La saldatura al plasma ad arco (PAW) è un metodo preciso per unire i metalli. Molti la paragonano alla saldatura TIG perché i due metodi funzionano in modo simile. Tuttavia, la PAW offre un maggiore controllo e utilizza una maggiore potenza. Questa guida illustra le basi della PAW. Spiegheremo come funziona e mostreremo le situazioni in cui funziona meglio nella produzione.

Che cos'è la saldatura al plasma?
La saldatura ad arco plasma è un processo che utilizza un arco focalizzato per creare un getto di plasma molto caldo. Questo getto fonde il metallo e forma la saldatura. A seconda della configurazione, l'arco si forma tra un elettrodo di tungsteno e il pezzo da saldare o tra l'elettrodo e un ugello.
Il processo raggiunge temperature superiori a 25.000 °C, consentendo una penetrazione profonda e una saldatura rapida. La PAW funziona bene su metalli sottili e spessi e gli operatori possono regolare l'arco per controllare il cordone di saldatura e la profondità.
Un vantaggio significativo è la sua stabilità. L'arco focalizzato rimane costante anche a basse correnti. Ciò consente di saldare con precisione materiali molto sottili. Industrie come quella aerospaziale, elettronica e dei dispositivi medici beneficiano di questo livello di controllo.
Principi fondamentali di funzionamento
La saldatura ad arco plasma crea e controlla un getto di plasma ad alta temperatura. Il processo si basa sulla fisica del plasma, sui componenti del sistema e sulla sequenza degli archi pilota e di trasferimento.
La fisica della generazione del plasma
Il plasma è un gas ionizzato che può trasportare elettricità. Nella PAW, un gas - solitamente argon, idrogeno o una miscela - viene fatto passare attraverso uno stretto ugello. Un arco elettrico ionizza il gas, trasformandolo in plasma, che raggiunge temperature estremamente elevate.
L'ugello restringe l'arco, rendendo il getto di plasma concentrato e stabile. Questa energia concentrata fonde il metallo in profondità, pur mantenendo ridotta la zona interessata dal calore. Per questo motivo, la PAW funziona bene sia su materiali sottili che spessi.
La densità di energia del plasma è molto più elevata di quella di un arco standard. Ciò si traduce in saldature più resistenti e pulite e in una minore distorsione rispetto ad altri metodi di saldatura.
Componenti principali di un sistema PAW
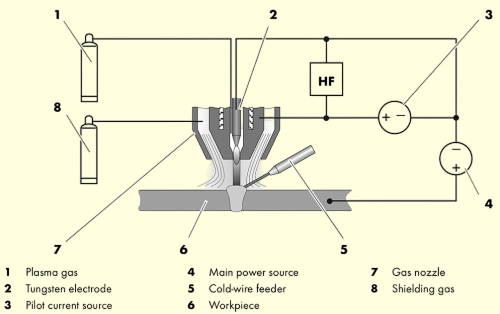
Un sistema di saldatura al plasma ad arco ha diverse parti chiave che lavorano insieme per creare e controllare il getto di plasma:
- Alimentazione: Fornisce una corrente costante per mantenere l'arco.
- Torcia al plasma: Contiene l'elettrodo di tungsteno, l'ugello e il sistema di raffreddamento. Consente la costrizione dell'arco e un controllo preciso.
- Sistema di alimentazione del gas: Fornisce gas plasma e gas di protezione. Il gas plasma forma l'arco, mentre il gas di protezione protegge il bagno di saldatura.
- Sistema di raffreddamento: Fa circolare l'acqua o il liquido di raffreddamento per evitare il surriscaldamento della torcia.
- Unità di controllo: Regola la corrente, il flusso di gas e le caratteristiche dell'arco per ottenere risultati coerenti.
Stabilire gli Archi Pilota e di Trasferimento
Il processo inizia con l'arco pilota, che si forma tra l'elettrodo di tungsteno della torcia e l'ugello. Questo piccolo arco stabile ionizza il gas plasma.
Successivamente, la torcia viene avvicinata al pezzo da lavorare. L'arco si trasferisce dall'ugello al metallo, formando l'arco di trasferimento. Questo arco fonde il metallo di base e crea la saldatura.
L'utilizzo di archi pilota e di trasferimento facilita l'avvio dell'arco, mantiene il processo stabile e consente un controllo preciso. Questo è uno dei motivi per cui la PAW è più affidabile di molti metodi di saldatura tradizionali.
Modalità operative della saldatura a plasma
La saldatura ad arco plasma può funzionare in diverse modalità in base alla corrente e all'applicazione. Ogni modalità ha le sue caratteristiche, i suoi vantaggi e i suoi usi ideali.
