Le perçage de trous est une tâche d'usinage courante, mais les trous borgnes présentent des défis uniques. Ils nécessitent un contrôle précis de la profondeur, des finitions propres et un enlèvement de matière minutieux. Si l'on n'adopte pas la bonne approche, des problèmes tels qu'une mauvaise précision, des surfaces rugueuses ou la casse de l'outil peuvent survenir. Les ingénieurs et les machinistes ont besoin des meilleures techniques pour garantir des résultats parfaits.
Les trous borgnes sont omniprésents dans la fabrication, des pièces automobiles à l'électronique grand public. Mais pour les réussir, il ne suffit pas de les percer. Examinons les étapes clés et les conseils qui vous permettront de vous assurer que vos trous borgnes répondent à chaque fois aux spécifications de conception.
Qu'est-ce qu'un trou borgne ?
Un trou borgne est un trou percé, fraisé ou alésé dans un matériau qui ne traverse pas l'autre côté. Contrairement aux trous débouchants, les trous borgnes ont une profondeur définie et une surface inférieure. Ils sont couramment utilisés dans les applications où une fixation ou un composant doit être affleurant ou caché dans le matériau.
Les trous borgnes peuvent être difficiles à usiner en raison de leur conception fermée. Contrairement aux trous débouchants, où les copeaux peuvent sortir rapidement, les trous borgnes les emprisonnent à l'intérieur. Cela peut conduire à de mauvais états de surface, à l'usure de l'outil, voire à sa rupture s'il n'est pas géré de manière appropriée.
Types de trous borgnes
Les trous borgnes sont disponibles en plusieurs configurations, en fonction des exigences de l'application :
| Type | Description | Applications courantes |
|---|---|---|
| Fond plat | Se termine par une surface plane perpendiculaire à l'axe du trou | Montage de composants, exigences précises en matière de profondeur |
| Fond conique | Se termine par une pointe conique provenant de l'embout du foret | Applications générales où la géométrie exacte du fond n'est pas critique |
| Fileté | Filets internes découpés dans la paroi du trou | Fixation des attaches sans pénétrer dans le matériau |
| Contre-mesure | Section de plus grand diamètre au sommet du trou | Têtes de boulons encastrées, assemblage de composants à plusieurs niveaux |
Comment percer un trou borgne?
Le perçage d'un trou borgne exige de la précision et une bonne approche. Voici un guide étape par étape pour vous aider à réaliser des trous borgnes précis et propres :
Étape 1:Sélectionner le bon outil
- Utilisez un foret conçu pour les trous borgnes, tel qu'un foret à fond plat ou une fraise. Ces outils permettent de créer une surface de fond plate et lisse.
- Veillez à ce que le foret soit bien aiguisé et en bon état afin d'éviter les finitions grossières ou les défaillances de l'outil.
Étape 2:Marquer l'emplacement du trou
- Utilisez un poinçon central pour marquer l'endroit exact où le trou sera percé. Cela empêche la mèche de se déplacer et garantit la précision.
Étape 3:Set the Depth (Définir la profondeur)
- Utilisez une butée de profondeur sur votre perceuse à colonne ou votre machine à commande numérique pour contrôler la profondeur de perçage. Vérifiez deux fois le réglage de la profondeur avant de commencer afin d'éviter les erreurs.
Étape 4:Start Drilling
- Commencez à forer à une vitesse lente pour garder le contrôle et la précision.
- Utilisez le forage par petits incréments pour briser les copeaux et leur permettre de s'échapper du trou. Cela réduit le risque de colmatage et d'endommagement de l'outil.
Étape 5:Application du liquide de coupe
- Utilisez un liquide de coupe pour lubrifier le foret et éliminer les copeaux. Cela améliore la durée de vie de l'outil et garantit une finition plus lisse.
Étape 6:Finition de la surface inférieure
- Après le perçage, utilisez un outil émoussé ou une fraise pour aplanir le fond du trou.
- Vérifier l'état de surface à l'aide d'un profilomètre ou d'une inspection visuelle pour s'assurer qu'il est conforme aux spécifications.
Étape 7:Nettoyer le trou
- Retirez les copeaux ou les débris restants du trou à l'aide d'air comprimé ou d'une brosse.
Techniques d'usinage des trous borgnes
Différents procédés d'usinage offrent des avantages uniques lors de la création de trous borgnes. Les exigences de votre pièce détermineront la méthode la mieux adaptée à votre application.
