Ottenere piegature precise nelle lamiere può rendere il vostro progetto più o meno difficile. La tolleranza di piegatura influisce sulle dimensioni dei pezzi, sull'uso del materiale e sull'assemblaggio. Questa guida vi aiuterà a capire cos'è la tolleranza di piegatura, perché è importante e come potete usarla per ottenere risultati migliori.
Per capire chiaramente come funziona l'indennità di curva, dobbiamo esaminare i fattori chiave che la influenzano. Inoltre, dobbiamo esaminare i modi più semplici per calcolarlo. Infine, esaminiamo alcuni esempi pratici. Questo ci aiuterà a realizzare curve sempre precise.
Che cos'è il Bend Allowance in Lavorazione della lamiera?
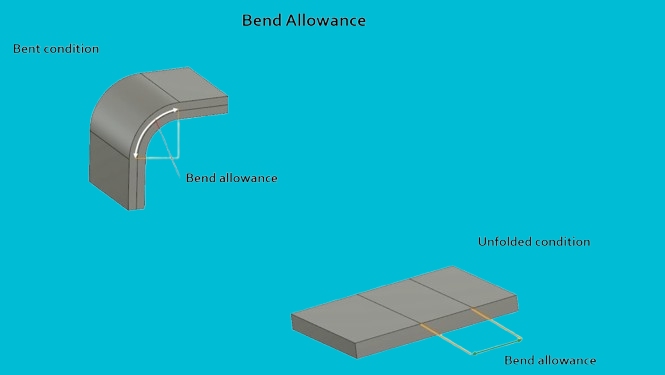
Il margine di piegatura è la lunghezza curva del metallo tra le linee di piegatura. Indica la quantità di materiale necessaria nell'area di piegatura. Quando il metallo si piega, si allunga leggermente sul lato esterno e si comprime sul lato interno. Il margine di piegatura misura questa variazione.
La tolleranza dipende da fattori quali il tipo di materiale, lo spessore, l'angolo di piegatura e il raggio interno. Ogni piegatura in un pezzo aggiunge lunghezza e ignorare questo aspetto porta a dimensioni errate. Calcolando la tolleranza di piegatura, è possibile regolare il modello piatto prima della piegatura. In questo modo è possibile assicurarsi che il pezzo finito venga realizzato correttamente.
La scienza dietro la tolleranza di piegatura
Per piegare la lamiera in modo accurato, è necessario sapere cosa succede all'interno del materiale. Questi cambiamenti influenzano la forma, la lunghezza e l'adattamento del pezzo finale.
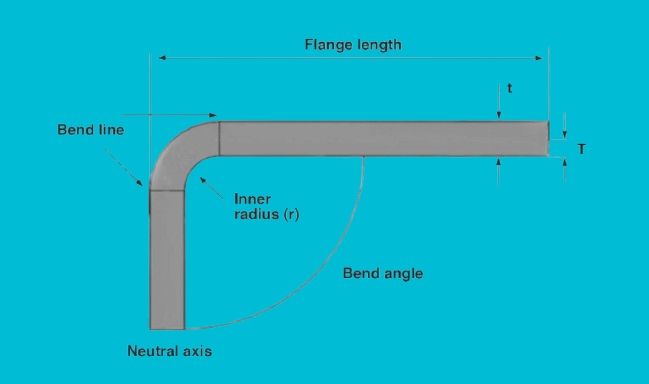
Spiegazione della linea di piegatura e dell'asse neutro
La linea di piegatura segna l'inizio della curva. Su un lato di questa linea, il metallo si comprime. Dall'altro lato, si allunga. Tra i due si trova l'asse neutro. Questa linea rimane della stessa lunghezza anche quando il metallo si piega.
Per la maggior parte delle curve, l'asse neutro si sposta verso l'interno della curva. Non è centrato. Ad esempio, in una curva a 90° su acciaio di 1,0 mm di spessore, l'asse neutro si trova spesso a circa 0,4 mm dalla superficie interna. Questo valore varia a seconda del tipo di materiale e del raggio di curvatura.
