Les fabricants de métaux sont souvent confrontés à des problèmes de marques de pliage et de surfaces irrégulières sur les pièces de tôle. Ces problèmes peuvent entraîner des points faibles et une mauvaise qualité visuelle. Le matriçage des presses plieuses est une solution qui améliore la précision du pliage et la finition de la surface, réduisant ainsi les défauts et améliorant la fiabilité du produit.
La frappe de pièces de monnaie est un gage de précision. Mais comment fonctionne-t-elle ? Voyons plus en détail ce qui se passe au cours du processus et pourquoi c'est important.

Qu'est-ce que le monnayage à la presse? ?
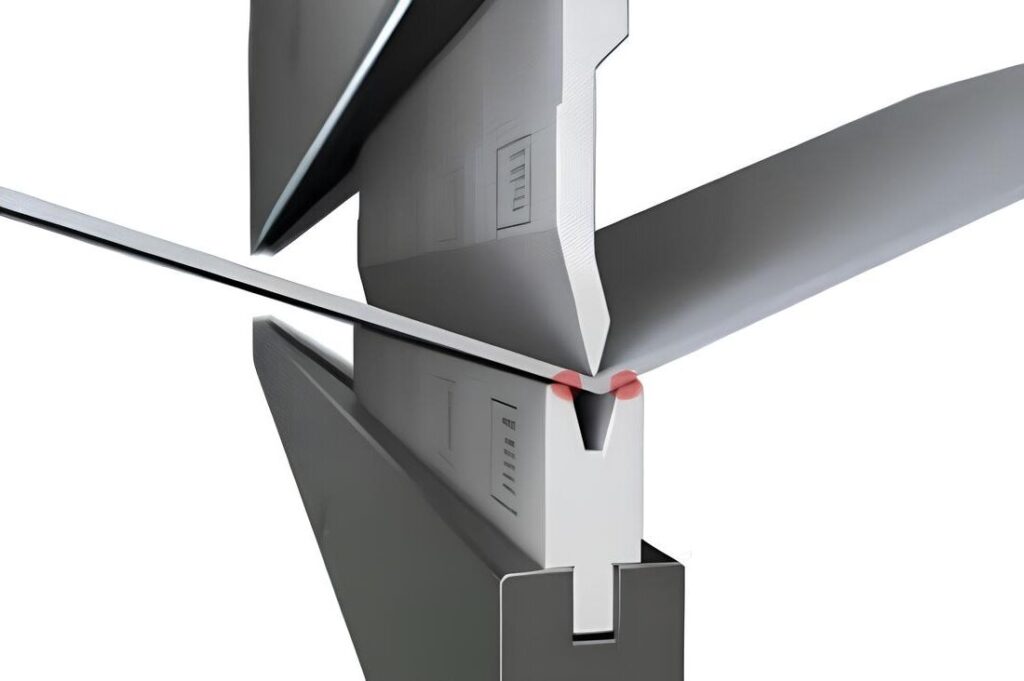
Le matriçage à la presse est un procédé de pliage du métal qui permet de façonner la tôle à l'aide d'une pression très élevée. Le poinçon s'enfonce profondément dans le métal, le forçant à entrer entièrement dans la cavité de la matrice. Contrairement au cintrage à l'air, où le métal n'entre que partiellement en contact avec les outils, le cintrage par frappe crée un contact complet entre le poinçon, le métal et la surface de la matrice.
Cette pression intense remodèle la structure du grain du métal au niveau de la zone de pliage. Le métal est comprimé au-delà de sa limite d'élasticité, ce qui verrouille la nouvelle forme de manière permanente. C'est pourquoi le monnayage produit des courbes nettes avec très peu ou pas de retour élastique. Les angles restent précis et le rayon de courbure intérieur est serré.
Pendant le monnayage, le métal s'écoule et s'étire autour du poinçon, remplissant hermétiquement la cavité de la matrice. Cette profonde déformation plastique élimine les contraintes internes, ce qui rend le pli stable et l'empêche de se modifier après le formage.
Opération de frappe à la presse pas à pas
Le monnayage à l'aide d'une presse plieuse nécessite une préparation et une exécution minutieuses. Voici comment se déroule le processus :
Étape 1 : Configuration de l'outillage
Sélectionnez le poinçon et la matrice adaptés au type et à l'épaisseur du matériau. Utilisez des outils trempés pour supporter la pression élevée. Alignez soigneusement le poinçon et la matrice dans la presse plieuse. Vérifiez que l'ouverture de la matrice et la pointe du poinçon correspondent à l'épaisseur souhaitée. rayon de courbure.
