Le servopresse stanno cambiando il modo in cui i produttori gestiscono la formatura di precisione. Queste macchine utilizzano un movimento programmabile, un feedback in tempo reale e un'elevata efficienza energetica. Questa combinazione offre agli operatori un livello di controllo che le presse meccaniche e idrauliche non possono offrire.
La scelta della servopressa giusta non si limita alla verifica del tonnellaggio o del prezzo. L'acquirente deve far coincidere le capacità della macchina con gli obiettivi di produzione, la forma dei pezzi e la precisione richiesta. Questo allineamento aiuta a evitare apparecchiature poco performanti e costi imprevisti.
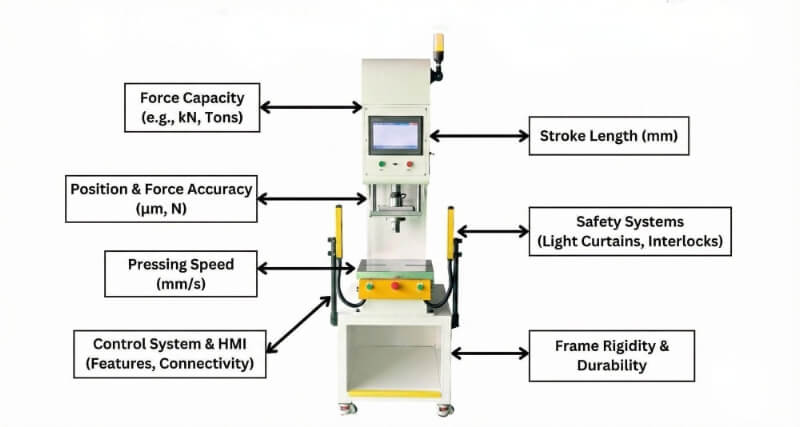
Questo articolo illustra le principali specifiche tecniche da considerare prima di acquistare una servopressa. Ogni specifica è direttamente collegata alla qualità dei pezzi, ai costi operativi e al ritorno sull'investimento. L'obiettivo è aiutare ingegneri e acquirenti a prendere decisioni chiare e basate sui dati.
Comprendere le esigenze dell'applicazione
Prima di esaminare le tabelle di tonnellaggio o i dati di catalogo, definite le vostre reali esigenze di produzione. Assemblaggio di precisione, formatura poco profonda e disegno profondo tutti hanno bisogno di una diversa combinazione di forza, corsa e controllo del movimento.
Tipo e spessore del materiale
Il primo passo è identificare il materiale e le sue proprietà di base. La resistenza e lo spessore del materiale influiscono direttamente sulle impostazioni della forza di formatura e del movimento.
I materiali duri, come l'acciaio inossidabile o il titanio, richiedono una forza maggiore. Inoltre, necessitano di un movimento più lento vicino al fondo, in particolare al centro, per ridurre le crepe e i danni superficiali. I materiali più morbidi, come l'alluminio o il rame, consentono cicli più rapidi. Tuttavia, hanno ancora bisogno di un controllo preciso per evitare la flessione o la distorsione della forma.
Approfondimento ingegneristico: La forza di formatura aumenta quasi linearmente con lo spessore del materiale e la resistenza allo snervamento.
Ad esempio, un pezzo in acciaio dolce di 2 mm può richiedere una forza di circa 35-40 kN. La forma esatta, realizzata in acciaio inossidabile, può richiedere un carico di 60-70 kN.
Per questo motivo, i tecnici dovrebbero sempre calcolare prima il carico di formatura richiesto. La potenza della pressa dovrebbe quindi essere superiore di almeno 20-30% rispetto a tale valore. Questo margine di sicurezza aiuta a mantenere stabile la qualità dei pezzi quando le proprietà del materiale cambiano da un lotto all'altro.
Volume di produzione e tempo di ciclo
Il volume di produzione non riguarda solo le dimensioni della macchina. Definisce anche la durata e l'efficienza richieste alla macchina durante il funzionamento quotidiano.
Per i piccoli pezzi e i componenti elettronici, le servo-presse da 1-5 tonnellate funzionano spesso a 30-60 colpi al minuto in modalità corsa breve. Queste macchine sono in grado di mantenere la ripetibilità a livello micrometrico, anche a velocità più elevate.
La produzione di grandi volumi stressa la pressa per lunghi periodi. In questi casi, un controllo stabile della temperatura e una bassa usura meccanica diventano fondamentali. Per i bassi volumi o lavoro sui prototipil'attenzione cambia. La flessibilità diventa più preziosa della velocità massima.
Suggerimento per il design: Scegliete una macchina da stampa in grado di memorizzare più programmi di movimento. La rapida impostazione digitale riduce i tempi di inattività e facilita la produzione di piccoli lotti senza compromettere la precisione.
Tipo di processo e complessità di formatura
Ogni processo di formatura risponde in modo diverso alla forza applicata. Timbratura, coniatura, E piegatura dipendono da un impatto rapido. L'imbutitura profonda e la giunzione di precisione richiedono una pressione lenta e costante con una breve sosta vicino alla parte inferiore, centrata con precisione. Questa pausa aiuta a ridurre ritorno a molla e danni superficiali.
Le presse servoassistite gestiscono molto bene queste differenze. La slitta può rallentare durante la formatura, fare una pausa per scaricare le tensioni interne e poi accelerare nella corsa di ritorno. Tutto questo avviene all'interno di un singolo ciclo programmato.
Questo livello di controllo rende le servopresse adatte a linee di produzione complesse. Una stazione può gestire la formatura, l'inserimento e l'assemblaggio senza dover cambiare macchina.
Esempio: Nella formatura delle linguette delle batterie EV, gli ingegneri possono ridurre la velocità di scorrimento da 250 mm/s a 30 mm/s in prossimità del contatto. Questa modifica può ridurre l'altezza della bava di oltre 40%. Il risultato è una superficie più pulita e una migliore qualità di incollaggio.
Specifiche tecniche di base
Dopo aver definito le vostre esigenze di processo, esaminate le principali specifiche tecniche della servopressa. Questi valori dimostrano le reali capacità della macchina in termini di capacità di formatura, precisione di controllo e spazio di aggiornamento.
Tonnellaggio nominale e curva di forza
Il tonnellaggio nominale indica la forza massima continua che la pressa può erogare in una specifica posizione della corsa. Questo punto si trova in genere pochi millimetri sopra il fondo, centrato direttamente.
Nelle presse servoassistite, la forza utilizzabile rimane elevata in un intervallo di corsa molto più ampio. Questo comportamento è diverso da quello delle presse meccaniche, dove la forza diminuisce rapidamente una volta che la manovella si allontana dall'angolo di picco.
Prima di scegliere una macchina, i tecnici devono calcolare il carico di formatura richiesto per assicurarsi che la macchina sia adatta al compito. Una formula comune è
F = K × L × t × σ
K rappresenta il fattore di processo. L è la lunghezza di taglio o di formatura. t è lo spessore del materiale. σ è la resistenza del materiale.
Dopo aver calcolato il carico, il rating della pressa dovrebbe essere superiore di almeno 20-30%. Questo margine consente di assorbire le variazioni degli utensili, dei lotti di materiale e della geometria dei pezzi.
Approfondimento ingegneristico: Una curva forza-spostamento stabile favorisce un flusso uniforme del materiale. Inoltre, riduce l'usura dello stampo e migliora la costanza del processo a lungo termine.

