Quando i progettisti impostano un raggio di curvatura troppo stretto, il metallo può incrinarsi o torcersi. Ciò causa la rottura dei pezzi e l'interruzione della produzione. Una guida chiara sui raggi di curvatura può ridurre questi rischi. Vi mostra come scegliere il raggio giusto per ogni metallo, spessore e configurazione degli utensili.
Le linee guida per il raggio di curvatura delle lamiere forniscono le regole per il raggio più piccolo con cui è possibile piegare le lamiere in sicurezza senza causare danni. Le linee guida variano a seconda del tipo di materiale e dello spessore, aiutandovi a prevenire crepe e distorsioni. La conoscenza di queste linee guida garantisce parti metalliche precise, resistenti e affidabili.
Successivamente, esamineremo tabelle dettagliate ed esempi reali. Otterrete passi chiari per evitare difetti e ridurre la rilavorazione. Seguiteci per apprendere consigli pratici e preziosi.
Che cos'è il raggio di curvatura in Lavorazione della lamiera?
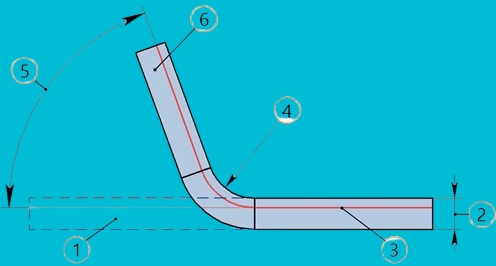
Il raggio di curvatura è la distanza dal centro di una curva alla superficie interna del metallo. Misura quanto è stretta o larga la piegatura. Un raggio piccolo rende la piega più netta. Un raggio grande rende la curva più dolce. Questo valore si basa sull'interno della curva, non sul bordo esterno.
Nella lamiera, il raggio di curvatura è solitamente pari allo spessore del metallo. Ma questo può cambiare a seconda del materiale e dell'applicazione.
Per evitare crepe e deformazioni durante la piegatura, è importante rispettare il raggio di curvatura minimo. Si tratta del raggio interno più piccolo che si può applicare a un materiale senza causare danni. I materiali, lo spessore e gli angoli di piegatura influiscono su questo limite. I metalli più duri o spessi hanno bisogno di raggi più grandi per rimanere intatti.
Come calcolare il raggio di curvatura minimo?
L'uso del raggio di curvatura corretto aiuta a prevenire cricche, segni di stress e guasti del pezzo. Un modo rapido per capirlo è seguire alcune regole empiriche basate sul tipo e sullo spessore del materiale.
Comprendere la formula
Il raggio di curvatura minimo dipende dallo spessore del metallo e dal tipo di metallo che si sta piegando. Una regola semplice è:
Raggio minimo di curvatura = Spessore (T) × Fattore materiale
Ogni materiale ha un fattore diverso. I metalli morbidi necessitano di raggi di curvatura più piccoli. I metalli più duri ne richiedono di più grandi. Questo è un modo semplice e veloce per evitare problemi di piegatura.
Variabili chiave da considerare
Tre cose cambiano il raggio di curvatura da utilizzare:
- Spessore (T): Le lenzuola più spesse hanno bisogno di più spazio per piegarsi.
- Tipo di materiale: I materiali più morbidi, come l'alluminio, possono piegarsi più strettamente. Quelli più duri, come l'acciaio inossidabile, hanno bisogno di più spazio.
- Angolo di curvatura: Gli angoli più acuti di solito necessitano di un raggio maggiore per non avere crepe.
Quanto più spessa e dura è la lamiera, tanto più grande deve essere il raggio di curvatura.
Uso dei diagrammi del raggio minimo di curvatura
Per risparmiare tempo, molti ingegneri e operatori di presse piegatrici utilizzano tabelle dei raggi di curvatura. Queste tabelle mostrano i raggi raccomandati in base al materiale e allo spessore.
Ecco una tabella di riferimento semplificata:
| Materiale | T = 1-6 mm | T = 6-12 mm | T = 12-25 mm |
|---|---|---|---|
| Alluminio | 1 × T | 1.5 × T | 2-3 × T |
| Acciaio | 0.8 × T | 1.2 × T | 1.5-2.5 × T |
| Acciaio inox | 2 × T | 2.5 × T | 3-4 × T |
Questi valori aiutano a piegare il metallo in modo sicuro. Basta trovare il materiale e lo spessore, quindi moltiplicare per ottenere il raggio interno corretto.
