La progettazione delle filettature può sembrare semplice, ma molti pezzi CNC falliscono perché le filettature non sono state progettate correttamente. Una filettatura mal progettata può spanarsi, disallinearsi o rendere difficile l'assemblaggio. Ciò comporta perdite di tempo e un aumento dei costi. Ingegneri e progettisti si chiedono spesso quale sia il tipo, il passo o la profondità di filettatura migliore per un particolare materiale o applicazione.
Questa guida mostra come progettare filettature resistenti, precise e facili da lavorare. Imparerete a selezionare il tipo di filettatura corretto, a garantire un innesto adeguato e a evitare errori che possono rallentare la produzione o danneggiare i pezzi. Seguendo questi passaggi è possibile realizzare in modo più efficiente pezzi CNC affidabili.
Un buon progetto di filettatura è alla base di ogni componente assemblato. Ne analizzeremo le idee chiave per creare filettature che funzionino bene e siano semplici da lavorare.
Fondamenti di geometria della filettatura
Prima di progettare le filettature, è utile capire come funziona la loro geometria. Le filettature sono più che semplici scanalature a spirale. Hanno caratteristiche specifiche che ne determinano la forma, la resistenza e l'adattamento.
Elementi chiave di una filettatura
Un filo 3D può sembrare semplice, ma è definito da diverse caratteristiche geometriche che devono lavorare insieme con precisione:
- Diametro primario: Si tratta del diametro maggiore misurato attraverso le creste della filettatura. Ad esempio, una filettatura UNC da 1/4"-20 ha un diametro primario di 6,35 mm (0,25 in).
- Diametro minore: Si tratta del diametro più piccolo misurato attraverso le radici della filettatura. Per una filettatura UNC da 1/4"-20 è di circa 5,16 mm (0,203"). Il diametro minore determina la resistenza del nucleo del dispositivo di fissaggio.
- Pece: La distanza tra una cresta della filettatura e la successiva. Nelle filettature metriche, M6 × 1,0 ha un passo di 1,0 mm. In filettature unificate, 1/4"-20 significa 20 filetti per pollice (TPI), circa 1,27 mm di passo.
- Angolo della filettatura: L'angolo tra i fianchi della filettatura. Le filettature metriche e unificate utilizzano 60°, le filettature Acme 29° e Whitworth 55°. Questo angolo influisce sulla ripartizione del carico e sulle sollecitazioni sui fianchi della filettatura.
- Diametro del passo: Il diametro in cui la larghezza della cresta del filetto è uguale alla larghezza della scanalatura. Questa è la dimensione più critica per un corretto accoppiamento e impegno. Ad esempio, una filettatura M10 × 1,5 6H ha una tolleranza sul diametro del passo di ±0,13 mm.
- Cresta e radice: La cresta è la parte superiore della filettatura, mentre la radice è la parte inferiore. Le radici affilate possono causare punti di stress, per cui standard come ISO e ANSI stabiliscono raggi minimi di radice per prevenire cricche sotto carichi ripetuti.
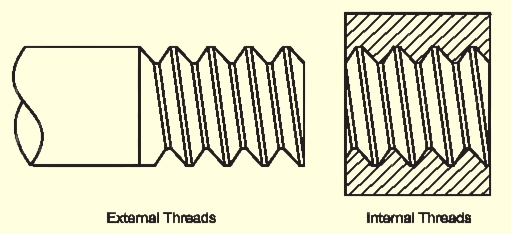
Filettature interne ed esterne
Le filettature possono essere interne (femmina) o esterne (maschio). Condividono la stessa geometria, ma i metodi di lavorazione e la resistenza differiscono.
- Filettature esterne sono realizzati su bulloni, alberi o perni. Possono essere tagliate o rullate. Le filettature rullate sono standard nei dispositivi di fissaggio ad alta resistenza. La rullatura aumenta la resistenza alla fatica di 20-30% e migliora la finitura superficiale, rendendo più fluido l'assemblaggio.
- Filettature interne sono formati in fori praticati utilizzando rubinetti o fresatura dei filetti. Ad esempio, una filettatura M8 × 1,25 richiede solitamente un foro di 6,8 mm. Un foro troppo piccolo rende più difficile la maschiatura, mentre un foro troppo grande indebolisce la filettatura.