Lunghezza della corsa e campo di regolazione
La lunghezza della corsa si riferisce alla distanza percorsa dalla slitta in un ciclo. Questa distanza di movimento influisce sulla velocità, sul consumo di energia e sulla stabilità del processo.
La maggior parte delle servopresse compatte offre un intervallo di corsa regolabile di circa 50-200 mm. Gli operatori possono impostare questo intervallo direttamente attraverso il sistema di controllo. Una corsa più breve favorisce una formatura poco profonda. Aumenta la velocità e riduce il consumo di energia. Una corsa più lunga supporta l'imbutitura profonda e gli utensili multistadio.
Le servopresse consentono la regolazione digitale della corsa. Non sono necessarie modifiche meccaniche. Questa funzione consente un'impostazione più rapida e aiuta ad adattare la corsa a ciascun tipo di pezzo. Una migliore corrispondenza migliora la produttività e prolunga la durata degli utensili.
Suggerimento per il design: Una corsa ben regolata riduce gli sprechi di movimento. In molti casi, può ridurre la corsa non produttiva di 25-30%, aumentando direttamente la produzione complessiva.
Profilo di velocità e movimento della slitta
Il servocontrollo consente agli ingegneri di progettare curve di movimento invece di affidarsi a velocità fisse della manovella. La slitta può muoversi velocemente durante l'avvicinamento, rallentare al momento del contatto, trattenersi brevemente per controllare il ritorno elastico e poi tornare ad alta velocità.
Una tipica sequenza di movimento può apparire come segue:
Avvicinamento rapido a 300 mm/s → Formatura a 30 mm/s → Permanenza per 0,3 s → Ritorno a 250 mm/s.
Questo tipo di movimento riduce le vibrazioni e limita l'impatto sullo stampo. Inoltre, migliora la coerenza delle dimensioni dei pezzi da un ciclo all'altro.
Approfondimento ingegneristico: Una decelerazione fluida e una breve sosta in prossimità del punto morto inferiore possono prolungare la durata dello stampo di 20-40%. Questo vantaggio è evidente nei processi di formatura e giunzione di precisione.

