製造性とプロセス効率
効率的な設計は、生産における時間とコストの両方を節約します。形状を単純化し、余分な工程を減らすことで、製造チームはより効率的に作業を進めることができます。
ジオメトリーの簡素化で生産時間を短縮
複雑な形状は、より多くの工具、機械のセットアップ、労働力を必要とする。曲げ、切り抜き、輪郭が増えるたびに生産は遅くなる。このようなことが多くの部品で発生すると、総影響は大きなものになります。
平らな面、より大きな半径、より少ない曲げは、部品の成形を容易にし、エラーを減らします。CNCパンチングでカスタム形状の代わりに円形または正方形の穴を使用することで、プログラミング時間を短縮し、特別な工具の必要性を回避することもできます。
スマートな設計による二次オペレーションの最小化
などの副次的な操作 バリ取り, 研削または余分な穴あけは、コストとハンドリングを増加させる。部品があるステーションから別のステーションに移動するたびに、効率は低下します。きれいな切り抜き、標準的な穴のサイズ、スムーズな移行で設計することで、余分な仕上げの必要性を最小限に抑えることができます。
例えば、標準的なパンチサイズを使用することで、後で特注の穴あけ加工をする必要がなくなります。鋭角のコーナーにRをつけると、ストレス・ポイントが減り、余分な研磨の必要がなくなります。場合によっては、タブやスロットを自己位置決めできるように設計することで、溶接時の固定具のセットアップを省くことができます。
許容範囲と適合性
公差を適切に管理することで、アセンブリの一貫性を保ち、手戻りを減らします。適切なバランスは、スムーズな組み立てと信頼性の高い性能を保証します。
板金工程における現実的な公差の設定
板金加工には自ずと限界がある。 レーザー切断 通常、±0.1 mm 程度の精度を保つことができるが、ベンドは±1°~±2°の誤差が生じることが多い。これらの値は生産における典型的な値であり、設計上の選択の指針となるべきものです。プロセスで達成できる公差よりも厳しい公差を要求すると、機能を向上させることなくコストが増加します。
設計者は、機能上必要な場合にのみ、厳しい公差を適用すべきである。例えば、ダボピンの穴には±0.05mmが必要かもしれませんが、ボルトの逃げ穴には±0.2mmが許容されます。このアプローチは、検査と品質管理を最も重要な特徴に集中させるのに役立ちます。
アセンブリのギャップとミスアライメントの防止
わずかなカットサイズや曲げ角度のズレでも、目に見える隙間やフィット不良につながります。100mmのフランジで1°の曲げ誤差が生じると、エッジが2mm近くずれるため、組み立て時にアライメントの問題が発生します。このような誤差は、しばしばオペレーターが手作業でパーツを調整することを余儀なくされ、生産を遅らせ、スクラップの可能性を高めます。
設計者は、部品にアライメント機能を組み込むことで、このような問題を減らすことができます。タブやスロットは、溶接や締結の際に部品を所定の位置に誘導します。特大の逃げ穴は、ボルトやリベットに必要なスペースを与えます。位置決めピンは、最終接合前に部品が正しく固定されるようにします。
穴と切り抜きデザイン
うまく配置された穴や切り抜きによって、アセンブリは作りやすくなり、使用時の強度も高まります。穴の大きさ、間隔、サポート機能の入念な計画は、製造性と耐久性の両方を向上させます。
穴のサイズとエッジへの近さの最適化
縁に近すぎる位置に穴を開けると、板金が弱くなり、亀裂が入る危険性が高くなる。標準的なガイドラインは、穴の中心を端から材料厚の少なくとも2倍離すことである。例えば、2mmの薄板の場合、最小距離は4mmである。
また、穴の直径はシートの厚みより小さくならないようにする。こうすることで、工具の摩耗を防ぎ、パンチングやレーザー切断時の歪みを避けることができます。穴が推奨よりも小さい場合、二次的な穴あけ加工が必要になり、コストと時間がかかります。標準的なパンチやレーザーのサイズに合わせて穴を設計することで、より迅速で正確な生産が可能になります。
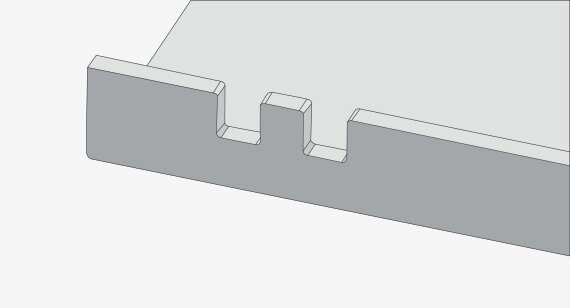
組み立てに効果的なノッチとタブの設計
切り欠きとタブは、組み立て時に部品の位置と接続を助けます。うまく設計されたタブは、自己固定機能として機能し、追加の治具や固定具の必要性を減らすことができます。タブの幅を材料厚の2~3倍にするのが、ハンドリングや接合時の強度を保つための良いルールです。
切り欠きは、鋭利な内角を避けなければならない。0.5~1mm程度の小さなRをつけることで、応力がより均等に分散され、長期耐久性が向上する。大型アセンブリの場合、インターロック・タブとノッチが部品を所定の位置に誘導し、アライメントをより迅速かつ確実にします。