板金の折り曲げは複雑に思えるかもしれません。最良の結果を得るには、適切な技術を知る必要があります。多くのメーカーは、正確な折り曲げを実現するために支援を必要としており、製品の欠陥やコストの増加につながっています。これらの基本を理解することで、時間とコストを節約し、製品の品質を向上させることができます。
板金折り曲げでは、金属板を曲げて希望の形状を作ります。これは多くの製造プロセスで重要なステップです。特定のツールを使用することで、正確な角度と一貫した結果を実現できます。
重要な基本事項について興味がありますか? 読み続けてください。
適切な材料を選択することは、板金の折り曲げを成功させる上で非常に重要です。板金の種類ごとに独自の特性があり、それが折り曲げ方や製造時の使用方法に影響します。
スチール
アルミニウム
銅
真鍮
厚さ(ゲージ)
耐久性
柔軟性
耐腐食性
プロジェクトで正確かつ効率的な結果を達成するには、板金折り曲げの基本を理解することが不可欠です。
板金折り曲げにおける重要な技術を理解することで、正確で一貫したプロジェクト結果を実現できます。
板金折り曲げ工程の成功と精度には、いくつかの要因が影響します。これらを理解することで、より良い結果を得ることができます。
金属板の種類と厚さは、折り曲げ時の動作に大きく影響します。材料によって、可鍛性、強度、反発力のレベルが異なります。たとえば、スチールはアルミニウムに比べて曲げるのに大きな力が必要です。材料が厚いほど、より高い圧力が必要になり、正確に折り曲げるのが難しくなります。常に材料の特性を考慮し、それに応じてプロセスを調整してください。
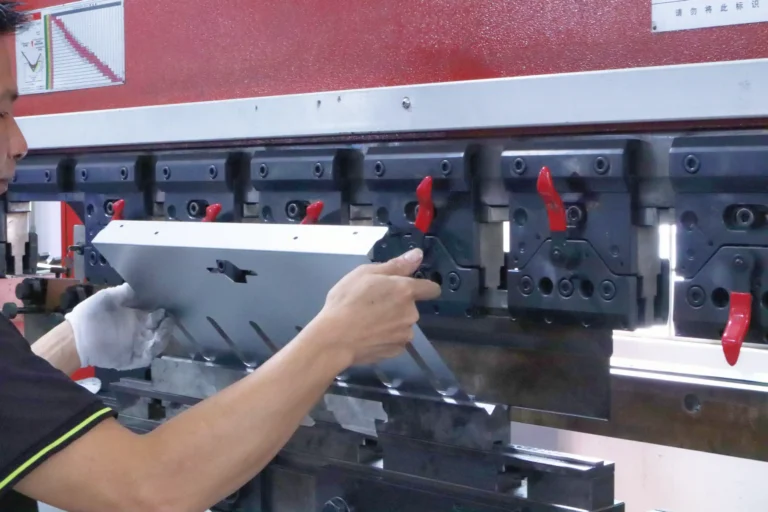
効果的な折り曲げには、適切なツールの選択が不可欠です。パンチとダイは、材料の種類と希望する曲げ角度に適合している必要があります。エアベンディング、ボトミング、コイニングなどの特定の用途向けに、さまざまなツールが設計されています。適切なツールを使用すると、精度が確保され、材料を損傷するリスクが軽減されます。
板金の折り曲げにはいくつかの課題があります。一般的な問題とその解決策を知っておくと、より良い結果を得ることができます。
板金折り曲げ作業では安全性が最も重要です。適切な安全プロトコルに従うことで、事故を防ぎ、安全な作業環境を確保できます。
板金作業を行う際には、適切な個人用保護具(PPE)を着用することが不可欠です。これには以下が含まれます。
現代の折りたたみ機には、オペレーターを保護するためのさまざまな安全機能が装備されています。
板金折り曲げの基本をマスターすることは、プロジェクトで高品質、正確、かつ効率的な結果を得るために不可欠です。材料の選択、重要な技術、影響要因、接合の問題を理解することで、製造プロセスを向上させることができます。安全性を優先し、さまざまな業界での板金折り曲げの実際の用途を認識することで、信頼性が高く耐久性のある製品を製造できるようになります。
信頼できる板金部品メーカーが必要ですか? Shengen にお任せください。当社は板金のレーザー切断、曲げ、表面仕上げ、CNC 加工を専門としています。 シェンゲンに連絡を取る 今日、専門家に助けを求める!
曲げ半径は、板金の曲げ部分の内側の曲線です。これにより、ひび割れや過度のストレスなどの損傷を起こさずに金属をどの程度強く曲げることができるかが決まります。
適切な折り曲げ技術の選択は、材料の種類、必要な曲げ角度、精度要件、生産量などの要因によって異なります。エアベンディング、ボトミング、コイニングなどの技術は、さまざまな用途に有利で適しています。
一般的な問題のトラブルシューティングを行うには:
最も恩恵を受ける業界は次のとおりです。
材料の厚さは、曲げに必要な力、曲げ半径、ひび割れやスプリングバックなどの問題の可能性に影響します。材料が厚いほど、正確な曲げを実現するために、より大きな圧力と慎重な取り扱いが必要になります。
その他のリソース
曲げ半径を理解する – 出典: Wikipedia
エアベンディング vs. ボトミング – 出典: コマスペック
板金材料特性 – 出典: クリックメタル
過去10年間、私はさまざまな形態の板金加工に没頭し、さまざまなワークショップでの経験から得たクールな洞察をここで共有してきた。
レーザー切断、曲げ加工、溶接、表面処理技術を専門とし、板金加工において10年以上の実務経験があります。シェンゲンのテクニカルディレクターとして、複雑な製造上の課題を解決し、各プロジェクトにおける革新と品質の向上に尽力しています。
1営業日以内にご連絡いたします。接尾辞が"@goodsheetmetal.com "のメールにご注意ください。