La saldatura a bastone dell'acciaio inossidabile può funzionare bene, ma solo se il processo è adatto al lavoro. Il problema non è l'innesco dell'arco. La sfida consiste nell'ottenere un risultato utilizzabile senza eccessivo scolorimento, distorsione o pulizia.
Ecco perché la saldatura a bastone dell'acciaio inossidabile non dovrebbe essere giudicata solo in base alla fusione. Se il processo non viene controllato tempestivamente, una saldatura può reggere e creare problemi di adattamento, finitura o resistenza alla corrosione.
Nelle situazioni giuste, la saldatura a bastone è ancora un'opzione pratica. Funziona bene per le riparazioni, i lavori sul campo e i pezzi inossidabili più pesanti, dove la portabilità e l'attrezzatura semplice sono importanti. Sui pezzi sottili, visibili o sensibili alla distorsione, lo stesso processo diventa molto meno indulgente.

Che cos'è la saldatura a bastone dell'acciaio inossidabile?
Saldare a bastone l'acciaio inossidabile significa utilizzare il processo SMAW per unire parti inossidabili con un elettrodo rivestito di flusso. Il processo è ampiamente utilizzato e facile da riconoscere, ma l'acciaio inossidabile è di solito meno indulgente dell'acciaio dolce. Piccoli errori di controllo spesso si manifestano rapidamente nel cordone di saldatura, nelle condizioni della superficie e nel modo in cui il pezzo reagisce al calore.
Una buona saldatura inossidabile non si giudica solo dalla tenuta del giunto. I buoni risultati dipendono anche dalla forma del cordone, dall'aspetto della superficie, dal controllo della distorsione e dalla quantità di pulizia o rilavorazione necessaria dopo la saldatura. In produzione, questi dettagli sono importanti perché influenzano sia la qualità del pezzo che la fase successiva del lavoro.
Molti problemi di saldatura dell'acciaio inossidabile iniziano prima che la saldatura appaia chiaramente difettosa. Quando il controllo del calore o dell'arco comincia a perdere colpi, il cordone diventa meno stabile, la pulizia aumenta e il movimento del pezzo diventa più difficile da gestire. Ecco perché il controllo precoce è così importante. Un arco corto, una velocità di avanzamento costante e una lunghezza di saldatura controllata sono di solito più efficaci per proteggere il risultato finale rispetto al tentativo di correggere la saldatura dopo che il giunto è già andato troppo oltre.
Quando la saldatura a bastone dell'acciaio inossidabile ha senso?
Questo processo funziona bene in alcuni lavori, ma non è adatto a tutti i pezzi inossidabili. Le sezioni seguenti spiegano dove la saldatura a bastone aggiunge valore e dove crea maggiori rischi.
Quando la saldatura a bastone è un'opzione pratica?
La saldatura a bastone è un'opzione pratica per le riparazioni, i lavori sul campo e all'aperto. È facile da utilizzare, funziona bene quando l'allestimento è limitato e rimane utile in condizioni in cui è più difficile eseguire processi di officina più controllati.
In queste situazioni, il processo migliore è spesso quello che funziona in modo affidabile nell'ambiente di lavoro reale. È in questo caso che la saldatura a bacchetta mantiene il suo valore.
Perché le parti più spesse sono più facili da gestire?
I pezzi inossidabili più spessi di solito danno al processo più spazio per lavorare. Possono assorbire più calore prima che la bruciatura, la forte trazione o la forma instabile del cordone diventino un problema.
Questo rende più realistica la saldatura a bastone su staffe più pesanti, sezioni di riparazione, lavori di tubaturae le costruzioni strutturali. Il controllo è sempre importante, ma un materiale più spesso offre al saldatore più tempo per mantenere il giunto utilizzabile.
Perché un foglio sottile è più difficile da giustificare?
Una sottile lastra di acciaio inossidabile offre un margine di errore molto ridotto. Il pezzo si riscalda rapidamente, si muove facilmente e può perdere la planarità o il controllo del cordone dopo una breve saldatura se il processo non è gestito in modo rigoroso.
Per questo motivo, la saldatura a bastone è spesso inadeguata per i pezzi leggeri, le superfici visibili e gli assemblaggi in cui la forma o l'aspetto devono rimanere puliti. Anche quando può essere eseguita, spesso comporta più rischi che vantaggi.
In quali condizioni di campo la saldatura a bastone è favorevole?
