La scelta del giusto tonnellaggio è una delle decisioni più cruciali quando si sceglie una servopressa. Se la capacità della pressa è troppo bassa, la macchina potrebbe non raggiungere la forza di formatura necessaria. Questo può ridurre la precisione dei pezzi e portare a un'usura prematura degli utensili. Se il tonnellaggio è troppo elevato, il sistema diventa più costoso. Inoltre, consuma più energia e riduce la reattività del controllo della forza.
La produzione moderna dipende dalla precisione e dall'efficienza per rimanere competitiva. Per questo motivo, gli ingegneri devono adattare la forza di stampa alle reali esigenze del processo. Un'adeguata corrispondenza migliora la qualità dei pezzi e aiuta a tenere sotto controllo i costi operativi.
Questo articolo spiega come gli ingegneri e gli acquirenti stimano la forza necessaria. Spiega inoltre come impostare i margini di sicurezza. Infine, passa in rassegna altri fattori tecnici che influenzano le prestazioni della pressa nella produzione reale.

Comprensione del tonnellaggio nelle servopresse
Prima di scegliere una macchina, è necessario capire come funziona il tonnellaggio. Questa sezione spiega cosa rappresenta il tonnellaggio e come le servopresse lo applicano in modo diverso.
Cosa rappresenta il tonnellaggio?
Il tonnellaggio, misurato in kilonewton (kN) o tonnellate metriche, definisce la forza massima di formatura o pressatura che una servopressa può erogare. Indica la quantità di resistenza che la pressa può superare quando modella, unisce o deforma un pezzo.
Tuttavia, molti acquirenti interpretano male questa specifica. La maggior parte delle presse elenca il tonnellaggio nominale, che rappresenta la forza massima della macchina in una specifica posizione della corsa, spesso vicino al punto morto inferiore (BDC). La forza di lavoro, invece, è quella che la pressa è in grado di mantenere per tutta la gamma di corse utilizzabili.
Ad esempio, una pressa servoassistita con un tonnellaggio nominale di 20 kN può sostenere quel picco solo nell'ultimo 5% della corsa. Se il processo di formatura richiede la massima pressione all'inizio della corsa, la forza effettiva potrebbe diminuire del 20-30%. Ecco perché i progettisti devono sempre verificare in quale punto della corsa si applica la forza nominale.

In parole povere, il tonnellaggio non riguarda solo la "forza" della pressa, ma anche il modo in cui tale forza viene erogata durante il movimento.
Carico di picco vs. carico continuo
Un altro fraintendimento comune è quello di ritenere che il tonnellaggio nominale equivalga alla capacità sostenibile della macchina. In realtà, ogni servopressa ha due limiti:
- Carico di picco - la breve esplosione di forza massima ottenibile per una frazione di secondo.
- Carico continuo - la forza di regime che il sistema può sopportare senza surriscaldarsi o affaticarsi meccanicamente.
Ad esempio, una servopressa da 10 kN può mantenere 10 kN per 0,5 secondi ma solo 6 kN in modo continuo. Se utilizzato per applicazioni di formatura o di sosta prolungata, il superamento del valore nominale continuo può causare l'accumulo di calore del motore, il calo della coppia o la perdita di precisione nel tempo.
Le servo-presse superano questa sfida consentendo la programmazione di controllo forza-corsa. Il controllore è in grado di applicare la massima potenza solo quando necessario, di ridurre la velocità prima del contatto e di soffermarsi delicatamente sul fondo per alleviare le sollecitazioni. Questo movimento preciso non solo migliora la consistenza dei pezzi, ma prolunga anche la durata dello stampo e riduce il consumo energetico.
Prestazioni nominali e prestazioni pratiche
Quando si confrontano i modelli, gli ingegneri devono anche considerare come ciascun produttore definisce la propria "classe di tonnellaggio". Due macchine classificate a 50 kN possono fornire risultati diversi nel mondo reale a causa delle variazioni del diametro della vite, dell'efficienza dell'azionamento e della conversione della coppia in forza.