Il fattore K e il suo ruolo nel calcolo della tolleranza di curvatura
Il Fattore K definisce la posizione dell'asse neutro. Si calcola con questa formula:
K = t / T
- t = distanza tra la superficie interna e l'asse neutro
- T = spessore del materiale
Valori comuni del fattore K:
- Alluminio morbido (5052-H32): Da 0,33 a 0,42
- Acciaio laminato a freddo (SPCC): da 0,40 a 0,50
- Acciaio inossidabile (304): Da 0,45 a 0,50
- Titanio grado 2: da 0,30 a 0,35
Supponiamo di lavorare con acciaio laminato a freddo di 2 mm di spessore e che il fattore K misurato sia 0,45. L'asse neutro si trova a 0,9 mm dalla superficie interna. Questi dati aiutano a garantire che il calcolo della lunghezza del modello piatto sia preciso.

Fattori chiave che influenzano l'indennità di piega
Diversi fattori influenzano la quantità di materiale necessaria per una piegatura. Ognuno di essi modifica il modo in cui il metallo si allunga e si comprime durante la formatura.
Il tipo di materiale e il suo impatto
I diversi metalli si allungano in modi diversi. I materiali più morbidi, come l'alluminio, si piegano più facilmente e richiedono meno forza. I metalli più duri, come l'acciaio inossidabile, richiedono una forza maggiore e possono ritorno a molla più dopo la piegatura.
Ad esempio, l'alluminio 5052 si piega facilmente e spesso si utilizza un raggio di curvatura inferiore. L'acciaio inox 304 resiste maggiormente alla piegatura e richiede un raggio di curvatura maggiore per evitare cricche. La duttilità e la resistenza alla trazione del materiale sono fondamentali per capire come reagisce sotto pressione.
Se si deve piegare un acciaio ad alto tenore di carbonio, è necessario aggiungere una tolleranza maggiore per evitare una piegatura eccessiva o una distorsione del pezzo. Considerate sempre le proprietà meccaniche del metallo.
Spessore della lamiera
Le lamiere più spesse si allungano maggiormente durante la piegatura. Con l'aumentare dello spessore, l'area di piegatura diventa più lunga. Ciò significa che è necessario un margine di piegatura maggiore.
Ad esempio, una lamiera d'acciaio di 3 mm di spessore piegata a 90° richiederà un margine di piegatura maggiore rispetto a una lamiera di 1 mm con lo stesso angolo e raggio. Ecco una regola generale: all'aumentare dello spessore, aumenta anche il margine di piegatura.
Una lastra più spessa sposta anche l'asse neutro più lontano dalla superficie interna. Ciò influisce direttamente sul fattore K e rende più lungo il modello piatto. Misurare o calcolare sempre in base allo spessore effettivo.
Raggio di curvatura e suo significato
Il raggio di curvatura è la curva interna della curva. Un raggio piccolo allunga maggiormente la superficie esterna, aumentando il margine di piegatura. Un raggio maggiore provoca un minore stiramento e richiede una minore tolleranza.
Ad esempio, per piegare l'acciaio da 1,5 mm con un raggio di 1,5 mm sarà necessario un margine di piegatura maggiore rispetto alla piegatura della stessa lamiera con un raggio di 3 mm. I raggi piccoli rischiano di provocare cricche, soprattutto nei materiali duri.
Una buona pratica è quella di far corrispondere il raggio di curvatura allo spessore della lamiera. Per l'acciaio dolce, un raggio pari allo spessore del materiale (1T) è solitamente sicuro. Per l'alluminio, spesso si può scegliere un raggio più piccolo, ma per l'acciaio inossidabile si consiglia di utilizzare un raggio di 1,5T o più.
L'angolo di curvatura e la sua influenza sulla tolleranza
L'angolo di piegatura è la misura in cui la lamiera viene piegata, misurata in gradi. Più l'angolo è acuto, più il metallo si allunga. Ciò significa che angoli di piegatura più ampi richiedono una maggiore tolleranza.
Una piegatura a 90° richiede più materiale nella zona di piegatura rispetto a una piegatura a 45°. Una curva a 135° si allunga ancora di più e richiede un layout piatto più lungo. Ecco un rapido confronto utilizzando una lamiera d'acciaio da 1 mm con un raggio di 1 mm:
- Curva a 45° ≈ 1,1 mm di tolleranza
- Curva a 90° ≈ 1,6 mm di tolleranza
- Curva a 135° ≈ 2,4 mm di tolleranza
Più l'angolo è alto, più il modello piatto deve compensare l'allungamento del materiale.
