リベッティング方法の種類
リベッティング方法には、直接リベッティングと間接リベッティングの2つの主なタイプがある。この2つの選択は、材料、用途、生産ニーズによって決まる。両方の方法を詳しく調べてみよう。
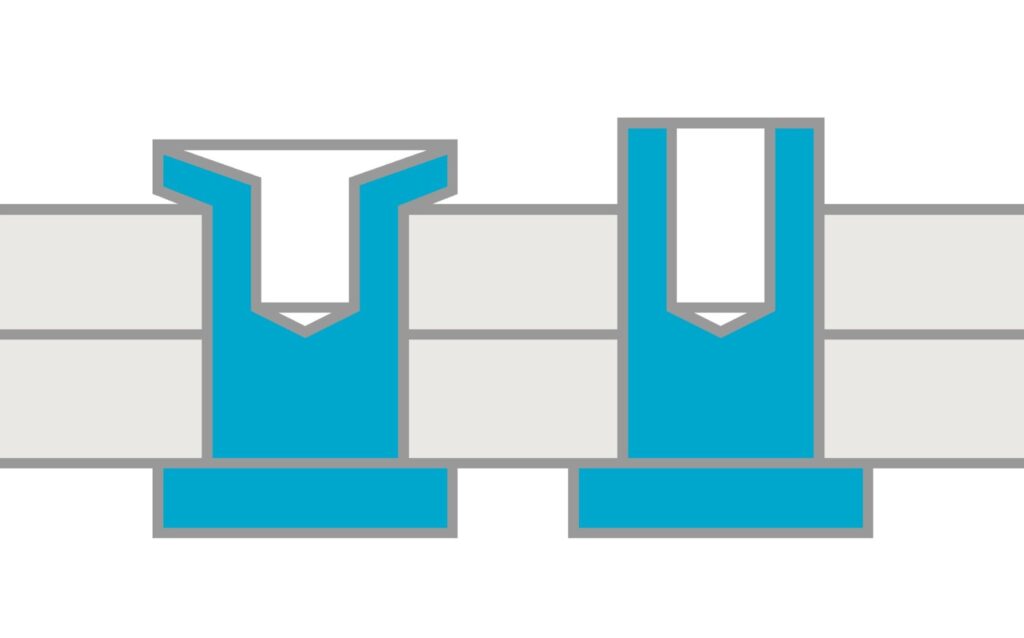
ダイレクト・リベット
直接リベット打ちはリベット打ちの最も一般的で簡単なタイプである。この方法では、リベットは材料に直接置かれ、リベットを拡張して接合部を固定するために圧力が加えられる。
この高速かつ効率的なプロセスは、高速かつ大量に生産される大量生産環境に最適です。 アセンブリ が必要だ。
間接リベット
間接リベッティングは余分なステップを含む。この方法では、リベットはまずホルダーまたは固定具に置かれる。固定具はリベットが材料に挿入される前にリベットの位置決めを助けます。それはリベットがプレス段階で正しく位置合わせされることを保証します。
間接リベッティングはより複雑な用途に使用される。余分な精度が要求される場合、またはリベットを困難な場所に配置する必要がある場合に役立ちます。この方法はリベットの挿入と拡張をより良く制御することを可能にし、より強い接合を作ります。
プレス・リベットの利点
プレス・リベッティングには、製造業に人気のある選択肢となる多くの利点があります。強度と耐久性からコスト削減まで、生産でプレス・リベッティングを使用する主な利点を見てみよう。
丈夫で耐久性のあるジョイント
プレス・リベットの最も重要な利点の一つは、強く耐久性のある接合部を作る能力である。この工程は、リベットが材料内部で正しく膨張し、安全で長持ちする接合を作ることを確実にします。
プロセスの費用対効果
プレス・リベッティングは、多くの製造業者にとって費用効果の高い解決策です。高価な装置やユニークな材料を必要としないので、溶接のような方法より手頃な価格になります。この工程はまた、リベットがあらかじめ開けられた穴に完全に適合するので、材料の無駄を減らします。
生産のスピードと効率
プレス・リベッティングは高速で効率的であり、製造業者が大量の部品を素早く作ることを可能にする。工程は自動化でき、毎回一貫した結果を保証する。プレス・リベッティングにより、製造業者は組立ラインを合理化し、全体的な生産性を改善することができる。
最小限の後処理
リベットが挿入されセットされると、通常、余分な加工はほとんど必要ない。プレス・リベットによる接合は強力で、多くの場合何も必要としない。 仕上げ.
プレス・リベットの条件
プレス・リベット加工を成功させるためには、強靭で確実な接合部を確保するために、特定の要素を考慮しなければならない。以下はプレス・リベット打ちの主要な要件である。
パイロットホールの準備
パイロット・ホールは、プレス・リベット・プロセスに不可欠である。これらの穴は接合される材料に注意深く開けられなければならない。穴のサイズと配置は、リベットが正しく適合し、圧力が加えられたときに必要に応じて拡張することができるように、正確でなければなりません。
穴が大きすぎたり小さすぎたりすると、接合部が弱くなったり不揃いになったりします。リベット打ちを成功させるためには、穴が正しく位置し、必要な大きさを満たしていることを確認することが不可欠です。
ワークピースの材料特性
接合される材料の特性も、プレス・リベッティング・プロセスで重要な役割を果たす。材料は、リベッティング中に加えられる圧力を処理するのに十分な強さと厚さが必要である。
アルミニウムのような柔らかい材料は、損傷を避けるために、より柔らかいリベットか別の材料が必要になるかもしれない。材料はまた、使用されるリベット・タイプに適合すべきである。異なる材料は圧力下で様々な方法でリベットと相互作用する。
ジョイント形状の検討
接合部の設計は、リベットの選択と同様に極めて重要である。穴の数と配置のような接合部の形状は、注意深く計画される必要がある。これは、リベットからの圧力が均等に広がることを保証するのに役立ちます。
不規則な継ぎ目の設計は弱点につながり、リベットを効きにくくする。設計はまた、リベットを挿入して適切に押圧するために、リベット・マシンが容易にアクセスできるようにすべきである。