L'essor rapide des véhicules électriques (VE) et des systèmes de stockage d'énergie (SSE) modifie la façon dont les industries conçoivent la gestion thermique. La densité énergétique des batteries ne cessant de croître, la capacité à contrôler la température avec précision est devenue un facteur déterminant pour la fiabilité et la durée de vie des batteries.
Parmi les différentes méthodes de refroidissement, les plaques de refroidissement de batterie en tôle se sont imposées comme une solution de premier plan pour les batteries à haute performance. Elles combinent une excellente conductivité thermique, une structure légère et une évolutivité rentable.
Cet article explique comment les plaques de refroidissement des batteries en tôle sont conçues, fabriquées et intégrées, et pourquoi elles sont essentielles à la prochaine génération d'innovations dans le domaine des batteries.
Que sont les plaques de refroidissement de la batterie ?
Une plaque de refroidissement de batterie est un composant métallique fabriqué avec précision et conçu pour évacuer la chaleur des cellules de la batterie et la transférer dans un liquide de refroidissement en circulation, généralement un mélange eau-glycol. Elle sert à la fois de pont thermique et de support mécanique au sein de la batterie.
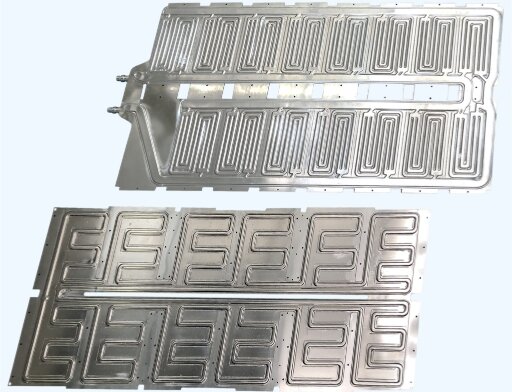
La plupart des modèles sont constitués de deux fines feuilles d'aluminium ou de cuivre, généralement d'une épaisseur de 1 à 3 mm, soudées ou brasées pour créer des canaux d'écoulement fermés. Le liquide de refroidissement circule dans ces canaux, absorbant uniformément la chaleur des cellules de la batterie et maintenant l'ensemble du pack dans la fenêtre de température optimale - généralement entre 20 °C et 40 °C.
Les plaques de refroidissement jouent quatre rôles essentiels :
- Maintenir une température uniforme dans toutes les cellules pour éviter tout déséquilibre.
- Prolonger la durée de vie du cycle en évitant les contraintes thermiques et les points chauds.
- Augmentation de la puissance lors d'une charge rapide ou d'une charge importante.
- Renforcer la sécuritéréduisant ainsi le risque d'emballement thermique.
Pour visualiser leur impact : une plaque d'aluminium de 1 mm transfère la chaleur 20 fois plus vite que l'air, assurant un refroidissement immédiat et stable même pendant la charge rapide.
Le rôle des plaques de refroidissement dans la gestion thermique des batteries
Une conception efficace commence par le choix des matériaux et de la structure interne. La combinaison du type de métal, du traitement de surface et de la géométrie des canaux d'écoulement définit à la fois les performances et la durabilité d'une plaque de refroidissement.
Comment la chaleur des batteries est générée?
Pendant leur fonctionnement, les cellules lithium-ion convertissent l'énergie électrique en chaleur par le biais d'une résistance ohmique et de réactions électrochimiques. Un pack EV typique de 50 kWh fonctionnant à un taux de décharge de 2C peut générer 1,5 à 2 kW de chaleur en continu. Si cette chaleur n'est pas dissipée, les températures locales peuvent dépasser 60 °C, entraînant une dégradation de l'électrolyte, un placage du lithium et une perte de capacité irréversible.
Les plaques de refroidissement en tôle sont conçues pour maintenir l'augmentation de température à moins de 5 °C, même en cas de charge soutenue. En maintenant cette fenêtre thermique étroite, les ingénieurs peuvent prolonger la durée de vie de l'emballage jusqu'à 30 %, réduire les taux de défaillance et assurer une production d'énergie constante sur des milliers de cycles.
Pourquoi l'uniformité thermique est importante?
Le véritable défi n'est pas seulement d'évacuer la chaleur, mais de l'évacuer de manière homogène. Des températures inégales entre les cellules entraînent une dérive des performances et accélèrent le vieillissement. Des études montrent que lorsque la variation de température dans un module passe de ±5 °C à ±2 °C, la durée de vie utile du pack peut augmenter de près de 25-30 %.
Une évacuation uniforme de la chaleur améliore également la stabilité de la charge et la précision de l'état de charge (SOC), car le BMS s'appuie sur des données thermiques cohérentes pour équilibrer correctement les cellules. Ainsi, les plaques de refroidissement ne sont pas de simples composants - ce sont des outils de précision pour l'équilibre énergétique.