Perçage de trous borgnes
Forage est la méthode la plus courante pour créer des trous borgnes. Pour de meilleurs résultats, utilisez un foret à fond plat ou une fraise en bout. Réglez la profondeur avec précision à l'aide d'une butée de profondeur ou de la programmation CNC. Utilisez le perçage au pic pour gérer les copeaux et le liquide de coupe afin d'améliorer la durée de vie de l'outil et la finition de la surface.
Usinage CNC des trous borgnes
Usinage CNC offre une grande précision pour les trous borgnes. Programmez la machine CNC pour contrôler avec précision la profondeur, la vitesse et la vitesse d'avance. Utilisez des outils tels que des forets à fond plat ou des fraises pour obtenir une surface inférieure lisse. Les machines à commande numérique permettent également le perçage automatisé des trous, ce qui facilite l'évacuation des copeaux.
Taraudage et filetage de trous borgnes
Le taraudage des trous borgnes nécessite une attention particulière à la profondeur et à l'enlèvement des copeaux. Utilisez un taraud conçu pour les trous borgnes, dont l'extrémité est conique pour faciliter l'alignement. Appliquez un liquide de coupe pour réduire la friction et briser les copeaux. Pour les machines à commande numérique, utilisez un taraud rigide pour garantir une profondeur de filetage et un alignement précis.
Fraisage de trous borgnes
Fraisage est idéal pour créer des trous borgnes à fond plat. Utilisez une fraise en bout pour obtenir une surface de fond lisse et précise. Contrôlez la profondeur et la vitesse d'avance pour éviter la déviation de l'outil et garantir la précision. Le fraisage permet également une meilleure évacuation des copeaux que le perçage, en particulier dans les trous profonds.

Comment nettoyer les trous borgnes ?
Le nettoyage des trous borgnes est une étape essentielle pour garantir leur bon fonctionnement et leur conformité aux normes de qualité. Les débris piégés peuvent entraîner des problèmes d'assemblage, de la corrosion et une mauvaise adhérence lors de l'application de revêtements ou d'adhésifs.
Commencez par utiliser de l'air comprimé pour éliminer les copeaux et le liquide de coupe. Utilisez un pistolet à air régulé avec une buse étroite qui peut atteindre le fond du trou. Pour les trous plus profonds, utilisez des tubes d'extension sur votre pistolet à air pour diriger le flux d'air vers le fond de la cavité.
Pour les résidus tenaces, utilisez des brosses pour trous borgnes (brosses cylindriques spécialisées dont le diamètre correspond à la taille de votre trou). Insérez la brosse au fond du trou et faites-la tourner pour frotter les côtés et la surface inférieure. Combinez le brossage avec un solvant approprié qui élimine les huiles et les liquides de refroidissement.
Les systèmes d'aspiration peuvent extraire les débris des trous borgnes lorsque les autres méthodes ne suffisent pas. Connectez un petit tube à vide à un aspirateur d'atelier et insérez-le dans le trou pour extraire les particules et les fluides.
Pour les trous borgnes filetés, utilisez des outils de nettoyage de filets correspondant au pas et au diamètre de votre filetage. Ces brosses spécialisées nettoient entre les pointes des filets sans endommager les filets eux-mêmes.
Profondeur de perçage dans les trous borgnes
Un dégagement en profondeur correct est essentiel lors de l'usinage de trous borgnes. Sans cela, vous serez confronté à des problèmes de bourrage de copeaux, à un mauvais engagement du filet et à des problèmes d'usure de l'outil. assemblée questions.
Comprendre le dégagement de la profondeur de perçage
Le dégagement de la profondeur de perçage désigne l'espace supplémentaire laissé au fond d'un trou borgne au-delà de la profondeur fonctionnelle nécessaire. Cet espace supplémentaire a plusieurs fonctions essentielles dans la fabrication et l'assemblage.
Pour les trous borgnes filetés, le jeu empêche l'extrémité de la fixation de s'enfoncer avant de s'engager complètement dans les filets. Les normes industrielles recommandent généralement un jeu de 1,5 fois le pas du filet plus la longueur du chanfrein de la fixation.
Dans les applications d'assemblage, le jeu en profondeur représente empilement de tolérances et évite les interférences entre les pièces à assembler. Cette petite zone tampon facilite l'assemblage et évite les tensions sur les composants.
Calcul de l'espace libre
Pour l'usinage en général, une bonne règle de base consiste à ajouter un jeu égal à 10-15% du diamètre du trou ou à au moins 0,050″ (1,27 mm), la valeur la plus élevée étant retenue. Cela permet aux copeaux et aux outils de s'écouler sans perte de matière.