Formule e calcoli per l'indennità di curvatura
Per creare un modello piatto accurato, è necessario calcolare correttamente il margine di piegatura. Questa sezione mostra come farlo passo dopo passo.
Introduzione alla formula del Bend Allowance
La formula più utilizzata per il margine di curvatura è la seguente:
BA = (π × A × (R + K × T)) / 180
Dove:
- BA = Franchigia di curvatura
- π = 3.1416
- A = angolo di curvatura in gradi
- R = Raggio interno della curva
- T = spessore del materiale
- K = Fattore K (dipende dal materiale e dalla configurazione della curva)
Questa formula fornisce la lunghezza dell'arco dell'asse neutro, che va aggiunta alla lunghezza del piano per ottenere risultati precisi.
Processo di calcolo passo dopo passo
Vediamo un esempio.
Materiale: Alluminio 5052-H32
Spessore (T): 2 mm
Raggio interno (R): 2 mm
Angolo di curvatura (A): 90
Fattore K: 0,38
Passo 1: Inserire i valori nella formula
BA = (3,1416 × 90 × (2 + 0,38 × 2)) / 180
Fase 2: Calcolo del termine dell'asse neutro
2 + (0.38 × 2) = 2.76
Fase 3: Moltiplicare
3.1416 × 90 × 2.76 = 779.06
Fase 4: Dividere
779,06 / 180 = 4,33 mm
Il margine di piegatura è di 4,33 mm. Si aggiunge al modello piatto per tenere conto della piegatura.
Errori comuni da evitare nei calcoli
- Fattore K sbagliato: L'uso di un'ipotesi generica può portare a problemi di dimensioni. Utilizzare sempre i valori testati o raccomandati per il materiale e la configurazione specifici.
- Ignorando lo spessore effettivo: Se il foglio è rivestito o misurato male, anche una minima differenza influisce sul risultato.
- Raggio non corretto: L'utilizzo del raggio dell'utensile al posto del raggio di curvatura effettivo può causare errori. Se non si è sicuri, misurare la curva formata.
- Angolo di curvatura confuso: Misurare sempre l'angolo incluso. Non confondere gli angoli interni con quelli esterni.
- Non arrotondare il risultato: Utilizzare una cifra decimale quando si arrotonda il margine di piegatura. Troppi o troppo pochi possono creare incongruenze nella produzione.
Calcolatore della tolleranza di curvatura
Franchigia per ansa o detrazione per ansa
Questi due metodi aiutano a pianificare la lunghezza in piano di un pezzo piegato. Entrambi sono utili, ma vengono utilizzati in modi diversi.
Le principali differenze e i casi di utilizzo
Indennità di piega (BA) è la lunghezza dell'arco della curva, misurata lungo l'asse neutro. Si aggiunge alla lunghezza totale del piatto. Si utilizza quando si conoscono l'angolo di piega, il raggio e il fattore K.
Deduzione di curvatura (BD) è la quantità che si sottrae dalla lunghezza totale della flangia per ottenere il modello piatto. Si basa sulla stessa curva, ma utilizza misure esterne.
Utilizzo Tolleranza di piegatura quando si calcola dall'interno della curva o quando si vuole lavorare a partire da valori noti di raggio e materiale. Questo permette di avere un maggiore controllo nel software CAD o CNC.
Utilizzo Deduzione di curva quando si misura il pezzo dall'esterno all'esterno, soprattutto nei layout manuali o nei semplici disegni in piano. Si usa spesso nelle operazioni di pressatura quando le lunghezze delle flange sono note.
Entrambi portano alla fine alla stessa lunghezza di piatto, solo partendo da punti di partenza diversi.
Come convertire tra indennità di piega e detrazione di piega?
È possibile convertire l'indennità di piega e la detrazione di piega utilizzando questa formula:
BD = FL1 + FL2 - BA - Lunghezza totale del piatto
Ma per la maggior parte dei casi d'uso si utilizza questa versione più semplice:
BD = FL1 + FL2 - Lunghezza del piatto
O, più comunemente:
Lunghezza piano = FL1 + FL2 - BD
Dove:
- FL1 e FL2 sono le lunghezze delle flange
- BD è la deduzione della curva.
- BA è il margine di curvatura.
