル表面に正確な文字やパターンをエッチングします。このプロセスは、読みやすい正確で明確なマーキングを提供します。アクリル製品のロゴ、ラベル、装飾的な細部によく使用されます。
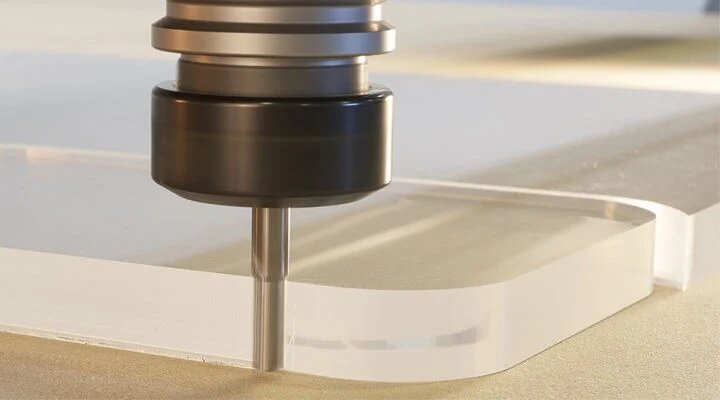
切断
CNC切断 は、アクリル板を正確な形状にスライスするために、ルータービットやレーザーなどのツールを使用する。ルータービットはきれいに磨かれたエッジを作り出し、レーザーは正確なカットを素早く作り出します。どちらの方法でも、最終部品や試作品に理想的な滑らかで一貫性のある仕上がりが得られます。

")