Standard e classificazioni delle filettature
Gli standard di filettatura definiscono le modalità di misurazione, etichettatura e produzione delle filettature. Garantiscono la compatibilità tra i pezzi prodotti da produttori diversi.
Standard di filettatura unificata (UN e UNC/UNF)
Lo standard di filettatura unificato (UN) è ampiamente utilizzato negli Stati Uniti, in Canada e in molti altri paesi. Definisce sia le serie di filettature grosse che quelle fini, garantendo dimensioni coerenti in tutti i settori.
- UNC (Unified National Coarse) hanno un numero inferiore di filetti per pollice (TPI), il che li rende più resistenti e facili da assemblare. Ad esempio, una vite UNC da 1/4"-20 ha 20 TPI, ovvero 20 filetti in un pollice. Il design grossolano offre una maggiore resistenza alla spanatura nei materiali più morbidi, come l'alluminio.
- UNF (Multa Nazionale Unificata) hanno più filetti per pollice. Una vite UNF da 1/4"-28, ad esempio, ha 28 TPI. Il passo fine consente una maggiore forza di serraggio ed è ideale per materiali duri o applicazioni che richiedono regolazioni precise.
- UNEF (Multa Extra Nazionale Unificata) Le filettature sono meno comuni, ma vengono utilizzate quando lo spazio per l'innesto della filettatura è limitato, come nel settore aerospaziale o negli strumenti di precisione.
Filettature metriche ISO
Il sistema di filettatura metrica ISO è lo standard globale più diffuso, regolato dalle norme ISO 68-1 e ISO 965-1. È diffuso in Europa, Asia e in molti mercati internazionali. È comune in Europa, Asia e in molti mercati internazionali. Invece dei pollici, utilizza i millimetri per tutte le misure.
Le filettature metriche sono identificate dalla lettera M, seguita dal diametro nominale e dal passo. Ad esempio:
- M8 × 1.25 significa un diametro primario di 8 mm e un passo di 1,25 mm.
- M10 × 1.5 è un diametro di 10 mm con un passo di 1,5 mm.
Le filettature metriche utilizzano lo stesso angolo di filettatura di 60° delle filettature unificate, ma applicano un sistema di tolleranza diverso, indicato come 6g per le filettature esterne e 6H per le filettature interne nelle applicazioni standard.
Progettazione di filettature per la producibilità
Un buon progetto di filettatura non si limita alla scelta della dimensione e del passo giusti. Le filettature devono anche essere facili da lavorare, sufficientemente resistenti per sostenere i carichi e di qualità costante.
Spessore minimo della parete e impegno della filettatura
Per i fori o i pezzi a parete sottile, è fondamentale mantenere uno spessore di parete sufficiente. Le pareti sottili possono flettersi durante la lavorazione e possono piegarsi o incrinarsi sotto carico.
Una regola generale è quella di mantenere uno spessore delle pareti pari ad almeno 1,5 volte il diametro primario della filettatura. Ad esempio, una filettatura M8 (diametro 8 mm) dovrebbe avere pareti spesse almeno 12 mm. Per materiali più morbidi come l'alluminio, aumentare lo spessore a 2 volte il diametro per una maggiore stabilità.
L'impegno della filettatura si riferisce alla parte della lunghezza della filettatura che effettivamente sostiene il carico. La maggior parte delle applicazioni richiede da 1 a 1,5 volte il diametro della filettatura per ottenere la massima resistenza.
Evitare i sottosquadri e le transizioni brusche
I sottosquadri e gli angoli vivi possono creare punti deboli e aree di stress. Le filettature devono passare senza problemi alla sezione non filettata per ridurre le fessurazioni, soprattutto in caso di carichi ripetuti.
Per garantire una terminazione pulita della filettatura, utilizzare una scanalatura di scarico o una scanalatura di scarico della filettatura. Una buona linea guida è 1,5 volte il passo della filettatura per la larghezza del rilievo, con una profondità leggermente superiore al diametro della radice della filettatura.