Microplasma (0,1 - 15 A)
La saldatura al microplasma utilizza una corrente molto bassa. L'arco è piccolo e stabile, il che lo rende perfetto per materiali sottili fino a 0,1 mm.
Questa modalità è standard nei lavori di precisione, come l'elettronica, i dispositivi medici e le piccole parti. Il calore è accuratamente controllato, riducendo il rischio di bruciature o deformazioni. Produce saldature pulite e uniformi con una finitura minima.
Il microplasma è ideale quando materiali delicati o componenti di piccole dimensioni necessitano di giunzioni robuste e affidabili.
Corrente media (15 - 200 A)
La corrente media è la modalità più comunemente utilizzata nella PAW. Bilancia bene la penetrazione e la velocità, rendendola versatile per molti lavori.
Funziona bene su materiali di medio spessore, in genere 1-6 mm. Questa modalità produce saldature lisce e resistenti con un aspetto ordinato del cordone. Molti settori industriali la utilizzano per lamiere, parti di macchinari e lavorazioni generali.
Gli operatori scelgono la corrente media quando hanno bisogno di risultati affidabili senza distorsioni eccessive o surriscaldamento.
Modalità Keyhole (oltre 100 A)
La modalità Keyhole utilizza un getto di plasma ad alta energia che attraversa il metallo. L'arco forma un piccolo foro, o "keyhole", che si sposta lungo il giunto man mano che la saldatura procede.
Questa modalità è ideale per materiali spessi che richiedono una penetrazione profonda. Può saldare sezioni di 10 mm o più in una sola passata. Le industrie aerospaziali, navali e di macchinari pesanti la utilizzano spesso per la loro efficienza.
La saldatura a foro passante riduce la necessità di più passate, facendo risparmiare tempo e aumentando la produttività. Il risultato è una saldatura forte e uniforme che attraversa l'intero spessore del metallo.
Compatibilità dei materiali e applicazioni
La saldatura ad arco plasma è apprezzata per la sua capacità di unire un'ampia gamma di metalli. La stabilità dell'arco e l'elevato calore la rendono adatta alle industrie più esigenti.
Saldatura di leghe aerospaziali
I componenti aerospaziali hanno bisogno di forza, leggerezza e resistenza a condizioni estreme. La PAW viene utilizzata per saldare leghe come il titanio, il nichel e l'alluminio. Questi metalli sono presenti nelle pale delle turbine, nelle parti dei motori e nei componenti strutturali.
Il processo consente un controllo preciso dell'apporto di calore, riducendo la distorsione e rafforzando le leghe. Le saldature pulite soddisfano anche i severi standard aerospaziali, rendendo la PAW affidabile per le parti critiche che devono funzionare sotto sforzo.
Giunzione di materiali ad alte prestazioni
Materiali come l'acciaio inossidabile, le leghe di cobalto e gli acciai speciali necessitano di una saldatura accurata per mantenere le loro proprietà meccaniche. La PAW fornisce un calore mirato, riducendo al minimo la zona colpita dal calore.
Questo controllo aiuta a prevenire cricche, deformazioni o indebolimenti del materiale. Industrie come la produzione di energia, il trattamento chimico, il petrolio e il gas utilizzano il PAW per i componenti esposti a pressione, calore o ambienti corrosivi. Il processo garantisce che i giunti di saldatura rimangano forti e duraturi.
Applicazioni di precisione nella produzione di dispositivi medici
I dispositivi medici richiedono saldature piccole, precise e pulite. La PAW eccelle in questi compiti perché produce risultati fini e ripetibili senza contaminare il metallo.
I produttori lo usano per unire strumenti chirurgici, impianti e componenti in miniatura. Funziona bene su acciaio inossidabile e titanio, che sono comuni nei prodotti medicali. La sua capacità di creare giunzioni lisce e prive di difetti supporta standard igienici e prestazionali rigorosi.

Vantaggi della saldatura a plasma
La saldatura ad arco di plasma offre numerosi vantaggi che la rendono la scelta preferita di molti produttori. La sua precisione, resistenza e flessibilità garantiscono risultati affidabili per le applicazioni più complesse.
Precisione e controllo
Il PAW offre un eccellente controllo dell'arco di saldatura. Il getto di plasma focalizzato crea una fonte di calore stabile e concentrata, consentendo agli operatori di produrre saldature uniformi con variazioni minime.
Il processo gestisce con precisione materiali delicati e forme complesse. Gli ingegneri si affidano a questo controllo per i pezzi che non tollerano distorsioni o calore eccessivo. I parametri regolabili garantiscono risultati ripetibili e di alta qualità.