Refroidissement par air et refroidissement par liquide : L'écart d'efficacité
Le refroidissement par air est simple mais limité. La faible conductivité thermique de l'air (≈0,026 W/m-K) limite le transfert de chaleur, ce qui le rend inadapté aux batteries denses ou de grande puissance. En revanche, le refroidissement par liquide avec des mélanges eau-glycol (≈0,6 W/m-K) offre une efficacité 20 fois supérieure et permet un contrôle stable de la température dans des conditions de charge rapide et de charge élevée continue.
| Méthode de refroidissement | Conductivité thermique (W/m-K) | Gradient de température typique (°C) | Application idéale |
|---|---|---|---|
| Refroidissement de l'air | 0.026 | 10-20 | Systèmes hybrides ou à faible consommation d'énergie |
| Refroidissement par liquide | 0.6 | 2-5 | VE, ESS, modules à haute densité |
Dans la plupart des VE modernes, les plaques en tôle refroidies par liquide sont la norme car elles offrent une grande uniformité, une durabilité et une évolutivité modulaire à un coût raisonnable.
L'avantage technique des plaques de refroidissement en tôle
La tôle offre plusieurs avantages sur le plan de la structure et de la fabrication :
- Construction légère réduit le poids du véhicule tout en maintenant sa rigidité.
- Un rapport surface/volume élevé améliore le transfert de chaleur.
- Des options de conception flexibles permettent une disposition des canaux en serpentin, en parallèle ou en épingle à nourrice.
- Production évolutive répond à la fois aux besoins des prototypes et à ceux de la fabrication en série.
Matériaux et conception structurelle des plaques de refroidissement en tôle
Une conception efficace commence par le choix des matériaux et de la structure interne. La combinaison du type de métal, du traitement de surface et de la géométrie des canaux d'écoulement définit à la fois les performances et la durabilité d'une plaque de refroidissement.
Métaux courants utilisés
Le choix du métal détermine directement l'efficacité avec laquelle une plaque de refroidissement transfère la chaleur et résiste aux contraintes à long terme. L'aluminium et le cuivre restent les deux matériaux dominants, chacun offrant des compromis uniques entre la conductivité, le poids et le coût.
| Matériel | Conductivité thermique (W/m-K) | Densité (g/cm³) | Indice de coût (≈) | Résistance à la corrosion | Application typique |
|---|---|---|---|---|---|
| Aluminium (3003, 6061) | 180-210 | 2.7 | ★★☆ | Haut | Plaques de batterie pour véhicules électriques, systèmes de stockage d'énergie |
| Cuivre | 385-400 | 8.9 | ★★★ | Moyen | Modules performants ou compacts |
| Acier inoxydable (304) | 15-25 | 7.9 | ★☆☆ | Excellent | Environnements marins ou corrosifs |
L'aluminium domine les systèmes de refroidissement des véhicules électriques en raison de sa légèreté, de son excellente résistance à la corrosion et de sa facilité de mise en forme à moindre coût. Le cuivre, bien qu'il offre une conductivité thermique presque deux fois supérieure, est plus lourd et plus coûteux. Il est utilisé principalement lorsque des flux thermiques élevés ou des contraintes d'espace exigent des performances extrêmes.
Traitements de surface et protection contre la corrosion
Les plaques de refroidissement sont en contact permanent avec les liquides de refroidissement à base de glycol. La protection contre la corrosion est donc essentielle pour éviter les fuites internes et la contamination par les particules. Les traitements de surface les plus efficaces combinent la stabilité chimique et la compatibilité d'adhérence pour les matériaux d'interface thermique (MIT).
Les traitements les plus courants sont les suivants :
- Anodisation: Forme une couche d'oxyde dure sur l'aluminium qui résiste à la corrosion et améliore la diffusion de la chaleur.
- Placage au nickel ou au chromate : Ajoute une couche barrière qui protège contre la corrosion galvanique en cas d'association avec des métaux dissemblables.
- Revêtements époxy ou de passivation : Utilisé en cas d'humidité extrême ou d'applications marines pour une protection supplémentaire.
Les essais montrent que les plaques d'aluminium anodisé conservent plus de 95% de leur conductivité thermique après 1 000 heures d'exposition aux embruns salés, ce qui est nettement supérieur aux plaques non traitées. Des revêtements bien appliqués permettent non seulement de prolonger la durée de vie, mais aussi d'améliorer la pureté du liquide de refroidissement, réduisant ainsi les coûts de maintenance à long terme.