Pour les trous filetés, calculez l'espace libre à l'aide de la formule suivante :
Jeu = (pas du filet × 1,5) + longueur du chanfrein de la fixation + 0,020″.
Le 0,020″ est un facteur de sécurité qui tient compte de la variation du point de forage et des limites du contrôle de la profondeur.
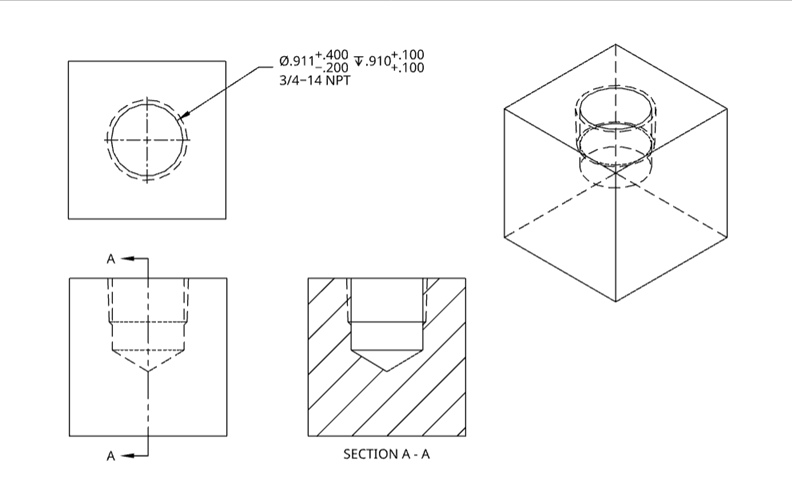
Quel est le symbole d'un trou borgne ?
Dans les dessins techniques, les trous borgnes sont représentés à l'aide de symboles d'appel spécifiques afin de communiquer clairement leurs dimensions et leurs spécifications. Voici comment les trous borgnes sont généralement représentés :
Symbole de profondeur (↧)
- La profondeur d'un trou borgne est indiquée par le symbole de profondeur (↧), suivi de la valeur de la profondeur. Par exemple, "↧ 10" signifie que le trou a une profondeur de 10 mm.
Diamètre Symbole (⌀)
- Le diamètre du trou est indiqué par le symbole de diamètre (⌀), suivi de la valeur du diamètre. Par exemple, "⌀ 6" signifie que le trou a un diamètre de 6 mm.
Appel combiné
- Un repère de trou borgne typique combine les symboles de diamètre et de profondeur. Par exemple, "⌀ 6 ↧ 10" signifie un trou d'un diamètre de 6 mm et d'une profondeur de 10 mm.
Spécifications supplémentaires
- Si le trou nécessite un filetage, la taille et le pas du filetage sont ajoutés. Par exemple, "M6 x 1 ↧ 10" signifie un filetage métrique de 6 mm avec un pas de 1 mm et une profondeur de 10 mm.
- Les exigences en matière de finition de surface ou de tolérances peuvent également être incluses si nécessaire.
Exemple d'appel
- Trou borgne : ⌀ 8 ↧ 15
- Trou borgne fileté : M8 x 1,25 ↧ 12
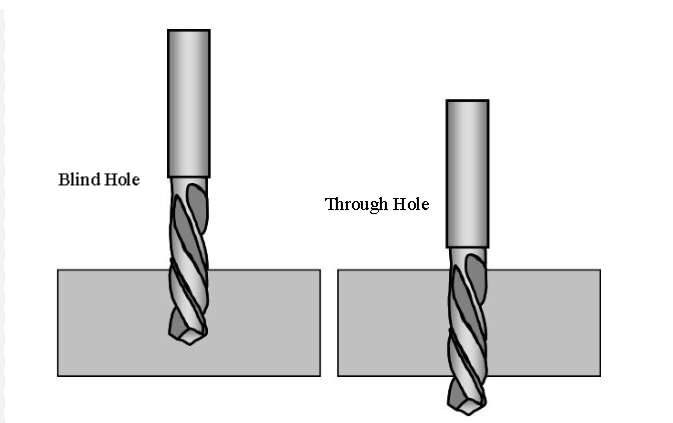
Différence entre trou débouchant et trou borgne
Les trous débouchants et les trous borgnes ont des fonctions différentes dans la fabrication et la conception. Voici une analyse claire de leurs différences :
Définition
- Trou de passage : Un trou qui traverse entièrement un matériau et qui ressort du côté opposé.
- Trou borgne : Un trou qui ne traverse pas entièrement le matériau. Il a une profondeur spécifique et un fond fermé.
