プロジェクション溶接の仕組み
プロジェクション溶接では、熱と圧力が協力して強力な結合を生み出す。加圧しながら金属部品に電流を流す。盛り上がった突起が電流の流れに焦点を合わせ、特定の箇所を急速に加熱する。
プロジェクション溶接の原理
プロジェクションは小さな避雷針のような働きをする。電気抵抗に焦点を当て、必要な場所に正確に熱を発生させます。プロジェクションが熱を帯びて軟化すると、圧力によって部品が押し付けられ、各プロジェクション・ポイントに強固な溶接ナゲットが形成される。
関与する主要コンポーネント
プロジェクション溶接のセットアップには、主に3つの要素が必要だ:
- 正確な電流制御を実現する電源
- 圧力を加えて電気を通す電極
- タイミングと力を管理する制御システム
電極設計
電極は溶接プロセスを左右する。電極には、次のような条件がある:
- 電気を効率よく通す
- 均等な圧力をかける
- 摩耗や変形に強い
- ワークの形状に合わせる
水冷銅合金電極が最もよく機能することが多い。その設計は、溶接される部品と生産速度の要件に よって異なる。
ワークピースの準備
適切な部品前処理は、より良い溶接につながります。これには以下が含まれる:
- 酸化物のない清浄な表面
- 適切なサイズと形状の突起
- 一貫した素材の厚み
- 部品間の適切なはめあい
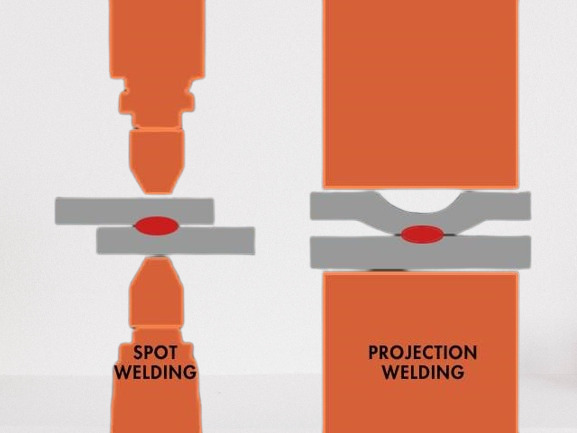
プロジェクション溶接の種類
プロジェクション溶接には、主に2つの選択肢があります。それぞれのタイプは、異なる生産ニーズや部品設計に適合します。
スポットプロジェクション溶接
スポット・プロジェクション溶接は、個々の溶接点を形成します。以下の用途に最適:
- 複数の別々の接続ポイントが必要な部品
- 溶接間隔が重要な用途
- 精密な熱制御を必要とするプロジェクト
この方法は、次のような場面で威力を発揮する。 自動車組立.ボディパネルの接合に役立つ、 括弧などのコンポーネントを迅速かつ確実に製造する。
連続プロジェクション溶接
連続プロジェクション溶接は、切れ目のない溶接線を作る。この技術は
- 部品を全長にわたって接合する
- 必要に応じて密閉シールを作成
- 大型ワークを効率的に処理
多くの家電メーカーがこの方法を採用している。容器を密閉したり、長い金属片を接合したりするのに最適だ。
各タイプの利点
スポット・プロジェクション溶接の提案
- 部品への低入熱
- サイクルタイムの短縮
- 電極消耗が少ない
- より正確なコントロール
連続プロジェクション溶接がもたらすもの
- より優れたシーリング性能
- 全体的な接合強度の向上
- 潜在的なリークポイントが少ない
- より滑らかな外観
プロジェクション溶接の用途
様々な産業が、プロジェクション溶接を活用し、製造上のユニークな課題を解決しています。その精度と信頼性により、重要な用途に最適です。
自動車産業
自動車メーカーはプロジェクション溶接に大きく依存している。その用途は以下の通りだ:
- ナットのボディパネルへの固定
- シートフレームの接合
- ブラケットとサポートの取り付け
- 建築用電気部品
1台の自動車に何千ものプロジェクション溶接が含まれることもある。この方法は、自動車メーカーが品質を維持しながら生産速度を上げるのに役立っている。
航空宇宙アプリケーション
航空宇宙分野では、すべての溶接が厳しい基準を満たさなければなりません。プロジェクション溶接は、次のような特長を備えています:
- 一貫した再現性のあるジョイントを作る
- デリケートな部品への熱によるダメージを最小限に抑える
- メカニカルファスナーと比較して軽量化
- 高強度接続の確保
航空機のエンジン、着陸装置、制御システムはすべてこの技術の恩恵を受けている。
電子機器製造
電子機器には信頼性の高い電気接続が必要です。プロジェクション溶接は、その一助となる:
- バッテリー端子の接合
- サーキットブレーカー部品の作成
- 電気接点の固定
- トランスコアの製造
プロジェクション溶接の精度は、デリケートな電子部品の損傷を防ぐ。
医療機器
医療メーカーがプロジェクション溶接を選ぶ理由はそこにある:
- 汚染のないクリーンな接合部を形成
- 完成品の滅菌が可能
- 鋭いエッジのない滑らかな表面を作る
- 極小で正確な接続を実現
手術器具から移植可能な機器まで、この方法は厳しい医療基準を満たしている。