Conception de canaux d'écoulement et de structures à plaques
La géométrie du canal interne définit l'efficacité avec laquelle le liquide de refroidissement absorbe et distribue la chaleur sur la plaque. Les concepteurs utilisent des simulations de dynamique des fluides numériques (CFD) pour optimiser l'équilibre entre l'uniformité de la température, la perte de charge et la vitesse du liquide de refroidissement.
Canaux d'écoulement en serpentin
- Une seule trajectoire continue qui assure une couverture complète de la surface.
- Offre une excellente uniformité thermique mais une perte de pression plus élevée.
- Idéal pour les modules EV compacts et les packs de batteries soumis à des cycles de charge rapide.
Canaux à écoulement parallèle
- Les voies d'écoulement multiples permettent de réduire la perte de charge et d'accélérer le débit.
- Simplification de la fabrication et évolutivité.
- Nécessite un équilibrage minutieux pour éviter une répartition inégale du débit.
Structures Pin-Fin ou Dimple
- De petites protubérances en 3D à l'intérieur des canaux augmentent les turbulences, stimulant ainsi le transfert de chaleur. 10-15%.
- Ils sont généralement formés par hydroformage ou par gaufrage CNC.
- Idéal pour les applications à haute densité de puissance où la surface est cruciale.
Dans les applications EV, les débits visés sont généralement compris entre 2 et 4 L/min par module, avec une augmentation de température inférieure à 3 °C entre l'entrée et la sortie. L'analyse CFD permet également de s'assurer que la chute de pression reste inférieure à 20 kPa, ce qui minimise la consommation d'énergie de la pompe tout en assurant un refroidissement uniforme.
Paramètres de conception et optimisation de l'épaisseur
Les plaques de refroidissement sont généralement constituées de deux feuilles de 1,0 à 3,0 mm d'épaisseur. Les plaques plus minces assurent un meilleur transfert de chaleur mais risquent de se déformer sous l'effet de la pression, tandis que les plaques plus épaisses augmentent la rigidité mais alourdissent le poids.
Les ingénieurs utilisent l'analyse par éléments finis (FEA) pour simuler les charges de pression internes - souvent jusqu'à 0,3 MPa - et identifier les zones nécessitant des nervures de renforcement ou des ajustements de l'espacement des soudures.
Une plaque bien optimisée permet d'obtenir :
- Tolérance de planéité : à ±0,05 mm près
- Pression d'éclatement : plus de 1 MPa
- Résistance thermique : inférieure à 0,20 °C/W
Cette précision garantit que la plaque reste plate et sans fuite même après plus de 10 000 cycles de pression, ce qui est essentiel pour les modules de batterie à haute tension où l'intégrité de l'étanchéité n'est pas négociable.
Tolérances de fabrication et planéité des surfaces
Un transfert de chaleur efficace repose sur un contrôle rigoureux de la planéité des surfaces et de la géométrie des canaux. Même de petites irrégularités peuvent augmenter la résistance thermique et réduire l'efficacité.
Les meilleures pratiques sont les suivantes :
- Contrôle de la planéité à ±0,05 mm grâce à un serrage de précision pendant le soudage.
- Minimiser la distorsion du cordon de soudure en contrôlant l'apport de chaleur et les taux de refroidissement.
- L'application de matériaux d'interface thermique (MIT) tels que des matériaux de remplissage ou des tampons pour combler des espaces d'air microscopiques.
L'amélioration de la planéité de la surface de 0,10 mm à 0,05 mm peut réduire la résistance de l'interface de près de 25%, améliorant ainsi l'uniformité de la température globale.
Procédés de fabrication des plaques de refroidissement en tôle
La transformation d'une conception numérique en une plaque de refroidissement durable, étanche et thermiquement efficace exige de la précision à chaque étape. Du formage de la feuille au soudage, chaque étape doit préserver la géométrie, éviter les déformations et garantir des performances constantes sur des milliers d'unités.
Formation et création de canaux
Le processus commence avec deux feuilles d'aluminium ou de cuivre d'une épaisseur de 1 à 3 mm. En fonction du volume de production et de la complexité de la conception, les fabricants utilisent plusieurs méthodes de formage :
Estampage de précision
- Idéal pour la production en grand volume.
- La profondeur et la courbure du canal sont constantes à l'intérieur des limites de la zone d'étude. ±0,1 mm tolérance.
- Fonctionne le mieux pour les schémas simples en serpentin ou en flux parallèle.
Usinage CNC
- Convient pour le prototypage ou les petites séries.
- Permet une flexibilité totale de la conception avec des profondeurs de canaux allant jusqu'à 3 mm et des géométries complexes.
- Garantit une répétabilité élevée pour la validation des premières étapes ou la personnalisation de la conception.
Hydroformage
- Utilise un fluide à haute pression pour former des canaux régulièrement espacés sur la feuille.