Altezza di lavoro e dimensioni del tavolo
L'altezza di lavoro è la distanza tra la slitta e il bolster in basso, nel punto morto. Questa dimensione influisce sull'adattamento dell'utensile e sull'accesso dell'operatore durante l'impostazione e la produzione.
Le piccole presse da 1-5 tonnellate offrono solitamente altezze di lavoro regolabili di circa 150-300 mm. Le dimensioni dei tavoli sono spesso di circa 300 × 200 mm. Queste dimensioni sono adatte per molti piccoli pezzi e assemblaggi di precisione.
È necessario verificare sempre che lo stampo più grande rientri nell'area del tavolo. Inoltre, deve esserci spazio sufficiente per il caricamento del materiale, la rimozione dei pezzi e il posizionamento dei sensori.
Per i lavori di precisione, le presse dotate di bolster con scanalature a T o di supporti modulari per gli utensili sono più facili da allineare. Inoltre, riducono i tempi di sostituzione.
Suggerimento per il design: Scegliere una tavola più grande di 15-20% rispetto all'utensileria attuale, per consentire l'automazione futura o l'aggiornamento delle attrezzature.
Precisione e capacità di controllo
Una volta che i parametri meccanici della pressa sono stati adattati all'applicazione, la domanda successiva è: con quale precisione è in grado di muovere e controllare la forza?
Precisione della posizione e della forza
Le moderne servopresse utilizzano un feedback ad anello chiuso per tracciare con precisione la posizione e la forza in tempo reale. Gli encoder ad alta risoluzione misurano la posizione della slitta con una precisione di circa ±0,01 mm. I sensori di carico incorporati monitorano le variazioni di forza con un'approssimazione di ±1%.
Questa precisione garantisce la coerenza di ogni corsa. È particolarmente utile per i micropezzi e gli assemblaggi che si basano su accoppiamenti di interferenza stretti.
A differenza delle presse a manovella, le servopresse possono regolare il movimento durante la corsa. Quando il sistema rileva una deriva della posizione o una maggiore resistenza del materiale, corregge automaticamente il movimento. Questo controllo riduce l'usura degli utensili e mantiene la qualità dei pezzi stabile per lunghi periodi di produzione.
Approfondimento ingegneristico: In attività di precisione come la pressatura di contatti elettrici, una deriva della corsa di soli 0,02 mm può modificare la forza di inserimento di 5-8%. Il servoregolatore previene questo problema effettuando regolazioni costanti durante ogni ciclo.
Programmazione del movimento e interfaccia software
La programmabilità è il vantaggio principale delle servopresse. Gli operatori possono creare profili di movimento personalizzati attraverso un HMI touchscreen o un'interfaccia PC. Possono impostare velocità, posizione, tempo di sosta e forza in ogni fase della corsa.
Questo approccio digitale sostituisce camme e spessori meccanici. Gli ingegneri possono salvare più programmi di movimento per diversi pezzi e materiali, consentendo un funzionamento efficiente. Questa funzionalità riduce i tempi di impostazione e garantisce risultati coerenti tra gli operatori e i turni, assicurando un flusso di lavoro continuo.
Molti sistemi moderni visualizzano la corsa come una curva di movimento in tempo reale. Gli utenti possono regolare i punti chiave direttamente sullo schermo, rendendo la messa a punto più rapida e intuitiva.
I tipi di movimento più comuni includono:
- Velocità costante (ideale per la formatura generale)
- Pressione costante (per il montaggio e la compressione)
- Controllo ibrido (che combina obiettivi di velocità e di forza)
Suggerimento per il design: Scegliete una macchina da stampa che consenta la memorizzazione e l'esportazione dei parametri. Questo supporta la tracciabilità e rende la documentazione PPAP o ISO 9001 molto più facile da gestire.