Calcolatore del raggio minimo di curvatura
Impatto degli utensili e delle attrezzature
Gli utensili svolgono un ruolo diretto nel raggio di curvatura finale. La scelta di stampi e punzoni influisce sul modo in cui il metallo si forma e sulla precisione della piegatura.
In che modo l'apertura del V-Die influisce sul raggio di curvatura?
La dimensione dell'apertura della mola a V controlla il modo in cui il materiale si piega. Un'apertura maggiore crea un raggio interno più ampio. Un'apertura più piccola crea una curva più stretta.
Come regola generale:
Apertura dello stampo a V = 8 × spessore del materiale (per la piegatura ad aria)
Se la V è troppo piccola, il materiale potrebbe rompersi. Se è troppo grande, la curva potrebbe perdere definizione e causare un ritorno elastico.
Il ruolo del raggio della punta del punzone nella curvatura finale
Il raggio della punta del punzone aiuta a modellare l'interno della curva. Una punta piccola produce una curva più netta. Una punta più grande crea una curva più morbida.
Per risultati puliti:
- Far coincidere il raggio del punzone con il raggio di curvatura interno desiderato.
- Per i materiali più morbidi, le punte più piccole funzionano meglio.
- Per i materiali più duri, utilizzare una punta più grande per evitare crepe.
Piegatura ad aria vs. Bottoming vs. Coining: Effetti sul raggio
I diversi metodi di formatura influenzano i risultati del raggio di curvatura.
- Piegatura ad aria: Il punzone non preme fino in fondo nella matrice. Il raggio dipende dalla dimensione della matrice a V, non dal punzone. Offre flessibilità ma meno precisione.
- In basso: Il punzone tocca quasi il fondo dello stampo. Il raggio di curvatura è più vicino alla punta del punzone. Più consistente della piegatura ad aria.
- Coniatura: Il punzone preme completamente il metallo nella matrice. Il raggio è uguale alla punta del punzone. Fornisce il raggio di curvatura più preciso e più piccolo.
Il raggio di curvatura nella pratica del design
Una buona progettazione inizia con regole di piegatura pratiche. L'uso del giusto raggio di curvatura rende i pezzi più facili da produrre, più resistenti e più consistenti.
Errori comuni nella progettazione con un raggio di curvatura errato
Gli errori di progettazione spesso derivano dall'utilizzo di raggi di curvatura troppo piccoli o non adatti al materiale. Questo porta a problemi quali:
- Crepe da curve troppo strette
- Bordi deformati o rughe
- Fori o elementi disallineati vicino alla curva
- Aumento ritorno a molla che modifica la forma finale
Un altro errore comune è quello di non prevedere lo scarico di curvatura o lo spazio per l'allungamento del materiale. Questo può causare strappi o rigonfiamenti.
Suggerimenti per la progettazione di parti in lamiera funzionali e producibili
Per evitare problemi, seguite queste best practice:
- Impostare il raggio di curvatura ad almeno 1 × lo spessore del materiale (o seguire la tabella specifica del materiale).
- Tenere fori, fessure e ritagli lontani dalla linea di piegatura (almeno 2 × lo spessore).
- Utilizzare direzioni di piegatura coerenti per ridurre il riorientamento durante la formatura.
- Aggiungere rilievi di curvatura agli angoli quando si piegano le flange per evitare strappi.
- Considerare la direzione delle venature in metalli come l'alluminio o l'acciaio inossidabile. La piegatura trasversale alle venature riduce la formazione di cricche.
Semplici modifiche al design possono rendere la produzione dei pezzi più semplice ed economica.
Standard industriali e tolleranze per i raggi di curvatura
Gli standard aiutano a garantire la qualità e la compatibilità. La maggior parte dei negozi segue i valori di:
- DIN 6935 o ISO 2768 per le tolleranze generali
- ANSI Y14.5 per la GD&T sui disegni
- Schede tecniche dei fornitori di materiali per le linee guida sul raggio minimo
La tolleranza tipica per i raggi di curvatura è di circa ±0,25 mm per i pezzi di precisione. I pezzi più grandi o i materiali più spessi possono avere tolleranze più ristrette. Confermare sempre con il fabbricante prima di finalizzare il disegno.