Penetrazione profonda e saldature di alta qualità
Il getto di plasma raggiunge temperature molto elevate, consentendo una penetrazione profonda anche nei metalli spessi. Ciò riduce la necessità di più passate, con un risparmio di tempo e di risorse.
Le saldature sono robuste, pulite e prive di difetti, come porosità o sottoquotazione. La ristretta zona termicamente influenzata preserva la resistenza e la durata del materiale. Queste qualità rendono le saldature PAW adatte ad applicazioni critiche che richiedono affidabilità.
Versatilità attraverso materiali e spessori
La PAW funziona con molti metalli, tra cui alluminio, acciaio inox, titanio e leghe ad alte prestazioni. Può saldare efficacemente lamiere molto sottili o sezioni spesse.
Questa versatilità lo rende prezioso nei settori aerospaziale, medico, automobilistico e dei macchinari pesanti. Dai piccoli componenti medici alle grandi parti strutturali, la PAW si adatta alle esigenze del lavoro.
Limitazioni della saldatura a plasma
Sebbene la saldatura al plasma offra molti vantaggi, presenta anche alcune sfide. Tra questi, i costi più elevati, i requisiti di competenza e la possibilità di difetti se non gestiti con attenzione.
Costo dell'attrezzatura
Le apparecchiature PAW sono più costose dei sistemi di saldatura standard. Il design della torcia, il sistema di raffreddamento e i controlli di precisione aumentano l'investimento iniziale.
La manutenzione aumenta i costi a lungo termine. I materiali di consumo, come elettrodi e ugelli, devono essere sostituiti regolarmente. Questo può rendere la PAW meno interessante per le piccole officine o per i progetti a basso volume in cui è essenziale mantenere i costi bassi.
Requisiti di abilità dell'operatore
Il processo richiede operatori qualificati. L'impostazione di parametri come la corrente, il flusso di gas e la velocità di avanzamento richiede formazione ed esperienza. Senza una corretta impostazione, l'arco può diventare instabile.
Gli operatori devono anche imparare a gestire materiali e modalità operative diverse. Molte aziende investono nella formazione per garantire risultati costanti. La barriera delle competenze può rallentare l'adozione della tecnologia.
Potenziali difetti e problemi di qualità
La PAW può produrre difetti se non viene controllata con attenzione. Se le impostazioni non sono corrette, possono verificarsi problemi come porosità, penetrazione incompleta o saldature non allineate.
Il controllo del getto di plasma richiede precisione. Piccoli errori nell'angolo della torcia o nella velocità di avanzamento possono influire sulla qualità della saldatura. I materiali sensibili possono comunque incrinarsi o deformarsi se l'apporto di calore è gestito in modo improprio.
Parametri di processo critici
Le prestazioni della saldatura al plasma dipendono dal controllo dei parametri chiave. Amperaggio, tensione, flusso di gas, velocità di avanzamento e distanza della torcia influiscono sulla qualità della saldatura.
Amperaggio e tensione
L'amperaggio controlla il calore dell'arco. Il basso amperaggio (0,1-15 A) è utilizzato per la saldatura al microplasma di lamiere sottili inferiori a 1 mm. L'amperaggio medio (15-200 A) è tipico della fabbricazione generale. L'alto amperaggio (oltre 100 A) supporta la modalità keyhole per la penetrazione profonda su materiali spessi.
La tensione è solitamente compresa tra 20 e 50 V, a seconda della corrente e del design della torcia. Una tensione stabile è essenziale per mantenere un arco costante ed evitare di danneggiare il cordone di saldatura.
Portate e miscele di gas
Il flusso di gas stabilizza l'arco al plasma e scherma il bagno di saldatura. Il flusso di gas al plasma è in genere di 0,5-5 L/min per lavori a bassa corrente e fino a 15 L/min per la saldatura ad alta corrente.
L'argon è il gas principale del plasma. L'idrogeno viene spesso aggiunto in rapporti di 2-10% per aumentare il calore e la penetrazione dell'arco. Il gas di schermatura, solitamente argon, fluisce a 10-20 L/min per proteggere il pool fuso dall'ossidazione.
Velocità di spostamento e distanza tra le torce
La velocità di avanzamento influisce sulla penetrazione e sulla qualità del cordone. Per la saldatura a media corrente, la velocità standard è di 100-250 mm/min. Una traslazione troppo lenta può surriscaldare il materiale e allargare il cordone, mentre una traslazione troppo veloce può causare una fusione incompleta.
La distanza di stallo della torcia, ovvero lo spazio tra l'ugello e il pezzo, è solitamente di 1,5-3 mm. Una distanza minore concentra il calore, mentre una distanza maggiore indebolisce l'arco e può causare instabilità.