Suggerimento pratico: Chiedete sempre la curva di servizio continuo della pressa o il grafico forza/velocità. Questi grafici illustrano il tonnellaggio che la macchina è in grado di fornire in varie posizioni e velocità di corsa: il modo più affidabile per confermare la sua effettiva capacità.

Metodo passo-passo per la stima del tonnellaggio richiesto
La selezione accurata del tonnellaggio inizia con un calcolo e una convalida adeguati. Seguite questi passaggi per stimare la forza realmente necessaria al vostro processo.
1. Definire i parametri del processo e del materiale
Operazioni diverse richiedono livelli di forza molto diversi. Una pressatura leggera può richiedere solo pochi chilotoni, mentre un piccolo processo di formatura o coniatura può superare le centinaia. Perciò, si inizia con le nozioni di base:
- Tipo di processo: L'operazione è a pressione, formando, coniatura, rivettatura, o di sigillatura?
- Proprietà dei materiali: Il carico di snervamento, la durezza e la duttilità determinano direttamente la resistenza.
- Geometria: Superfici più ampie, curve più strette e raggi più stretti aumentano il carico localizzato.
Ad esempio, l'alluminio 6061 (carico di snervamento ≈ 150 MPa) può richiedere la metà del tonnellaggio dell'acciaio inox 304 (≈ 300 MPa) a parità di geometria.
In parole povere: più il materiale è resistente e spesso, maggiore è il tonnellaggio che la servopressa deve fornire.
2. Calcolo del fabbisogno di forza di base
Una volta noti il materiale e il funzionamento, è possibile stimare la forza necessaria utilizzando questa relazione semplificata:
F=k×A×σy
Dove:
- F = forza stimata (N)
- UN = area di contatto o di formazione (mm²)
- σy = tensione di snervamento del materiale (MPa)
- k = coefficiente di processo (tipicamente 0,7-1,2 a seconda dell'attrito e della geometria del pezzo)
Esempio:
State formando una lastra di acciaio inossidabile di 50 mm × 50 mm (area di 2.500 mm²) con una resistenza allo snervamento di 350 MPa e un coefficiente di processo pari a 1,0.
F=1.0×2,500×350=875,000N=875kN
Quindi, è necessaria una pressa in grado di fornire una forza nominale di almeno 875 kN in condizioni di laboratorio ideali.
Tuttavia, le operazioni reali sono raramente ideali. L'attrito, l'allineamento del pezzo e la finitura superficiale dell'utensile possono aumentare la resistenza di 10-20%, soprattutto quando si formano a velocità elevate. È sempre meglio considerare questo valore come soglia minima, non come punto di selezione finale.
3. Applicare un margine di sicurezza realistico
Anche con calcoli accurati, le variazioni del mondo reale sono inevitabili: l'usura degli utensili, il disallineamento e le fluttuazioni di temperatura possono aumentare inaspettatamente la richiesta di forza. Ecco perché la maggior parte degli ingegneri aggiunge un margine di sicurezza di 20-30% alla stima del tonnellaggio.
Nell'esempio precedente (875 kN), l'intervallo regolato diventa 1.050-1.150 kN.
Questo buffer garantisce che:
- Il servomotore non funziona mai in prossimità del suo limite di sovraccarico.
- La vite a sfera e il telaio mantengono la precisione anche sotto sforzo.
- L'accumulo di calore rimane all'interno del valore nominale per servizio continuo.
Regola empirica:
Per la formatura critica o la produzione continua, dimensionate la vostra servopressa a 1,25 volte il tonnellaggio teorico per ottenere prestazioni equilibrate e una lunga durata.
4. Convalida mediante pressatura di prova o simulazione digitale
La selezione delle moderne servopresse non dovrebbe fermarsi ai calcoli. I dati reali sono la migliore convalida. Se possibile, eseguite una pressa di prova utilizzando una cella di carico o un sensore di coppia per registrare i profili di forza effettivi. Confrontate la curva della forza misurata con il valore calcolato per vedere se si verificano picchi o anomalie durante la formatura.
