Quando un pezzo di metallo non si adatta bene dopo la piegatura, il problema spesso indica un contrattempo. Questa piccola misura può vanificare l'intero risultato. Senza sapere come l'arretramento influisce sulla lunghezza della piegatura, i pezzi finali possono risultare troppo corti o troppo lunghi. Per evitare questi problemi, è fondamentale capire cos'è l'arretramento e come calcolarlo correttamente.
Il setback sembra semplice, ma controlla molte cose dietro le quinte. Vediamo più da vicino come si usa e come si calcola correttamente.
Che cos'è l'arretramento della lamiera?
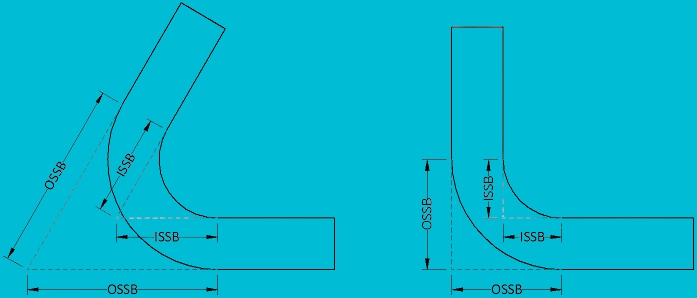
L'arretramento della lamiera è la distanza tra l'apice della curva e l'inizio della flangia. Include parte del raggio di curvatura e dello spessore del materiale. Questa misura aiuta a definire la quantità di materiale utilizzato nella curva.
Senza arretramento, il layout piatto non corrisponderà alla parte finale piegata. Ad esempio, se si tralascia l'arretramento, la piegatura potrebbe spingere la flangia troppo in dentro o in fuori. Ciò comporta errori di dimensione, forma e posizione dei fori.
Il valore dell'arretramento varia a seconda dello spessore del materiale, del raggio interno della curva e dell'angolo della curva.
Concetti chiave per l'arretramento della lamiera
L'arretramento lavora insieme ad altri fattori di piegatura. Per applicarlo correttamente, è necessario sapere come influiscono il raggio di curvatura, il fattore K e il tipo di materiale.
Raggio di curvatura e relazione con l'arretramento
Il raggio di curvatura è la curva interna della piegatura. Ha un impatto diretto sull'allungamento del metallo durante la piegatura.
All'aumentare del raggio di curvatura, viene utilizzato più materiale nell'arco. Ciò significa che aumenta anche l'arretramento. Un raggio più piccolo comporta una curva più stretta, quindi l'arretramento è più breve.
Comprendere il fattore K e l'asse neutro
Il Fattore K è il rapporto che indica la posizione dell'asse neutro nel materiale.
L'asse neutro è il punto dello spessore che non si allunga né si comprime durante la piegatura. Di solito si trova tra 30% e 50% dello spessore dalla superficie interna.
Il fattore k influisce sul calcolo del margine di curvatura e dell'arretramento. Un fattore K basso significa maggiore compressione. Un fattore K più alto significa più allungamento. Pertanto, una variazione del fattore K modifica la quantità di metallo utilizzata nella curva.
In che modo il tipo di materiale influisce sui valori di arretramento?
I diversi materiali si comportano in modo diverso quando vengono piegati. I metalli morbidi come l'alluminio si allungano di più di quelli duri come l'acciaio inossidabile.
Questo influenza il raggio di curvatura e il fattore K. Pertanto, il tipo di materiale modifica l'arretramento anche se lo spessore e l'angolo rimangono invariati.
Ad esempio, la piegatura dell'alluminio può richiedere un raggio interno maggiore per evitare la formazione di crepe. Questo aumenta l'arretramento. D'altro canto, l'acciaio dolce può sopportare una piegatura più stretta, con un conseguente minor arretramento.