Applications
- Trou de passage : Couramment utilisé pour fixations comme les boulons, les vis ou les goupilles qui doivent traverser le matériau. Il est également utilisé pour le câblage, la plomberie ou la ventilation.
- Trou borgne : Utilisé pour enfiler, fixer ou composants de l'enceinte lorsque le trou n'a pas besoin de sortir du matériau. Il est souvent utilisé pour cacher les fixations ou pour créer une finition propre.
Processus d'usinage
- Trou de passage : Plus facile à usiner car les copeaux peuvent sortir par le côté opposé. Il n'est pas nécessaire de contrôler précisément la profondeur (sauf indication contraire).
- Trou borgne : Plus difficile à usiner en raison de l'évacuation des copeaux et du contrôle de la profondeur. Nécessite des outils et des techniques précis pour obtenir la profondeur et la finition correctes.
Autres types de trous dans l'ingénierie et l'usinage
Outre les trous borgnes et les trous débouchants, il existe plusieurs autres types de trous utilisés dans l'ingénierie et l'usinage. Chaque type a une fonction spécifique et nécessite des techniques d'usinage particulières. En voici un aperçu :
Trous de contre-perçage
- Un trou de contre-perçage a un diamètre plus grand en haut et un diamètre plus petit en bas. Il est utilisé pour encastrer les têtes des fixations, telles que les boulons ou les vis, sous la surface du matériau.
- Exemple d'appel : ⌀ 10 ↧ 5, ⌀ 6 ↧ 15 (un lamage de 10 mm avec une profondeur de 5 mm et un trou de passage de 6 mm).
Trous de fraisage
- Un trou à tête fraisée présente une ouverture conique au sommet, permettant aux vis à tête plate ou aux boulons d'affleurer la surface du matériau.
- Exemple d'appel : ⌀ 6, 90° (un trou de 6 mm avec une fraise de 90 degrés).
Trous taraudés
- Un trou taraudé comporte des filets internes, ce qui permet de visser des vis ou des boulons directement dans le matériau.
- Exemple d'appel : M6 x 1 ↧ 10 (filetage métrique de 6 mm avec un pas de 1 mm et une profondeur de 10 mm).
Trous de la face cachée
- Un trou à surface plane est un trou peu profond à fond plat créé pour fournir une surface lisse pour les têtes de fixations ou les rondelles. Il est similaire à un lamage mais moins profond.
- Exemple d'appel : ⌀ 12 ↧ 2 (une surface ponctuelle de 12 mm avec une profondeur de 2 mm).
Trous alésés
- Un trou alésé est un trou de taille précise et lisse créé à l'aide d'un alésoir. Il est utilisé lorsque des tolérances serrées et une finition de surface fine sont requises.
- Exemple d'appel : ⌀ 10 H7 (un trou de 10 mm avec une tolérance H7).
Conclusion
Les trous borgnes sont des trous qui ne traversent pas entièrement un matériau, avec une profondeur spécifique et un fond fermé. Ils sont largement utilisés dans des secteurs tels que l'automobile, l'aérospatiale et l'électronique pour le filetage, la fixation et le logement des composants. L'usinage des trous borgnes exige de la précision, des outils adaptés et une attention particulière à la profondeur, à l'évacuation des copeaux et à l'état de surface.
Si vous recherchez des conseils d'experts ou des services d'usinage de haute qualité pour des trous borgnes ou d'autres caractéristiques complexes, nous sommes là pour vous aider. Contactez-nous dès aujourd'hui pour discuter des exigences de votre projet et obtenir une solution personnalisée adaptée à vos besoins.
Hey, je suis Kevin Lee

Au cours des dix dernières années, j'ai été immergé dans diverses formes de fabrication de tôles, partageant ici des idées intéressantes tirées de mes expériences dans divers ateliers.
Prendre contact
Kevin Lee
J'ai plus de dix ans d'expérience professionnelle dans la fabrication de tôles, avec une spécialisation dans la découpe au laser, le pliage, le soudage et les techniques de traitement de surface. En tant que directeur technique chez Shengen, je m'engage à résoudre des problèmes de fabrication complexes et à favoriser l'innovation et la qualité dans chaque projet.
Ressources connexes

Acier inoxydable résistant aux empreintes digitales : comment fonctionne-t-il et comment le choisir ?

OEM ou fabrication en sous-traitance : Comment choisir le bon modèle pour votre projet

Coûts d'installation et coûts unitaires dans la fabrication de tôles