Confronto con altri metodi di saldatura
La saldatura ad arco di plasma condivide caratteristiche con altri processi di saldatura e offre vantaggi unici. Il confronto con metodi affini ne evidenzia i punti di forza e i limiti.
Saldatura ad arco al plasma vs. saldatura al plasma
Saldatura al plasma e la saldatura al plasma utilizzano un elettrodo di tungsteno per creare un arco elettrico, ma i due processi differiscono per precisione e concentrazione dell'energia. Nella saldatura al plasma standard, l'arco è meno concentrato, il che limita la penetrazione e il controllo.
La saldatura ad arco al plasma migliora questa configurazione con un ugello ristretto nella torcia. L'ugello accelera gli elettroni e ionizza il gas, producendo un getto di plasma altamente focalizzato. Ciò determina una maggiore densità di calore, una penetrazione più profonda e un arco più stabile rispetto alla saldatura al plasma di base.
L'arco focalizzato riduce anche la zona colpita dal calore, consentendo saldature strette e precise. La PAW funziona efficacemente su metalli sottili e spessi, rendendola ideale per applicazioni di precisione e resistenza. La saldatura al plasma standard, invece, è adatta a compiti più semplici, ma non ha lo stesso livello di controllo e versatilità.
Saldatura al plasma ad arco vs. saldatura TIG
Saldatura TIG utilizza un elettrodo di tungsteno per far scoccare un arco direttamente tra la torcia e il pezzo da saldare, producendo saldature pulite e di alta qualità. La saldatura al plasma si basa su questa idea con un design più avanzato della torcia. L'ugello ristretto aumenta la velocità degli elettroni e concentra l'arco, garantendo una maggiore densità di energia.
Il getto di plasma focalizzato consente una penetrazione più profonda utilizzando meno corrente rispetto alla saldatura TIG. La ristretta zona termicamente influenzata riduce la distorsione e migliora le tolleranze. La PAW offre anche un controllo dell'arco più stabile e una maggiore flessibilità nella distanza di distanziamento della torcia, fondamentale per ottenere risultati precisi e ripetibili.
In breve, la saldatura al plasma può essere considerata una forma avanzata di saldatura TIG. Offre una maggiore efficienza, un migliore controllo e prestazioni più elevate su una gamma più ampia di materiali e spessori, rendendola adatta ai settori che richiedono precisione e risultati costanti.
| Caratteristica | Saldatura al plasma ad arco | Saldatura al plasma | Saldatura TIG |
|---|---|---|---|
| Controllo dell'arco | Altamente concentrato e stabile | Meno concentrato | Moderato, meno focalizzato |
| Densità di calore | Alto | Medio | Medio |
| Penetrazione | Profondo | Moderare | Da poco profondo a moderato |
| Zona colpita dal calore | Piccolo | Più grande | Moderare |
| Precisione | Alto | Medio | Elevato per materiali sottili |
| Requisito attuale | Inferiore a TIG | Moderare | Superiore a PAW per saldature profonde |
| Distanza di stand-off | Flessibile e stabile | Meno stabile | Moderare |
| Miglior utilizzo | Metalli sottili e spessi, applicazioni di alta precisione | Fabbricazione generale | Materiali sottili, lavoro dettagliato |
| Compatibilità con l'automazione | Alto | Medio | Medio |
Conclusione
La saldatura ad arco plasma è un metodo preciso e flessibile. Offre una penetrazione profonda e saldature pulite e funziona su molti tipi di metalli e spessori. Il getto di plasma focalizzato offre un controllo migliore, zone termicamente alterate più piccole e una maggiore efficienza rispetto ai metodi tradizionali come la saldatura TIG.
Per aumentare la qualità e l'efficienza della produzione con la saldatura al plasma, contattateci oggi stesso per discutere del vostro progetto e ricevere una soluzione personalizzata.
Ciao, sono Kevin Lee

Negli ultimi 10 anni mi sono immerso in varie forme di lavorazione della lamiera, condividendo qui le mie esperienze in diverse officine.
Contattate
Kevin Lee
Ho oltre dieci anni di esperienza professionale nella fabbricazione di lamiere, con specializzazione nel taglio laser, nella piegatura, nella saldatura e nelle tecniche di trattamento delle superfici. In qualità di direttore tecnico di Shengen, mi impegno a risolvere sfide produttive complesse e a promuovere innovazione e qualità in ogni progetto.
Risorsa correlata

Texturizzazione laser dei metalli: preparazione, progettazione orientata alla produzione (DFM) e controllo dei costi

Acciaio elettrozincato: guida alla lavorazione e alla scelta

Punzonatura e taglio laser: Costi, velocità e compromessi DFM