Le condizioni sul campo spesso rendono la saldatura a barra la scelta più praticabile. Se il lavoro deve essere eseguito all'esterno, in loco o in un luogo in cui l'impostazione del processo è limitata, la saldatura a barra ha un chiaro vantaggio pratico.
Ciò non significa che sia il processo migliore in tutti i sensi tecnici. Significa che l'ambiente può renderlo il processo migliore per portare a termine il lavoro in modo affidabile.
In che modo il calore influisce sulla qualità della saldatura?
Il controllo del calore è uno dei fattori principali nella saldatura dell'acciaio inossidabile. I punti seguenti mostrano come l'eccesso di calore influisca sulla forma del cordone, sulla stabilità del pezzo e sulle condizioni della superficie finale.
Perché l'acciaio inossidabile perde rapidamente il controllo?
L'acciaio inossidabile di solito dà meno preavviso prima che la saldatura inizi a deviare. Un'impostazione accettabile all'inizio dell'arco può diventare troppo calda man mano che la passata prosegue, soprattutto su pezzi piccoli, sezioni sottili o saldature ripetute in un'area.
Nel lavoro reale, di solito questo si manifesta rapidamente. La pozza si apre prima, il cordone diventa più difficile da modellare e l'area di saldatura diventa meno stabile da una passata all'altra.
In che modo l'eccesso di calore si trasforma in problemi alle parti?
Con l'aumento del calore, è più probabile che il pezzo si deformi. Questo fenomeno è più evidente su lastre sottili, cuciture lunghe, bordi non sostenuti e pezzi non tenuti in modo uniforme.
Quando inizia il movimento, il problema non è più solo la saldatura. La planarità diventa più difficile da mantenere, l'allineamento diventa meno stabile e il successivo montaggio diventa spesso più difficile della saldatura stessa.
Perché non si deve ignorare la decolorazione?
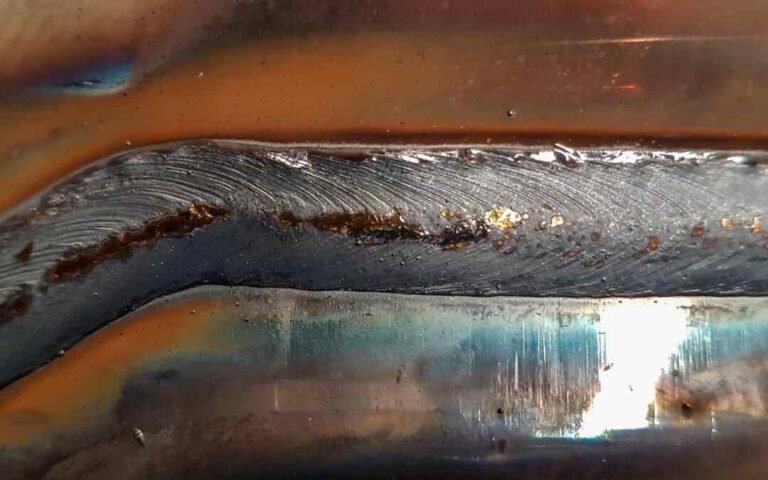
Lo scolorimento è spesso il primo segno visibile che l'area di saldatura ha ricevuto più calore del dovuto. Una zona di saldatura più scura di solito indica che il processo sta spingendo troppo calore nel pezzo o lo sta trattenendo in un'area per troppo tempo.
Questo è importante perché lo scolorimento raramente è solo estetico. Sui componenti visibili o sensibili alla corrosione, più colore spesso significa più pulizia, più recupero della superficie e meno margine per la fase successiva.
In che modo il cattivo controllo del calore influisce sulle prestazioni del servizio?
Un calore eccessivo può lasciare l'area di saldatura in cattive condizioni, rendendo il pezzo più difficile da pulire e proteggere dopo la saldatura. Se la superficie intorno alla saldatura rimane fortemente colorata, ruvida o contaminata, il pezzo potrebbe non funzionare come ci si aspetta dall'acciaio inossidabile.
Questo aspetto è particolarmente importante quando il pezzo viene utilizzato in condizioni di bagnato, di sostanze chimiche, di alimenti o di servizio a vista. In questi casi, uno scarso controllo del calore continua a causare problemi anche dopo la fine della saldatura.
Come preparare l'acciaio inossidabile per la saldatura?
Se il controllo del calore protegge la saldatura durante il processo, la preparazione la protegge prima dell'inizio del processo. Le buone saldature inossidabili dipendono spesso da ciò che accade prima dell'inizio dell'arco.