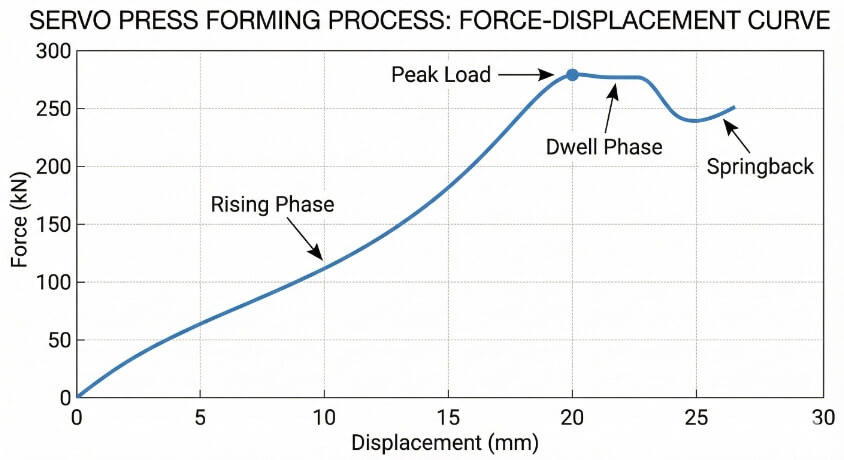
In alternativa, si può usare un software di simulazione (come DEFORM o Simufact Forming) per analizzare la curva forza-spostamento. La simulazione identifica non solo il carico di picco, ma anche la forma della curva - dove la forza aumenta, si stabilizza e si rilascia. La comprensione di questo aspetto aiuta a regolare il profilo di movimento della servo-pressa per ottimizzare l'uso dell'energia e la durata dell'utensile.
Perché è importante:
Un semplice numero (ad esempio, 900 kN) non dice tutto. Sapere come si sviluppa la forza lungo la corsa è ciò che separa una configurazione di successo della pressa da costosi tentativi ed errori.
5. Considerare la flessibilità del processo futuro
Se la vostra produzione comprende più pezzi o progetti in evoluzione, è bene prevedere uno spazio aggiuntivo. Una servopressa con movimento programmabile può adattarsi a nuovi materiali o geometrie, ma solo se ha la capacità di forza necessaria per farlo.
Per le piccole presse servoassistite (1-5 tonnellate), disporre di una riserva di forza supplementare di 20-30% consente la riconfigurazione per nuove applicazioni senza richiedere un reinvestimento. Questo approccio consente di mantenere il capitale investito utile per tutti i cicli di prodotto e le modifiche alla ricerca e sviluppo.
Fattori che influenzano la scelta del giusto tonnellaggio
Anche un calcolo corretto può non tenere conto delle variabili del mondo reale. Ecco come il materiale, la geometria e i fattori di produzione influiscono sulla richiesta di tonnellaggio.
Proprietà del materiale
La resistenza e la duttilità del materiale sono i primi e più ovvi fattori. I metalli più duri o meno duttili richiedono una maggiore pressione di formatura, mentre quelli più morbidi, come il rame o l'alluminio, possono deformarsi con carichi inferiori.
Ad esempio, la formatura dell'acciaio inox 304 (carico di snervamento di circa 215 MPa) richiede circa il doppio della forza dell'alluminio 5052 (carico di snervamento di circa 100 MPa) a parità di spessore. Gli acciai ad alta resistenza, il titanio e le leghe di nichel possono richiedere una forza ancora maggiore, talvolta superiore a 4 volte il tonnellaggio dell'acciaio dolce per una geometria identica del pezzo.
Oltre alla resistenza allo snervamento, la tempra aumenta anche il carico durante la formatura. Con la deformazione del materiale, la resistenza aumenta notevolmente nelle ultime fasi della corsa, ed è qui che le servo-presse eccellono: possono regolare la velocità e la coppia in tempo reale per mantenere una pressione costante.
In breve: quando si lavora con leghe più dure o con applicazioni di precisione, controllare sempre la curva sforzo-deformazione del materiale, non solo la sua resistenza nominale.