Evitare gli angoli interni taglienti in prossimità delle filettature. Utilizzare invece filetti o smussi. Un raggio di 0,5-1,0 mm di solito distribuisce le sollecitazioni in modo uniforme. Le transizioni lisce aiutano anche gli utensili CNC a uscire in modo pulito, migliorando la finitura superficiale e riducendo le bave.
Selezione della corretta profondità della filettatura
Per le filettature unificate e metriche a 60°, la profondità standard è di 0,613 × passo. Ad esempio, una filettatura M6 × 1,0 ha una profondità teorica di 0,613 mm. In pratica, i macchinisti spesso riducono la profondità di 5-10% per migliorare il movimento dell'utensile e garantire un adattamento corretto ai calibri.
Fili profondi in fori ciechi possono intrappolare trucioli e refrigerante, danneggiando potenzialmente gli utensili. Per evitare questo inconveniente, lasciare un rilievo piatto sul fondo del foro o utilizzare la fresatura della filettatura per migliorare lo spazio tra i trucioli.
Per i fori ciechi, la lunghezza del filetto completo deve essere inferiore di almeno 1,5 passi rispetto alla profondità del foro. In questo modo si crea spazio per i trucioli e si evitano le cadute dell'utensile.
Errori di progettazione del filo comune da evitare
Anche i progettisti più esperti possono commettere piccoli errori che causano problemi significativi nella filettatura CNC. Riconoscere questi errori comuni consente di progettare filettature precise e facili da lavorare.
Tolleranze troppo strette
Molti progettisti credono che tolleranze più strette equivalgano a una migliore qualità. Questo non è sempre vero. Le tolleranze strette aumentano i tempi di lavorazione, consumano più rapidamente gli utensili e possono rendere più difficile l'assemblaggio.
Per la maggior parte dei pezzi, gli accoppiamenti standard funzionano bene: 2A/2B per le filettature unificate e 6g/6H per le filettature metriche. Gli accoppiamenti più stretti sono necessari solo in caso di allineamento preciso o di tenuta ad alta pressione.
Ad esempio, una filettatura M10 × 1,5 con attacco 6H ha già una precisione di ±0,13 mm. Cercare di stringerla a ±0,05 mm di solito comporta un aumento dei costi senza migliorare le prestazioni. Inoltre, aumenta il tasso di scarto durante le ispezioni.
Le tolleranze strette possono causare il grippaggio dei pezzi durante l'assemblaggio, soprattutto quando i rivestimenti come zincatura o anodizzazione vengono applicati. Questi trattamenti possono aggiungere 5-15 µm per superficie. Le tolleranze pratiche riducono lo stress dell'utensile, migliorano la coerenza e tagliano le rilavorazioni.
Insufficiente impegno della filettatura
L'impegno della filettatura è la parte della filettatura che sostiene il carico. Un impegno troppo ridotto può far spanare o allentare la filettatura.
Una regola generale: 1× il diametro nominale per l'acciaio, 1,5× per i metalli più morbidi come alluminio o ottone. Ad esempio, una filettatura M8 × 1,25 dovrebbe impegnare almeno 8 mm nell'acciaio o 12 mm nell'alluminio.
La maggior parte del carico è sostenuta dalle prime filettature impegnate - oltre 80% nelle prime tre filettature. L'aggiunta di un maggiore impegno raramente migliora la resistenza, ma aumenta il tempo di lavorazione e l'usura degli utensili.
Per i pezzi a parete sottile, assicurarsi che il materiale dietro la filettatura sia sufficiente a prevenire le cricche. Per le materie plastiche o gli inserti, considerare inserti elicoidali o boccole filettate per rafforzare la filettatura.
Ignorare l'accesso o l'ingombro degli utensili
Le filettature hanno bisogno di spazio per consentire agli utensili di tagliare e uscire senza problemi. Un accesso insufficiente può causare collisioni, filettature incomplete o danni agli elementi vicini.
I maschi e le frese per filettare CNC necessitano di un gioco assiale e radiale. Per i fori ciechi, lasciare 1,5 passi di filettatura di spazio non filettato nella parte inferiore per il gioco dei trucioli. Senza di esso, i trucioli possono inceppare l'utensile, causandone la rottura.