Come pulire correttamente il giunto?
Prima di iniziare la saldatura, l'area di saldatura deve essere pulita, asciutta e priva di olio, grasso, ossido, vernice e residui di taglio. Una giunzione più pulita di solito garantisce un arco più stabile, un cordone più pulito e una minore necessità di pulizia successiva.
Non è necessario che questa operazione sia complicata. L'obiettivo è semplice: pulire il metallo in corrispondenza del giunto e intorno ad esso, in modo che la saldatura non si scontri con la contaminazione superficiale fin dall'inizio.
Perché la contaminazione diventa un problema di risultato?
La contaminazione spesso emerge in seguito come problema di qualità. Sporcizia, residui di smerigliatura, particelle di acciaio al carbonio o detriti di officina possono danneggiare l'area di saldatura, aumentare il rischio di macchie e aumentare la probabilità di problemi di ruggine dopo la saldatura.
Per questo motivo, il lavoro sull'acciaio inossidabile deve essere tenuto il più possibile separato dal lavoro di preparazione dell'acciaio ordinario. Se la superficie è contaminata prima dell'inizio della saldatura, il pezzo può perdere l'aspetto e il margine di corrosione prima ancora di essere saldato.
In che modo il montaggio influisce sulla consistenza della saldatura?
Un cattivo adattamento si traduce solitamente in un cattivo controllo della saldatura. Grandi spazi vuoti, bordi irregolari e condizioni di appiccicosità instabili rendono più difficile il posizionamento della pozzanghera e spesso costringono a immettere nel giunto più calore di quanto il pezzo possa gestire in modo pulito.
Un buon montaggio non facilita solo la saldatura. Aiuta il cordone a rimanere più consistente, riduce la possibilità di un eccesso di trazione e rende il risultato finale più facile da ripetere.
Cosa controllare prima di iniziare a saldare?
Prima di iniziare l'arco, verificare che il giunto sia pulito, che l'accoppiamento sia stabile, che il pezzo sia sostenuto e che le impostazioni corrispondano al materiale e alle dimensioni della barra. Si tratta di controlli semplici, ma che prevengono molti dei problemi che poi vengono imputati alla tecnica.
Sull'acciaio inossidabile, le aree non adeguatamente preparate si evidenziano rapidamente. Qualche minuto di controllo all'inizio spesso fa risparmiare molto più tempo in seguito per la pulizia, le correzioni e la rilavorazione.
Come impostare per ottenere risultati migliori?
Una configurazione stabile elimina molti dei problemi che in seguito vengono imputati alla tecnica. I punti seguenti riguardano le scelte di impostazione che rendono la saldatura inossidabile più prevedibile fin dall'inizio.
Come scegliere la polarità e l'amperaggio?
Iniziare con la polarità raccomandata per l'elettrodo, quindi impostare un amperaggio sufficientemente alto per ottenere un arco stabile, ma abbastanza basso per tenere sotto controllo la pozza. Sull'acciaio inossidabile, una corrente troppo precoce rende la saldatura più difficile da gestire, non più facile.
Un approccio più sicuro consiste nel partire dall'estremità inferiore della gamma utilizzabile e regolare in base al comportamento dell'arco, alla forma del cordone e all'accumulo di calore. Se la pozzanghera si apre troppo velocemente o la saldatura si scurisce troppo rapidamente, spesso la configurazione è troppo calda per il pezzo.
Perché la messa a terra influisce sulla stabilità dell'arco?
Una cattiva messa a terra può far sembrare sbagliata un'impostazione corretta. Se il percorso di messa a terra è debole, sporco o mal posizionato, l'arco diventa meno coerente e il controllo della pozzanghera meno stabile.
Questo è importante perché il comportamento instabile dell'arco viene spesso imputato alla scelta della canna o alla tecnica. In molti casi, la soluzione migliore è più semplice: migliorare il terreno ed eliminare una fonte evitabile di incoerenza.
In che modo il supporto aiuta a controllare il movimento?
Il supporto è importante perché l'acciaio inossidabile può muoversi rapidamente una volta che il calore inizia a svilupparsi. Se il pezzo non è tenuto bene, la saldatura può portare il lavoro fuori posizione prima che la passata sia terminata.
Questo fenomeno è più probabile in caso di pezzi sottili, cuciture lunghe, bordi aperti e vincoli non uniformi. Un buon supporto non impedisce completamente il movimento, ma riduce la tendenza del pezzo a spostarsi durante la saldatura.
Perché le saldature di prova sono utili prima della produzione?