Geometria dei pezzi e progettazione degli utensili
La geometria può modificare drasticamente la distribuzione del carico. Imbutiture profonde, nervature, rilievi o raggi angolari stretti concentrano le sollecitazioni in piccole aree, aumentando la pressione localizzata e, di conseguenza, il tonnellaggio totale richiesto. Anche piccoli dettagli di progettazione, come il posizionamento dei fori o l'altezza delle flange, possono aumentare la resistenza alla formatura di 10-20%.
Ad esempio, un pannello piatto di 100 mm potrebbe richiedere solo 5 kN per imprimere un semplice logo, ma lo stesso pannello con un canale profondo 3 mm potrebbe richiedere 25 kN o più a causa dell'attrito e delle sollecitazioni di flessione.
Anche la progettazione degli utensili svolge un ruolo importante:
- Stampi rigidi distribuire la forza in modo uniforme e ridurre gli sprechi di energia.
- Stampi flessibili o sottili assorbono parte della forza applicata, riducendo di fatto l'efficienza della formatura.
- Allineamento degli stampi Anche il disallineamento può aumentare il tonnellaggio richiesto fino a 15%, secondo uno studio del Precision Forming Lab del 2023.
Le servo presse compensano queste variazioni grazie al controllo programmabile della sosta. Rallentando la corsa prima del contatto e fermandosi al punto morto inferiore, i progettisti possono evitare carichi d'urto, prolungare la durata dello stampo e mantenere la qualità dei pezzi.
Lunghezza della corsa e velocità di pressatura
La relazione tra il profilo della corsa e la velocità di pressatura influisce direttamente sulla richiesta di tonnellaggio. Una corsa più lunga significa che il servomotore deve sostenere la coppia su una distanza maggiore, mentre un movimento più rapido aumenta l'inerzia e il carico transitorio.
Le presse meccaniche tradizionali non possono adattarsi facilmente, ma le servo presse sì. Grazie ai profili di movimento definiti dal software, è possibile:
- Decelerare appena prima del contatto con il materiale per ridurre il carico d'impatto.
- Mantenere una sosta programmata per ottenere la consistenza della forma.
- Regolare la velocità di ritorno per bilanciare la durata del ciclo e il carico termico.
Questo dimostra perché il controllo del movimento della pressa è importante quanto la capacità di tonnellaggio grezzo.
Il risultato principale è che
Non dimensionate la pressa solo in base alla forza massima, ma verificate che sia in grado di mantenere tale forza per tutta la velocità di corsa e la durata della sosta previste.
Volume di produzione e ciclo di lavoro
Anche la pressa più robusta può avere prestazioni inferiori se non è progettata per il funzionamento continuo. Ogni servomotore ha un ciclo di lavoro, che è il rapporto tra il tempo di pressatura attiva e il tempo di raffreddamento o di inattività. Il superamento di questo ciclo causa l'accumulo di calore, la riduzione della coppia e l'usura a lungo termine di cuscinetti e viti.
Ad esempio:
- Una piccola pressa da 5 kN può gestire il pieno carico per 1 secondo, ma richiede 3-4 secondi di riposo.
- Una servopressa da 100 kN di livello produttivo potrebbe mantenere una capacità di 80% in modo continuo con una gestione termica adeguata.
In un ambiente ad alto volume, la valutazione del carico continuo diventa ancora più importante del carico di picco. Il funzionamento a 70-80% del tonnellaggio nominale garantisce una precisione costante e riduce la frequenza della manutenzione.
Quando si stima l'utilizzo della macchina, considerare:
- Tempo di ciclo: il numero di corse al minuto del processo.
- Durata della sosta: per quanto tempo viene mantenuta la forza durante ogni corsa.
- Schema dei turni: ore totali di funzionamento continuo al giorno.
Trascurare questi aspetti porta spesso a un'usura prematura del motore o a una deriva della forza, entrambi fattori che possono compromettere la stabilità dimensionale nel tempo.