Monitoraggio e connettività dei dati
Le moderne servopresse lavorano come parte di un sistema di produzione connesso. Non sono più macchine autonome in officina.
La maggior parte dei modelli attuali tiene traccia della forza, della posizione della corsa, della velocità e del conteggio dei cicli in tempo reale. Il sistema mostra questi dati sull'HMI o li invia al software di fabbrica. Gli ingegneri possono esaminare le tendenze e individuare le derive del processo prima che compaiano i difetti.
Le presse avanzate supportano protocolli industriali standard, come EtherNet/IP, PROFINET e OPC UA. Queste connessioni consentono una perfetta integrazione con le piattaforme MES, SCADA o ERP. Il risultato è una migliore pianificazione della manutenzione, il monitoraggio dell'OEE e la risoluzione dei problemi in remoto.
Approfondimento ingegneristico: Analizzando i dati di forza-spostamento nel tempo, gli ingegneri possono rilevare l'usura degli utensili o l'affaticamento del materiale settimane prima che i pezzi non vengano ispezionati. Questo approccio aiuta a ridurre i tempi di fermo non programmati e a stabilizzare la produzione.

Efficienza energetica e fattori di manutenzione
La qualità del prodotto dipende dalla precisione. Il profitto a lungo termine dipende dal consumo di energia e dai costi di manutenzione. Le servo-presse eccellono in entrambe le aree, utilizzando l'energia in modo efficiente e riducendo al minimo l'usura meccanica.
Consumo e recupero di energia
Le servopresse funzionano con servomotori elettrici. Questi motori assorbono energia solo quando la slitta si muove o applica una forza. Quando la slitta rallenta o torna indietro, la frenatura rigenerativa cattura l'energia cinetica e la rimanda al sistema di azionamento.
Questo design riduce il consumo energetico di circa 30-50% rispetto alle presse meccaniche. I risparmi possono arrivare fino a 70% rispetto ai sistemi idraulici. Ad esempio, una servopressa da 5 tonnellate che funziona 8 ore al giorno può risparmiare circa 8.000-10.000 kWh all'anno, a seconda della configurazione del ciclo.
Suggerimento per il design: Cercate macchine che mostrino il consumo energetico sull'HMI o che tengano traccia della potenza per ciclo. Questi dati aiutano gli ingegneri a mettere a punto i profili di movimento e a individuare le perdite di energia durante i periodi di inattività.