Arretramento e altri termini di piegatura
L'arretramento viene spesso confuso con altri termini di piegatura. Ognuno di essi ha un ruolo diverso nel layout del modello piatto. È utile vedere come si confrontano.
Arretramento e tolleranza di curvatura
L'arretramento misura la distanza in linea retta dall'apice della curva all'inizio della flangia. Serve a posizionare correttamente le linee di piegatura.
Franchigia di curvatura è la lunghezza dell'arco della curva stessa. Indica quanto materiale consuma la curva quando la si forma.
L'arretramento aiuta a definire il punto di inizio della curva. Il margine di curvatura aiuta a determinare la quantità di materiale necessario all'interno della curva. Entrambi vengono utilizzati insieme per calcolare la lunghezza del piatto.
Si può pensare in questo modo:
- La battuta d'arresto indica dove iniziare a piegare
- La tolleranza di curvatura indica la lunghezza che occuperà la curva.
Arretramento vs. Deduzione in curva
La deduzione della curvatura viene utilizzata per determinare quanto deve essere più corto il modello piatto rispetto alla somma delle lunghezze delle flange.
L'arretramento fa parte del calcolo della deduzione di curvatura. La formula della deduzione di curvatura include spesso gli arretramenti:
Deduzione di curvatura = 2 × arretramento - indennità di curvatura
Quindi, mentre l'arretramento misura la geometria, la deduzione di piega è una regolazione finale per appiattire una piega 3D in un modello 2D. Aiuta a ottenere dimensioni precise delle flange dopo la piegatura.
Calcolo dell'arretramento della lamiera
Per creare modelli piani accurati, è necessario calcolare correttamente gli arretramenti. Per prima cosa è necessario sapere se si utilizzano dimensioni interne o esterne e come si inserisce il fattore K nell'equazione.
Calcolo dell'arretramento esterno
L'arretramento esterno viene utilizzato quando entrambe le flange sono misurate rispetto al bordo esterno della flangia. Include il raggio di curvatura interno e lo spessore del materiale.
La formula è:
Arretramento esterno (OSSB) = (T + R) × tan(A ÷ 2)
Dove:
- T è lo spessore del materiale
- R è il raggio interno della curva
- A è l'angolo di curvatura
Questo metodo funziona bene quando si lavora a partire dalle dimensioni esterne del pezzo finito.
Calcolo dell'arretramento interno
L'arretramento interno si utilizza quando le dimensioni della flangia sono misurate dall'interno della curva. Questo metodo sottrae il raggio della curva.
La formula diventa:
Arretramento interno = R × tan(A ÷ 2)
È più semplice, ma funziona solo quando si progetta con dimensioni interne.
Se si utilizza un software CAD, di solito viene scelto di default uno o l'altro. Sapere quale dei due utilizza aiuterà a evitare la confusione.
Come utilizzare il fattore K nei calcoli?
Il fattore K non fa parte direttamente delle formule di arretramento. Tuttavia, influisce sulla tolleranza di curvatura, che è collegata agli arretramenti quando si calcolano gli schemi piani.
Se si conosce il fattore K, è possibile calcolare il margine di curvatura:
Tolleranza di curvatura = A × (π ÷ 180) × (R + K × T)
Quindi, utilizzare la tolleranza di curvatura nella formula della deduzione di curvatura:
Deduzione di curvatura = 2 × arretramento - indennità di curvatura
Questo processo consente di lavorare a ritroso a partire dalle dimensioni delle flange finite per creare un layout piatto.
Esempi di calcoli di arretramento comuni
Esempio 1:
Spessore del materiale: 1,5 mm
Raggio interno: 2 mm
Angolo di curvatura: 90
Arretramento = (1,5 + 2) × tan(90 ÷ 2)
Arretramento = 3,5 × tan(45)
Arretramento ≈ 3,5 mm
Esempio 2:
Spessore del materiale: 2 mm
Raggio interno: 2 mm
Angolo di curvatura: 60°
Arretramento = (2 + 2) × tan(30)
Arretramento ≈ 4 × 0,577
Arretramento ≈ 2,31 mm
Questi esempi illustrano come una leggera variazione dell'angolo o dello spessore modifichi l'arretramento. Eseguire sempre i numeri per ogni nuovo pezzo.
Calcolo dell'arretramento della lamiera
Fattori che influenzano l'arretramento della lamiera
Diverse variabili influenzano gli arretramenti. Se una di queste cambia, la lunghezza del piatto calcolata potrebbe essere sbagliata. Tenere sotto controllo questi fattori aiuta a garantire la precisione dei pezzi.
Angolo di curvatura
L'angolo di piegatura ha un impatto diretto sull'arretramento. All'aumentare dell'angolo, il materiale si allunga maggiormente. Di conseguenza, aumenta l'arretramento. Una curva a 90° avrà un arretramento minore rispetto a una curva a 135° con lo stesso materiale e lo stesso raggio.
Per ogni angolo, il valore della tangente nella formula cambia. Ciò rende evidente la differenza di arretramento.
Raggio di curvatura
Anche il raggio della curva modifica l'arretramento. Un raggio maggiore aumenta la lunghezza dell'arco. Questo allunga maggiormente il materiale. Ciò spinge la flangia più all'esterno e aumenta l'arretramento.
I raggi più stretti richiedono meno materiale, quindi l'arretramento è minore. Ma le curve più strette rischiano anche di creparsi, soprattutto nei materiali più duri.