Una breve saldatura di prova aiuta a confermare se le impostazioni, la sensazione dell'arco e la forma del cordone funzionano prima che il pezzo reale sia a rischio. Questo è particolarmente utile sull'acciaio inossidabile, perché la finestra di processo è più stretta e gli errori si manifestano più rapidamente.
Un rapido test su uno spessore simile può rivelare subito un calore eccessivo, uno scarso controllo del cordone o impostazioni instabili. Questo piccolo passo spesso evita una pulizia o una rilavorazione molto più grande in seguito.
Come migliorare il controllo della saldatura?
Una volta che l'impostazione è corretta, il passo successivo consiste nel mantenere la saldatura stabile durante l'intera passata. Le sezioni seguenti si concentrano sulle semplici abitudini di controllo che migliorano la consistenza e riducono l'accumulo di calore evitabile.
Come mantenere un arco corto?
Un arco corto di solito offre un controllo migliore sull'acciaio inossidabile. Aiuta a mantenere la pozzanghera più stretta, limita l'inutile diffusione del calore e rende il cordone più facile da modellare in modo pulito.
Se l'arco diventa troppo lungo, la saldatura diventa spesso più ruvida, più larga e più difficile da gestire. Sugli inossidabili, questo significa di solito più decolorazione, più pulizia e meno margine prima che il giunto inizi a reagire male.
Come l'angolo e la velocità modellano il tallone?
L'angolo della barra e la velocità di avanzamento influiscono direttamente sulla forma del cordone e sulla fusione. Se la corsa è troppo lenta, la saldatura può accumularsi, aggiungendo al giunto più calore del necessario. Se la corsa è troppo veloce, il cordone può perdere forma o non legarsi in modo pulito.
L'approccio migliore è un movimento costante con un'angolazione coerente che tenga sotto controllo la pozzanghera. In pratica, la ripetizione del movimento è di solito più importante del tentativo di forzare una perlina dall'aspetto perfetto.
Perché i passaggi brevi migliorano il controllo?
Le passate brevi spesso funzionano meglio sull'acciaio inossidabile perché riducono la quantità di calore che si accumula in una singola area prima che il saldatore possa reagire. Invece di lasciare che il giunto diventi progressivamente più caldo, le passate più brevi rendono la saldatura più facile da gestire.
È particolarmente utile per le parti sottili, le superfici visibili e le giunzioni che perdono rapidamente la forma. Può sembrare più lento sul momento, ma spesso porta a un risultato più pulito con meno correzioni in seguito.
In che modo una posizione cambia l'approccio?
La posizione di saldatura cambia il grado di controllo che il saldatore ha sulla pozza. La saldatura in piano è solitamente più facile da gestire, mentre i lavori verticali e sopraelevati richiedono un controllo più stretto della lunghezza dell'arco, delle dimensioni della saldatura e della velocità di avanzamento.
Sull'acciaio inossidabile, questa differenza è più importante perché una grande pozza è difficile da mantenere a lungo. Quando la posizione diventa più dura, di solito le saldature più piccole e controllate funzionano meglio rispetto al tentativo di depositare troppo metallo in una volta sola.
Problemi comuni e loro cause
La maggior parte dei problemi di saldatura a bastone dell'acciaio inossidabile può essere ricondotta ad alcune cause comuni. I punti seguenti mettono in relazione i difetti visibili con le condizioni che di solito li creano.
Perché la saldatura diventa scura o ruvida?
Una saldatura scura o ruvida è di solito un problema di controllo del calore. Un amperaggio elevato, un arco lungo, una bassa velocità di avanzamento o saldature troppo lunghe senza interruzione possono spingere nel giunto più calore di quanto il pezzo possa gestire in modo pulito.
Il risultato non è solo un cordone dall'aspetto peggiore. L'area di saldatura richiede spesso una maggiore pulizia, la superficie diventa più difficile da recuperare e il pezzo può perdere più qualità di finitura del previsto. Se la saldatura diventa più scura man mano che la passata prosegue, spesso significa che l'accumulo di calore si muove più velocemente di quanto il controllo possa fare.
Perché si formano le scorie o la mancanza di fusione?
I problemi di scoria sono solitamente riconducibili a una cattiva forma del cordone, a uno scarso controllo dell'angolo o a una scarsa pulizia tra le passate. La mancanza di fusione è più probabile quando la corsa è troppo veloce, l'amperaggio è troppo basso o la barra non si lega a entrambi i lati del giunto.