Rumore e pulizia di funzionamento
Le servo presse sono silenziose perché utilizzano azionamenti elettrici anziché olio idraulico e pesanti leveraggi meccanici. I livelli di rumore tipici sono inferiori a 75 dB. Le presse idrauliche superano spesso i 90 dB in condizioni simili.
La bassa rumorosità rende le servopresse adatte ad ambienti puliti e controllati. L'assemblaggio di dispositivi medici e la produzione elettronica ne traggono i maggiori vantaggi. Il funzionamento senza olio elimina anche il rischio di perdite e contaminazioni.
Le basse vibrazioni proteggono gli utensili e migliorano il comfort dell'operatore durante i turni di lavoro più lunghi. Nel tempo, una configurazione pulita e silenziosa migliora le condizioni del luogo di lavoro e riduce i costi di conformità ambientale.
Approfondimento ingegneristico: Vibrazioni ridotte e pressione stabile contribuiscono a prolungare la durata dello stampo di 20-40%. Questo miglioramento può ridurre i costi degli utensili per migliaia di cicli di produzione.
Accesso alla manutenzione e durata dei componenti
Le servopresse sono costruite per durare a lungo. Non utilizzano cinghie, frizioni o pompe idrauliche. Questo design riduce drasticamente la manutenzione ordinaria.
I componenti chiave, come le viti a ricircolo di sfere e le guide lineari, durano spesso più di 50 milioni di cicli prima di richiedere assistenza. Molte macchine includono anche sistemi di lubrificazione automatica e avvisi diagnostici integrati.
Il monitoraggio intelligente tiene traccia del conteggio dei cicli, della temperatura e delle vibrazioni. Il sistema è in grado di prevedere quando è necessario un intervento di manutenzione. Questo approccio sostituisce gli arresti imprevisti con finestre di manutenzione pianificate.
Suggerimento per il design: Scegliete presse con motori e unità di azionamento modulari per una maggiore flessibilità e facilità d'uso. I progetti modulari facilitano la sostituzione e mantengono la compatibilità in caso di futuri aggiornamenti del sistema di controllo.
Sicurezza e integrazione
Una pressa ben progettata non deve solo formare con precisione, ma anche proteggere gli operatori, collegarsi con l'automazione e scalare con gli aggiornamenti futuri.
Caratteristiche di sicurezza
La sicurezza nelle servopresse si basa su tre aree principali: protezione, prevenzione e conformità. Ogni area collabora per garantire la sicurezza degli operatori e mantenere una produzione stabile.
Protezioni fisse, comandi a due mani e pulsanti di arresto di emergenza garantiscono la protezione fisica. La prevenzione si basa su sensori intelligenti e sul rilevamento del sovraccarico. Quando il sistema rileva una forza o una posizione anomala, arresta immediatamente il movimento.
La maggior parte delle moderne servopresse soddisfano i requisiti CE, OSHA o ISO 13849-1. Questa conformità favorisce l'uso sicuro in linee automatizzate e semi-automatizzate. Molti sistemi aggiungono anche barriere fotoelettriche, scanner di area e interblocchi delle porte per proteggere gli operatori durante l'impostazione e la manutenzione.
Approfondimento ingegneristico: Le servo presse con controlli di sicurezza certificati possono ridurre i tempi di impostazione di 15-20%. Gli operatori possono lavorare all'interno di zone di sicurezza definite senza dover spegnere completamente la macchina.

Compatibilità con l'automazione
Le servopresse si integrano facilmente con robot, trasportatori, alimentatori e sistemi di visione. Il loro movimento e la loro temporizzazione possono essere collegati digitalmente attraverso protocolli come EtherCAT, PROFINET o Modbus TCP.
In una configurazione tipica, un robot carica un pezzo, segnala alla pressa di funzionare e poi rimuove il pezzo finito. Tutte le azioni sono sincronizzate in pochi millisecondi. Questo coordinamento riduce la manipolazione manuale e migliora la stabilità del processo.
Grazie a un'automazione affidabile, le servo presse supportano il funzionamento continuo senza viti. Questa capacità consente ai produttori di operare 24 ore su 24, 7 giorni su 7, mantenendo qualità e ripetibilità costanti.
Nel valutare la predisposizione all'automazione, verificate che la vostra macchina da stampa supporti:
- Porte I/O multiple programmabili
- Comunicazione in tempo reale con i PLC
- Avvio/arresto o trigger di posizione esterni
- Integrazione con sensori o telecamere di qualità
Suggerimento per il design: Se avete intenzione di automatizzare in futuro, scegliete una pressa con un'architettura di comunicazione aperta. Ciò garantisce la compatibilità con i futuri aggiornamenti della robotica o della digitalizzazione della fabbrica.