La scelta degli utensili controlla il raggio di curvatura. Quindi, la scelta del punzone e dello stampo influisce sul valore finale di arretramento.
Spessore materiale
I materiali più spessi hanno bisogno di più spazio per piegarsi. L'ingombro extra comporta una maggiore quantità di metallo nell'arco. L'arretramento aumenta con lo spessore del materiale. Se si passa da uno spessore di 1 mm a uno di 2 mm, l'arretramento non raddoppierà esattamente, ma aumenterà in modo significativo.
Confermare sempre lo spessore del materiale prima della piegatura. Una piccola variazione in questo caso può creare notevoli problemi di layout.
Ritorno elastico e compensazione
Ritorno elastico si verifica quando il metallo cerca di tornare alla sua forma piatta dopo la piegatura. Questo sposta l'angolo di piegatura finale e influisce sull'arretramento effettivo. Alcuni materiali, come l'acciaio inossidabile, presentano un ritorno elastico maggiore di altri. Potrebbe essere necessario piegare leggermente in eccesso per raggiungere l'angolo desiderato.
Questa compensazione modifica l'angolo di curvatura effettivo nella formula. Ciò significa che il calcolo dell'arretramento deve riflettere l'angolo compensato, non l'angolo di progetto.
Indennità di piega e detrazione di piega
L'arretramento è strettamente correlato al margine di curvatura e alla deduzione di curvatura. Se il margine di curvatura è troppo piccolo, le flange saranno corte. Se è troppo grande, saranno troppo lunghe. In entrambi i casi si sposta il punto di inizio della curva e si modifica l'arretramento richiesto.
È possibile utilizzare le tabelle dei margini di piegatura noti per verificare i valori. Oppure potete fare delle prove sui pezzi e misurare ciò che funziona meglio. L'allineamento di tutti e tre i valori - arretramento, margine di curvatura e deduzione di curvatura - consente di ottenere il modello piatto più preciso.
Errori comuni legati alla battuta d'arresto
Gli errori nel calcolo dell'arretramento comportano un cattivo adattamento dei pezzi, una rilavorazione e uno spreco di materiali. Evitare questi errori fa risparmiare tempo e migliora la precisione dei pezzi.
Ignorare il ritorno elastico del materiale
I materiali come l'alluminio o l'acciaio inossidabile tendono a ritrarsi più di altri. Se si calcola l'arretramento utilizzando l'angolo di progetto, ma il metallo si ritrae, la curva sarà sbagliata. Il risultato è una flangia troppo corta o troppo lunga.
Tenere sempre conto del ritorno elastico regolando l'angolo di piegatura nei calcoli o programmando la sovracurvatura nella configurazione della pressa piegatrice.
Assunzioni di angoli di curvatura errati
Alcuni produttori pensano che tutte le curve siano esattamente a 90°, ma spesso non è vero. Una curva a 92° o 88° modifica l'arretramento in misura sufficiente a causare un disallineamento dei pezzi.
Misurare sempre l'angolo effettivo che si intende formare, non solo quello riportato sul disegno. In questo modo, le formule inserite saranno corrette e il pezzo finale corrisponderà al modello piatto.
Trascurare le variazioni degli utensili
Gli utensili influiscono sul raggio di curvatura. Un punzone o uno stampo diverso altera il raggio interno, che a sua volta modifica l'arretramento. L'utilizzo di uno stampo con un'apertura maggiore aumenta il raggio di curvatura. Questo aumenta anche l'arretramento. Se non si aggiorna il calcolo, il pezzo sarà troppo lungo.
Assicurarsi di confermare la configurazione dell'utensile prima della piegatura. Anche una leggera variazione del raggio modifica la quantità di materiale utilizzato nella piegatura.
Conclusione
L'arretramento della lamiera è un valore chiave nella piegatura. L'arretramento aiuta a calcolare la lunghezza in piano prima della piegatura. Dipende dall'angolo di piegatura, dallo spessore del materiale, dal raggio di piegatura e dal ritorno elastico. L'utilizzo del setback corretto garantisce pieghe precise e riduce gli errori. Inoltre, consente una migliore pianificazione, un minor numero di regolazioni e risultati di produzione più puliti.
Volete parti di lamiera precise senza tentativi ed errori? Contattateci per un supporto esperto e soluzioni di piegatura rapide e affidabili su misura per il vostro progetto.
Ciao, sono Kevin Lee

Negli ultimi 10 anni mi sono immerso in varie forme di lavorazione della lamiera, condividendo qui le mie esperienze in diverse officine.
Contattate
Kevin Lee
Ho oltre dieci anni di esperienza professionale nella fabbricazione di lamiere, con specializzazione nel taglio laser, nella piegatura, nella saldatura e nelle tecniche di trattamento delle superfici. In qualità di direttore tecnico di Shengen, mi impegno a risolvere sfide produttive complesse e a promuovere innovazione e qualità in ogni progetto.
Risorsa correlata

Texturizzazione laser dei metalli: preparazione, progettazione orientata alla produzione (DFM) e controllo dei costi

Acciaio elettrozincato: guida alla lavorazione e alla scelta

Punzonatura e taglio laser: Costi, velocità e compromessi DFM