Questi problemi possono essere facilmente interpretati in modo errato, perché la saldatura può sembrare ancora piena dall'esterno. È meglio verificare se la saldatura è effettivamente incollata in modo pulito sulle facce del giunto, non se il cordone sembra completo solo in superficie.
Perché il pezzo si distorce durante la saldatura?
La distorsione di solito significa che il pezzo sta assorbendo più calore di quanto ne possa trattenere in modo pulito. Sezioni sottili, cuciture lunghe, supporti deboli e vincoli non uniformi fanno sì che il problema si manifesti molto prima.
Quando il pezzo inizia a muoversi, il problema della saldatura diventa un problema di qualità del pezzo. La planarità, l'allineamento e il successivo adattamento diventano più difficili da controllare e il lavoro di correzione spesso costa più tempo della saldatura stessa.
Perché la ruggine o le macchie compaiono più tardi?
La ruggine o le macchie dopo la saldatura indicano solitamente una contaminazione, una scarsa pulizia o l'abbandono dell'area di saldatura in cattive condizioni. Le particelle di acciaio al carbonio, i detriti dell'officina e la colorazione da calore non trattata sono ragioni comuni.
Questo è importante perché spesso il problema si presenta dopo che il lavoro di saldatura sembra già finito. A quel punto, il problema non è più solo estetico. Può influire sul margine di corrosione, sull'accettazione da parte del cliente e sulla fiducia nel pezzo.
Conclusione
La saldatura a bastone dell'acciaio inossidabile può funzionare bene, ma dà il meglio di sé quando il processo, il pezzo e le condizioni di lavoro sono in linea. È un metodo pratico, soprattutto per le riparazioni e il lavoro sul campo, ma offre meno margine di errore rispetto a molte saldature di acciaio dolce. Di solito i risultati migliori si ottengono prendendo decisioni giuste in anticipo, non cercando di recuperare la saldatura in un secondo momento.
La saldatura a bastone è la scelta giusta per il vostro pezzo in acciaio inossidabile? Il nostro team può esaminare i disegni, il materiale, lo spessore e i requisiti di saldatura per aiutarvi a scegliere un processo più pratico prima dell'inizio della produzione. Inviateci oggi stesso i vostri disegni o i dettagli del progetto per avere un riscontro ingegneristico e una rapida quotazione.
Domande frequenti
L'acciaio inossidabile può essere saldato a bastone con successo?
Sì. L'acciaio inossidabile può essere saldato a bastone con successo se la scelta dell'apporto, l'impostazione e l'apporto di calore sono ben controllati. Il processo è pratico, ma è meno indulgente rispetto alla saldatura a bastone dell'acciaio al carbonio.
La saldatura a bastone è adatta per l'acciaio inossidabile sottile?
Di solito non è la scelta migliore. Gli inossidabili sottili si riscaldano rapidamente, si muovono facilmente e offrono un margine molto ridotto prima che si verifichino bruciature, distorsioni o uno scarso controllo del cordone.
Perché l'acciaio inossidabile si scolorisce durante la saldatura?
La decolorazione di solito significa che l'area di saldatura ha ricevuto più calore del dovuto. I motivi più comuni sono un arco lungo, una velocità di avanzamento bassa, un amperaggio elevato o l'accumulo di troppo calore in un'unica area.
Quali sono le cause della ruggine dopo la saldatura dell'acciaio inossidabile?
La ruggine dopo la saldatura è spesso causata da contaminazione, scarsa pulizia o dall'aver lasciato l'area di saldatura in condizioni superficiali danneggiate. Le particelle di acciaio al carbonio, i residui di officina e le tinte termiche non trattate sono cause comuni.
Ciao, sono Kevin Lee

Negli ultimi 10 anni mi sono immerso in varie forme di lavorazione della lamiera, condividendo qui le mie esperienze in diverse officine.
Contattate
Kevin Lee
Ho oltre dieci anni di esperienza professionale nella fabbricazione di lamiere, con specializzazione nel taglio laser, nella piegatura, nella saldatura e nelle tecniche di trattamento delle superfici. In qualità di direttore tecnico di Shengen, mi impegno a risolvere sfide produttive complesse e a promuovere innovazione e qualità in ogni progetto.
Risorsa correlata

Punzonatura e taglio laser: Costi, velocità e compromessi DFM

Lavorazione del filetto: Cosa determina il costo e la qualità dei pezzi

Acciaio inossidabile resistente alle impronte digitali: come funziona e come sceglierlo