Valutazione del costo totale di proprietà (TCO)
Il prezzo è il parametro più semplice da confrontare, ma raramente racconta l'intera storia. Due macchine da stampa con prezzi iniziali simili possono differire significativamente nei costi di vita a causa delle differenze nell'uso dell'energia, nella manutenzione e nei tempi di attività.
Costi energetici e operativi
Le servo-presse consumano energia solo quando la slitta si muove o applica una forza. Se combinato con la frenatura rigenerativa, questo approccio può ridurre i costi energetici annuali di circa 30-50%.
In un piccolo esercizio che funziona 8 ore al giorno, il risparmio energetico può raggiungere gli 8.000-10.000 kWh all'anno. Questa quantità si avvicina al consumo di energia di due officine medie.
Le basse vibrazioni e il funzionamento senza olio riducono inoltre i costi aggiuntivi. Le strutture spendono meno per il controllo del rumore ed evitano di gestire l'olio di scarto.
Suggerimento per il design: Monitorare il consumo di energia per ciclo e il costo per pezzo buono. Questi due indicatori mostrano la reale efficienza operativa di una linea di formatura.

Ritorno di produttività e qualità
L'alta precisione porta direttamente a un reale ritorno sull'investimento. Quando la forza di formatura rimane costante, gli scarti e le rilavorazioni diminuiscono. Il movimento programmabile riduce anche le sollecitazioni sugli utensili, facendoli durare più a lungo.
In molte applicazioni, mantenere la ripetibilità entro ±0,01 mm può ridurre i tassi di difettosità di 40-60%. L'esatto miglioramento dipende dalla progettazione del pezzo e dalla stabilità del processo.
Il controllo del movimento servoassistito riduce l'impatto durante la formatura. Questa riduzione può allungare la vita del 20-40% e ridurre i costi di sostituzione degli utensili. Nel tempo, questi risparmi si sommano. Nelle linee ad alto volume, il ritorno dell'investimento avviene spesso entro 12-18 mesi.
Suggerimento per il design: Quando si confrontano i fornitori, richiedere una ripartizione dettagliata dei costi. Il modello deve includere il consumo di energia, i costi di manutenzione e la riduzione degli scarti, non solo il prezzo della macchina.
Conclusione
L'acquisto di una servopressa è sia una scelta tecnica che una decisione commerciale a lungo termine. La macchina giusta non si limita a soddisfare le esigenze odierne di tonnellaggio o velocità. Supporta i piani di produzione futuri, gli obiettivi di automazione e il controllo dei costi.
Una buona decisione inizia con una chiara comprensione della vostra applicazione e del processo coinvolto. A questo punto, è necessario esaminare ogni specifica passo per passo. Concentratevi su tonnellaggio, lunghezza della corsa, controllo del movimento, precisione, consumo energetico e sicurezza. Questo metodo aiuta a garantire che la pressa sia adatta alla vostra attività oggi e continui a fornire valore nel tempo.
Cercate assistenza nella scelta della servopressa ideale per la vostra applicazione specifica? Il nostro team di ingegneri può esaminare le vostre esigenze di formatura, suggerirvi la configurazione ottimale della macchina e valutare a fondo la fattibilità del vostro processo. Contattaci per discutere del vostro progetto o per richiedere una consulenza tecnica gratuita.
Ciao, sono Kevin Lee

Negli ultimi 10 anni mi sono immerso in varie forme di lavorazione della lamiera, condividendo qui le mie esperienze in diverse officine.
Contattate
Kevin Lee
Ho oltre dieci anni di esperienza professionale nella fabbricazione di lamiere, con specializzazione nel taglio laser, nella piegatura, nella saldatura e nelle tecniche di trattamento delle superfici. In qualità di direttore tecnico di Shengen, mi impegno a risolvere sfide produttive complesse e a promuovere innovazione e qualità in ogni progetto.
Risorsa correlata


Acciaio elettrozincato: guida alla lavorazione e alla scelta

Punzonatura e taglio laser: Costi, velocità e compromessi DFM