Errori comuni nel raggio di curvatura e come risolverli
Piccoli errori di piegatura possono portare a grandi problemi nei pezzi finali. Molti problemi si sono verificati perché il raggio di curvatura non è stato gestito correttamente. Ecco come evitare quelli più comuni.
Ignorare la compensazione del ritorno elastico
Il ritorno elastico si verifica quando il metallo cerca di tornare alla sua forma originale dopo la piegatura. Se non lo si prevede, l'angolo e il raggio possono essere sbagliati.
Correggere: Regolare l'angolo di piegatura nel progetto per tenere conto del ritorno elastico. Utilizzate i dati del materiale o le curve di prova per trovare la giusta compensazione. I metalli più duri, come l'acciaio inox, necessitano di maggiori regolazioni rispetto a quelli più morbidi, come l'alluminio.
Sovrastima della duttilità dei materiali
Alcuni progetti spingono troppo in là i materiali, dando per scontato che si piegheranno senza problemi. Tuttavia, non tutti i metalli sono in grado di gestire curve strette.
Correggere: Prima di impostare la curva, controllare la tabella dei raggi di curvatura. Se il progetto richiede una curva stretta, passare a un materiale più duttile o aumentare il raggio. Non forzare mai una curva stretta su materiali duri o spessi.
Mancata considerazione della sovrapposizione delle tolleranze nelle parti multipiegate
Quando un pezzo ha molte curve, i piccoli errori si sommano. Questo fenomeno è chiamato tolleranza accatastata. Se non è previsto, il pezzo finale potrebbe non adattarsi o allinearsi.
Correggere: Aggiungete una tolleranza supplementare per ogni curva nei pezzi a più curve. Lavorate a stretto contatto con il fabbricante per definire le tolleranze. Evitare di posizionare i fori troppo vicini alle curve, dove il metallo può spostarsi.
Selezione dell'utensile non corrispondente
L'utilizzo di un punzone o di una matrice di dimensioni sbagliate comporta una scarsa qualità della piegatura. Può causare grandi raggi, segni di utensili o addirittura cricche.
Correggere: Adattare il raggio della punta del punzone e l'apertura dello stampo al materiale e al raggio di curvatura desiderato. Assicurarsi che gli utensili siano adatti al tipo e allo spessore del metallo. Ricontrollare la configurazione prima di piegare pezzi in grandi quantità.
Conclusione
Le linee guida per il raggio di curvatura della lamiera aiutano a garantire curve precise, forti e pulite. Il raggio di curvatura giusto dipende dal materiale, dallo spessore, dall'utensile e dal metodo di piegatura. L'uso di valori corretti previene cricche, distorsioni e rilavorazioni. Progettisti e ingegneri devono sempre controllare le tabelle dei raggi di curvatura, applicare le buone pratiche di progettazione e scegliere gli strumenti adatti per ottenere i risultati migliori.
Avete bisogno di aiuto per la piegatura o la fabbricazione di lamiere personalizzate? Contattateci oggi stesso per un'assistenza esperta e un servizio rapido e affidabile.
Ciao, sono Kevin Lee

Negli ultimi 10 anni mi sono immerso in varie forme di lavorazione della lamiera, condividendo qui le mie esperienze in diverse officine.
Contattate
Kevin Lee
Ho oltre dieci anni di esperienza professionale nella fabbricazione di lamiere, con specializzazione nel taglio laser, nella piegatura, nella saldatura e nelle tecniche di trattamento delle superfici. In qualità di direttore tecnico di Shengen, mi impegno a risolvere sfide produttive complesse e a promuovere innovazione e qualità in ogni progetto.
Risorsa correlata

Acciaio inossidabile resistente alle impronte digitali: come funziona e come sceglierlo

OEM e produzione a contratto: Come scegliere il modello giusto per il vostro progetto

Costo di allestimento e costo unitario nella produzione di lamiere