Ad esempio, per filettare un foro cieco M10 × 1,5 è necessario che la profondità del foro sia di almeno 1,5 mm rispetto al diametro dell'intera filettatura. Per le filettature esterne in prossimità delle spalle, aggiungere una scanalatura di scolo larga almeno 1,5× il passo e leggermente più profonda della radice della filettatura.
Controllare i percorsi degli utensili nel modello 3D. Elementi troppo vicini alle filettature possono bloccare l'accesso. L'aggiunta di un leggero smusso o rilievo all'ingresso aiuta il rubinetto o la fresa a partire in modo pulito e riduce le bave.
Specificare le filettature sui disegni tecnici
Una filettatura ben progettata è buona solo quanto la sua documentazione. Indicazioni corrette, definizioni di tolleranza e note di ispezione assicurano risultati coerenti in ogni lotto di produzione.
Richiami chiari e inequivocabili alle filettature
Le denominazioni delle filettature descrivono il tipo, la dimensione, il passo e la classe di montaggio. Dovrebbero essere conformi agli standard internazionali come ASME Y14.6 o ISO 965-1. Le indicazioni chiare aiutano i macchinisti a capire rapidamente quali utensili e processi utilizzare.
Per i thread unificati, il formato è tipicamente:
1/4-20 UNC-2B
- 1/4 → Diametro maggiore (pollici)
- 20 → Filetti per pollice (TPI)
- UNC → Serie di filettature (Unified National Coarse)
- 2B → Classe di montaggio (filettatura interna)
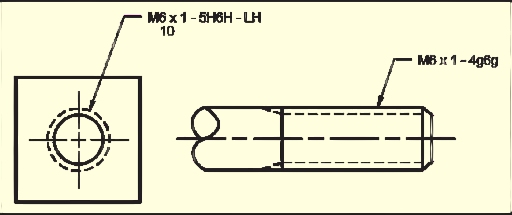
Per le filettature metriche, il formato è:
M10 × 1,5 - 6H
- M10 → Diametro maggiore (mm)
- 1.5 → Passo (mm)
- 6H → Classe di tolleranza della filettatura interna
Specificare se il filo è passante o cieco. Note come "THRU" o "DEPTH 15 mm" evitano confusione durante la programmazione del CNC.
Includere le finiture superficiali o la placcatura nel callout, se necessario. Ad esempio:
M8 × 1,25 - 6H, DOPO ZINCATURA
In questo modo i macchinisti tengono conto dello spessore del rivestimento durante il taglio del filetto.
Definizione delle tolleranze della classe di filettatura per l'accoppiamento e la funzionalità
Le tolleranze della filettatura controllano l'aderenza dei pezzi tra loro. La scelta della classe giusta può avere un impatto significativo sull'assemblaggio, sulla capacità di carico e sulla producibilità.
Le filettature unificate vanno da 1A/1B (allentate) a 3A/3B (strette):
- 1A/1B: Montaggio rapido, ideale per ambienti non critici o sporchi.
- 2A/2B: Adattamento standard per la maggior parte dei componenti industriali.
- 3A/3B: Adattamento di alta precisione per applicazioni aerospaziali, di strumentazione o idrauliche.
Un numero di grado e una lettera identificano le filettature metriche. Ad esempio:
- 6H (interno) / 6g (esterno): Applicazione standard per usi generici.
- 5H/5 G: Un accoppiamento più stretto per i pezzi di alta precisione.
- 7H/7g: Montaggio più lento per agevolare l'assemblaggio.
Ad esempio, M12 × 1,75 - 6H/6g offre un buon equilibrio tra precisione e facilità di montaggio, con una tolleranza sul diametro del passo di circa ±0,15 mm. Evitare di specificare tolleranze troppo rigide, a meno che non sia necessario, in quanto aumentano l'usura degli utensili e i tempi di ispezione senza produrre vantaggi significativi in termini di prestazioni.
Comunicare i requisiti di ispezione e qualità
L'ispezione garantisce la qualità delle filettature e il corretto accoppiamento dei pezzi. Le note di ispezione chiare sui disegni mantengono la coerenza durante il controllo qualità.
I requisiti standard di ispezione includono:
- Test del manometro Go/No-Go: Verifica l'adattamento funzionale delle filettature interne ed esterne.