Ecco un rapido esempio:
- FL1 = 30 mm
- FL2 = 40 mm
- BA = 4,33 mm
Allora:
Lunghezza piano = 30 + 40 - Deduzione di curvatura
o
Lunghezza del piano = 30 + 40 + BA - 2 × arretramento esterno
La scelta tra BA e BD dipende dalle modalità di misurazione e progettazione dei pezzi. Utilizzate quello che si adatta alla vostra configurazione di utensili o al vostro processo CAD.
Migliori pratiche per un'inclinazione ottimale della curvatura
La corretta esecuzione della piegatura migliora l'adattamento, riduce gli scarti e rende più fluida la produzione. Ecco come mantenere le piegature precise e ripetibili.
Suggerimenti per una piegatura coerente e precisa
- Utilizzare gli stessi strumenti: Mantenere lo stesso set di punzoni e matrici per tutta la produzione. Il cambio di utensile influisce sul raggio di curvatura e sui risultati.
- Impostazione dei fattori K standard: Utilizzare i fattori K testati per ciascun materiale e spessore. Ad esempio, utilizzare 0,38 per l'alluminio 5052 e 0,44 per l'acciaio dolce.
- Curvatura perpendicolare alla fibratura: La piegatura lungo la venatura aumenta la fessurazione. Se possibile, procedere trasversalmente alle venature.
- Evitare i raggi taglienti: Per ottenere risultati puliti, utilizzare un raggio di curvatura pari ad almeno 1x dello spessore del materiale, a meno che il progetto non richieda diversamente.
- Mantenere puliti gli utensili: Lo sporco e gli utensili usurati creano curve incoerenti.
- Molla di controllo posteriore: Usare la spianatura o la coniatura per i pezzi di alta precisione in cui il ritorno elastico deve essere minimo.
Come convalidare i calcoli della tolleranza di piegatura?
- Eseguire curve di prova: Tagliare una striscia corta ed eseguire una curva. Misurare il risultato effettivo, quindi confrontarlo con il layout piatto. Se necessario, regolare il fattore K.
- Verifica con l'output CAD: Utilizzare la lunghezza calcolata del piano per creare un disegno CAD. Piegare un campione e farlo corrispondere al pezzo CAD.
- Misurare manualmente l'asse neutro: Usare un calibro per misurare dalla curva interna alla linea centrale dell'arco di curva. Calcolare il fattore K effettivo e aggiornare le formule.
- Tracciare i lavori ripetuti: Registrare i risultati di piegatura per i pezzi ripetuti. Utilizzare questi dati per perfezionare i calcoli futuri.
- La revisione delle tolleranze dei pezzi formati: Se le posizioni dei fori o le lunghezze delle flange non sono corrette, potrebbe trattarsi di un errore di piegatura. Regolare di conseguenza.
Seguire pochi passaggi ripetibili aiuta a ridurre i tentativi e gli errori. Una volta messa a punto la configurazione, i risultati rimangono affidabili per tutti i lotti.
Conclusione
Il margine di piegatura è la lunghezza aggiunta nel modello piatto per tenere conto dell'allungamento del materiale durante la piegatura. Contribuisce a garantire che il pezzo finito abbia le dimensioni e la forma corrette. Fattori come il tipo di materiale, lo spessore, l'angolo di piegatura, il raggio di piegatura e il fattore K influiscono sul margine.
Avete bisogno di aiuto per una piegatura accurata della lamiera o per la prototipazione? I nostri ingegneri sono pronti a sostenere il vostro prossimo progetto. Contattateci per avere una consulenza o un preventivo gratuito.
Ciao, sono Kevin Lee

Negli ultimi 10 anni mi sono immerso in varie forme di lavorazione della lamiera, condividendo qui le mie esperienze in diverse officine.
Contattate
Kevin Lee
Ho oltre dieci anni di esperienza professionale nella fabbricazione di lamiere, con specializzazione nel taglio laser, nella piegatura, nella saldatura e nelle tecniche di trattamento delle superfici. In qualità di direttore tecnico di Shengen, mi impegno a risolvere sfide produttive complesse e a promuovere innovazione e qualità in ogni progetto.
Risorsa correlata

Acciaio inossidabile resistente alle impronte digitali: come funziona e come sceglierlo

OEM e produzione a contratto: Come scegliere il modello giusto per il vostro progetto

Costo di allestimento e costo unitario nella produzione di lamiere