Vantaggi della servo pressa nel controllo del tonnellaggio
La tecnologia servo trasforma il controllo della forza in ingegneria di precisione. Scoprite come il movimento programmabile e il feedback assicurano una pressatura costante ed efficiente.
Curva forza-corsa programmabile
In una pressa meccanica convenzionale, la curva del tonnellaggio segue l'angolo della manovella. La forza massima è disponibile solo in prossimità del punto morto inferiore, il che significa che il processo deve adattarsi al supporto e non viceversa.
Le servopresse invertono questa logica. Utilizzando i servomotori ad azionamento diretto, gli ingegneri possono progettare profili forza-corsa personalizzati, adatti a ciascuna operazione. È possibile rallentare prima del contatto con il materiale, aumentare la coppia in modo fluido e soffermarsi con precisione sulla parte inferiore per alleviare le sollecitazioni interne.
Questa flessibilità consente a una pressa servoassistita di sostituire più presse meccaniche impostate per materiali o profondità diverse.
Feedback in tempo reale e dati di processo
I servosistemi monitorano continuamente la forza, lo spostamento e la coppia del motore ad alta frequenza di campionamento. In questo modo si crea un circuito di feedback in tempo reale che corregge istantaneamente qualsiasi deviazione, come le variazioni di spessore del materiale o l'allineamento dello stampo.
Con la registrazione dei dati e il confronto delle curve, i tecnici possono:
- Rilevare le anomalie prima che causino difetti.
- Tracciare l'usura dello stampo in base alla deriva graduale della forza.
- Mantenere la tracciabilità per la conformità alle norme ISO 9001 o IATF 16949.
In pratica, questo significa meno scarti e una più rapida approvazione della qualità. Per settori come l'elettronica, i moduli EV e i sensori di precisione, questa capacità di fornire dati trasforma una servopressa da strumento meccanico a risorsa di produzione digitale.
Efficienza energetica e integrazione intelligente
Le servo-presse consumano energia solo quando generano forza, a differenza dei sistemi idraulici che mantengono continuamente la pressione. Ciò le rende intrinsecamente più efficienti dal punto di vista energetico.
Inoltre, il loro controllo programmabile li rende compatibili con gli ambienti di produzione intelligenti, collegandosi facilmente ai livelli di dati MES, SCADA o Industry 4.0. Ciò consente la manutenzione predittiva, il monitoraggio dei cicli e l'analisi dei carichi, aiutando le strutture a ottimizzare i tempi di attività e a prolungare la vita delle apparecchiature.
Altri fattori tecnici spesso trascurati
Piccoli dettagli ingegneristici possono determinare le prestazioni della pressa. Questi fattori trascurati spesso decidono la precisione a lungo termine e la stabilità della macchina.
Analisi della curva forza-spostamento
La forza di pressione nel mondo reale non è costante, ma cambia dinamicamente durante la corsa. Una curva forza-spostamento mostra come la forza si accumula, raggiunge i picchi e si rilascia. Studiando questa curva, gli ingegneri possono identificare le inefficienze e i rischi nascosti, come ad esempio:
- I picchi improvvisi indicano una scarsa lubrificazione o un disallineamento dello stampo.
- I plateau irregolari suggeriscono un indurimento del materiale o un controllo insufficiente della sosta.
- Le zone di ritorno elastico rivelano tensioni residue o recupero elastico.

L'analisi di questi dati consente di ottimizzare i profili di movimento della pressa e di confermare se la curva di coppia del servomotore selezionato è in linea con i requisiti effettivi del processo, non solo con il tonnellaggio teorico.
Rigidità di stampi e attrezzature
La rigidità degli utensili gioca un ruolo fondamentale nell'efficienza del tonnellaggio. Se uno stampo o un'attrezzatura si flette sotto carico, una parte della forza applicata viene assorbita come deformazione elastica, riducendo la precisione di formatura.
Per ridurre al minimo questo problema:
- Utilizzare piastre di serraggio e di supporto bilanciate per mantenere una pressione uniforme.
- Scegliere tipi di acciaio per utensili con un modulo di elasticità più elevato.