- Misura del diametro del passo: Assicura il corretto innesto. Misurato con un metodo a tre fili o con un micrometro per filettature, di solito con un'approssimazione di ±0,02 mm per i pezzi di precisione.
- Finitura superficiale: Importante per un innesto regolare. I valori tipici vanno da Ra 1,6 µm a Ra 3,2 µm, a seconda dell'applicazione.
- Ispezione visuale: Controlla la presenza di bave, filettature incomplete o segni di utensili.
Per i componenti critici, includere note come:
FILETTATURE DA ISPEZIONARE CON UN CALIBRO DI CLASSE 2B GO/NO-GO
o
100% ISPEZIONE DELLA FILETTATURA RICHIESTA PER IL PRIMO ARTICOLO
Inserti: Alternative alla filettatura
A volte le filettature tradizionali non sono la scelta migliore. Pareti sottili, materiali morbidi o requisiti di alta resistenza possono rendere la maschiatura difficile o inaffidabile. Gli inserti filettati rappresentano un'alternativa forte e duratura. Aumentano la capacità di carico, prolungano la durata dei pezzi e riducono l'usura degli utensili CNC. Gli inserti facilitano inoltre la manutenzione e la sostituzione.
Vantaggi dell'utilizzo degli inserti
- Forza migliorata: Gli inserti consentono a un piccolo foro in un materiale morbido di sopportare lo stesso carico di una filettatura in acciaio più grande.
- Durabilità: Resistono alla spellatura anche dopo ripetuti assemblaggi, soprattutto nelle parti soggette a forti vibrazioni.
- Flessibilità: Gli inserti danneggiati possono essere sostituiti senza dover sostituire l'intero pezzo.
- Efficienza di lavorazione: I filetti tagliati negli inserti riducono l'usura dell'utensile rispetto al taglio diretto nel materiale di base.
Considerazioni sulla progettazione
- Il diametro del foro deve corrispondere alle raccomandazioni del produttore dell'inserto.
- Mantenere uno spessore di parete sufficiente attorno all'inserto per evitare fessurazioni durante l'installazione.
- Specificare chiaramente il tipo di inserto, il metodo di installazione, la profondità e l'orientamento sui disegni tecnici.
Gli inserti filettati sono una soluzione pratica per materiali morbidi, pareti sottili o applicazioni ad alto carico. Combinano resistenza, affidabilità e facilità di assemblaggio, rappresentando una solida alternativa alla filettatura convenzionale nei pezzi CNC.
Portate il vostro design del filo al livello successivo
La progettazione di filettature per la lavorazione CNC non deve essere complicata. Concentrandosi sulla geometria della filettatura, sull'impegno, sulle tolleranze e sulla producibilità, è possibile creare pezzi resistenti e precisi, oltre che facili da assemblare. Evitate gli errori più comuni, come le tolleranze troppo strette, l'impegno insufficiente e la scarsa accessibilità degli utensili, per risparmiare tempo, ridurre i costi e garantire prestazioni affidabili.
Se avete bisogno di un aiuto esperto per ottimizzare i vostri progetti di filettatura o avete bisogno di pezzi CNC di precisione, contattate il nostro team oggi stesso. Possiamo esaminare i vostri disegni, suggerire miglioramenti e aiutarvi a trasformare i vostri progetti in componenti di alta qualità e producibili. Non lasciate che una cattiva progettazione della filettatura rallenti i vostri progetti: richiedete subito una guida professionale.
Ciao, sono Kevin Lee

Negli ultimi 10 anni mi sono immerso in varie forme di lavorazione della lamiera, condividendo qui le mie esperienze in diverse officine.
Contattate
Kevin Lee
Ho oltre dieci anni di esperienza professionale nella fabbricazione di lamiere, con specializzazione nel taglio laser, nella piegatura, nella saldatura e nelle tecniche di trattamento delle superfici. In qualità di direttore tecnico di Shengen, mi impegno a risolvere sfide produttive complesse e a promuovere innovazione e qualità in ogni progetto.
Risorsa correlata

Acciaio inossidabile resistente alle impronte digitali: come funziona e come sceglierlo

OEM e produzione a contratto: Come scegliere il modello giusto per il vostro progetto

Costo di allestimento e costo unitario nella produzione di lamiere