- Réduit les contraintes résiduelles et permet d'obtenir des surfaces internes lisses pour un meilleur écoulement du liquide de refroidissement.
- Préféré dans les applications EV nécessitant des plaques compactes à haute densité.
Procédés d'assemblage et d'étanchéité
Une fois la couche de canal formée, les deux feuilles sont assemblées pour créer un réseau interne étanche. Le choix du processus d'assemblage a une incidence sur l'efficacité thermique, le poids et le coût de production.
| Processus | Caractéristiques | Avantages | Cas d'utilisation typique |
|---|---|---|---|
| La soudure au laser | Il utilise des faisceaux focalisés pour faire fondre et fusionner des feuilles le long de joints prédéfinis. | Haute précision, distorsion minimale, coutures nettes. | Plaques minces en aluminium ou en cuivre. |
| Soudage par friction-malaxage (FSW) | Assemblage des feuilles par brassage mécanique en dessous du point de fusion. | Joints solides, pas de remplissage, porosité minimale. | Systèmes à haute pression et plaques structurelles. |
| Brasage sous vide | Fusionne les tôles à l'aide d'un métal d'apport dans un four sous vide. | Excellente étanchéité et conductivité ; pas d'oxydation. | Plaques complexes et multicanaux. |
| Soudage TIG/MIG | Soudage à l'arc manuel ou semi-automatique. | Flexible pour les prototypes ou les réparations. | Fabrication en petites séries. |
Parmi ces derniers, soudage au laser domine grâce à sa combinaison de précision et de vitesse. Une largeur de joint laser de 0,4 à 0,8 mm permet de maintenir une grande planéité et de résister à des pressions internes supérieures à 1 MPa.
Le FSW gagne également en popularité pour les applications structurelles car il élimine les matériaux d'apport et produit des joints dont la résistance à la fatigue est 30% plus élevée que celle des soudures conventionnelles.
Essais d'étanchéité et vérification de la qualité
Après l'assemblage, chaque plaque de refroidissement est soumise à des tests rigoureux d'étanchéité et de résistance afin de garantir sa fiabilité dans des conditions réelles d'utilisation.
Détection des fuites d'hélium
- Détecte des microfuites aussi petites que 1×10-⁶ mbar-L/s à l'aide de la spectrométrie de masse.
- Utilisé pour les plaques de qualité EV qui requièrent l'intégrité de l'étanchéité 100%.
Essai de pression atmosphérique et d'immersion
- La plaque est remplie d'air et immergée dans de l'eau à 0,3-0,5 MPa pour vérifier l'absence de bulles visibles.
- Simple et efficace pour les contrôles au niveau de la production.
Essai de cyclage sous pression et d'éclatement
- Simule le chauffage et le refroidissement continus sous pression de travail.
- Un test standard peut comporter 10 000 cycles de pression et une pression d'éclatement de plus de 1,2 MPa.
Les plaques qui passent tous les tests sont nettoyées, séchées et marquées d'un numéro de série pour une traçabilité totale, ce qui garantit la conformité aux normes ISO 9001 et aux normes de documentation PPAP pour l'industrie automobile.
Conclusion
Les plaques de refroidissement en tôle sont passées du statut de simples échangeurs de chaleur à celui de modules intégrés de gestion thermique. Leur structure légère, leur facilité de fabrication et leur capacité à maintenir l'uniformité de la température les rendent indispensables aux systèmes modernes de VE et d'ESS.
Prêt à optimiser le système thermique de votre batterie ? Chez Shengen, notre équipe d'ingénieurs est spécialisée dans la fabrication de plaques de refroidissement de batterie en tôle sur mesure, de la validation du prototype à la production en grande série. Téléchargez vos fichiers CAO ou contactez nos ingénieurs pour discuter de la manière dont nous pouvons soutenir votre prochain projet de VE ou de stockage d'énergie.
Hey, je suis Kevin Lee

Au cours des dix dernières années, j'ai été immergé dans diverses formes de fabrication de tôles, partageant ici des idées intéressantes tirées de mes expériences dans divers ateliers.
Prendre contact
Kevin Lee
J'ai plus de dix ans d'expérience professionnelle dans la fabrication de tôles, avec une spécialisation dans la découpe au laser, le pliage, le soudage et les techniques de traitement de surface. En tant que directeur technique chez Shengen, je m'engage à résoudre des problèmes de fabrication complexes et à favoriser l'innovation et la qualité dans chaque projet.
Ressources connexes

Acier inoxydable résistant aux empreintes digitales : comment fonctionne-t-il et comment le choisir ?

OEM ou fabrication en sous-traitance : Comment choisir le bon modèle pour votre projet

Coûts d'installation et coûts unitaires dans la fabrication de tôles