- Incorporare l'analisi degli elementi finiti (FEA) durante la progettazione dello stampo per prevedere le zone di deformazione.
Questo miglioramento non solo aumenta l'accuratezza del tonnellaggio, ma prolunga anche la durata dello stampo e la ripetibilità.
Prestazioni termiche e di fatica
Ogni servo pressa ha un rating di servizio continuo, che specifica il carico che può gestire indefinitamente senza surriscaldarsi. Un funzionamento vicino alla coppia di picco per cicli prolungati aumenta il calore nel motore e nella vite a ricircolo di sfere, causando una deriva dimensionale e un'usura accelerata.
Per le operazioni di formatura continua o ad alta velocità, i progettisti dovrebbero scegliere una pressa che funzioni a 70-80% di tonnellaggio nominale in modo continuo. Questo garantisce:
- Uscita di coppia stabile.
- Minore aumento della temperatura.
- Precisione costante su lunghe tirature.
Anche il monitoraggio termico e i sistemi di raffreddamento ad aria forzata sono aggiornamenti preziosi per le presse che operano in ambienti con più turni.
Conclusione
La scelta del tonnellaggio giusto per una servopressa è molto più di un semplice numero su una scheda tecnica: è una decisione ingegneristica che influisce sulla qualità, sul costo e sulla durata a lungo termine dell'attrezzatura. La tecnologia Servo si spinge oltre, aggiungendo il controllo programmabile, l'efficienza energetica e il feedback digitale, per dare ai produttori la possibilità di formare, unire o pressare con maggiore precisione e meno scarti.
Siete pronti a ottimizzare la scelta della vostra pressa? Il nostro team di ingegneri è specializzato in servopresse di piccolo e medio tonnellaggio (1-5 tonnellate) progettate per l'assemblaggio di precisione, la formatura e la giunzione dei metalli. Contattateci oggi stesso per discutere del vostro progetto o per richiedere una valutazione gratuita del tonnellaggio con i nostri ingegneri applicativi.
Domande frequenti
Come si convertono le tonnellate in chilotoni (kN)?
1 tonnellata metrica = 9,81 kN. Ad esempio, una pressa da 10 tonnellate equivale a circa 98 kN.
Un tonnellaggio maggiore è sempre meglio?
No. Le presse sovradimensionate consumano più energia e riducono la sensibilità della forza. Scegliete la macchina più piccola che soddisfi le vostre esigenze di processo più un margine di sicurezza.
Una sola servopressa può gestire più applicazioni?
Sì. Con il controllo del movimento programmabile, una singola servopressa può eseguire diverse operazioni - pressatura, formatura o coniatura - entro la sua capacità nominale.
Qual è la differenza tra tonnellaggio di picco e tonnellaggio continuo?
Il tonnellaggio di picco è il carico massimo a breve termine; il tonnellaggio continuo è quello che la pressa può mantenere indefinitamente. Confermare sempre entrambi prima dell'acquisto.
Come posso verificare se la selezione del tonnellaggio è corretta?
Per misurare la forza di formatura effettiva, utilizzare il test con cella di carico o la simulazione digitale. Se la forza di picco rimane al di sotto di 80% e la media al di sotto di 60% della capacità nominale, la scelta è ben bilanciata.
Ciao, sono Kevin Lee

Negli ultimi 10 anni mi sono immerso in varie forme di lavorazione della lamiera, condividendo qui le mie esperienze in diverse officine.
Contattate
Kevin Lee
Ho oltre dieci anni di esperienza professionale nella fabbricazione di lamiere, con specializzazione nel taglio laser, nella piegatura, nella saldatura e nelle tecniche di trattamento delle superfici. In qualità di direttore tecnico di Shengen, mi impegno a risolvere sfide produttive complesse e a promuovere innovazione e qualità in ogni progetto.
Risorsa correlata

Acciaio inossidabile resistente alle impronte digitali: come funziona e come sceglierlo

OEM e produzione a contratto: Come scegliere il modello giusto per il vostro progetto

Costo di allestimento e costo unitario nella produzione di lamiere