Étape 2 : Positionnement des matériaux
Placez la tôle sur la matrice inférieure. Veillez à ce qu'elle soit plate et d'équerre par rapport à la jauge arrière. Utilisez des pinces ou des butées si nécessaire pour éviter qu'elle ne se déplace pendant le pliage.
Étape 3 : Ajustement du tonnage
Réglez la presse plieuse de manière à appliquer une force suffisante pour le monnayage. Ce tonnage doit être suffisant pour pousser complètement le poinçon dans la matrice. Utilisez un tableau de tonnage ou une calculatrice en fonction du type de matériau, de son épaisseur et de la longueur du pli.
Étape 4 : Course de pliage
Démarrer le cycle de la machine. Le poinçon descend et force le métal à entrer dans la matrice. Contrairement au pliage à l'air, le poinçon pénètre profondément dans la cavité de la matrice. La tôle s'écoule et prend la forme exacte de l'outil.
Étape 5 : Course de retour
Après avoir atteint la profondeur maximale, le poinçon se rétracte. Le métal conserve l'angle de pliage et la forme. Il n'y a pratiquement pas de dos d'âne parce que le matériau était complètement déformé.
Étape 6 : Dépose et inspection des pièces
Retirer la pièce finie de la matrice. Vérifiez l'angle de pliage, le rayon et la qualité de la surface. Utilisez des jauges ou des outils de mesure pour confirmer qu'ils correspondent aux spécifications.
Avantages du monnayage à la presse
Le monnayage offre bien plus que des courbes nettes. Il améliore la précision, la cohérence et la qualité de la surface. Ces avantages en font un choix judicieux pour les applications à forte demande.
Précision et répétabilité supérieures
Le monnayage à la presse permet d'obtenir des angles de pliage exacts à chaque fois. La pression élevée oblige le métal à épouser parfaitement la forme de la matrice. Cette technique est donc idéale pour les pièces nécessitant des tolérances serrées, telles que les appareils médicaux ou les machines de précision.
Amélioration de la finition de la surface et des détails
Le processus comprime le métal, créant des courbes lisses et nettes, sans fissures ni distorsions. Contrairement à d'autres méthodes, le monnayage laisse peu de traces d'outil, ce qui réduit la nécessité d'un travail de finition supplémentaire.
Réduction de l'effet de retour élastique
Le retour élastique est la tendance du métal à revenir légèrement après avoir été plié. Le monnayage élimine ce phénomène en remodelant le matériau de façon permanente. Cela permet de réduire les ajustements et d'obtenir des résultats plus cohérents dans le cadre d'une production en grande série.
Défis et limites du monnayage à la presse plieuse
Si le monnayage offre une précision incroyable, il présente aussi quelques inconvénients. Ceux-ci doivent être pris en compte avant de la choisir pour un projet.
Exigences en matière de tonnage élevé
Le monnayage exige beaucoup plus de force que le pliage standard. Les machines nécessitent un tonnage 5 à 8 fois supérieur à celui du cintrage à l'air, ce qui entraîne des coûts plus élevés et un équipement spécialisé. Tous les ateliers ne disposent pas de presses suffisamment puissantes pour les gros travaux de frappe.
Considérations relatives à l'outillage et aux matrices
La précision de l'outillage est essentielle. Les matrices doivent correspondre à l'angle de pliage exact, et toute usure peut compromettre la précision de la pièce. L'acier à outils trempé est indispensable, mais il augmente les coûts initiaux. Une maintenance fréquente est également nécessaire pour éviter les défauts.
Restrictions matérielles
Les métaux tendres comme l'aluminium peuvent supporter le monnayage, mais les matériaux complexes ou fragiles (par exemple, l'acier à haute teneur en carbone) peuvent se fissurer sous l'effet d'une pression extrême. Les tôles plus épaisses nécessitent encore plus de force, ce qui rend certains projets irréalisables.

Applications du monnayage à la presse
Le monnayage est utilisé dans les industries qui exigent une grande précision et des tolérances serrées. Il donne de bons résultats pour les pièces qui doivent présenter des courbes nettes et des dimensions constantes.
Automobile et aérospatiale
Dans l'industrie automobile, le monnayage est utilisé pour les supports, les renforts et les cadres. Ces pièces doivent être solides et s'ajuster avec précision lors de l'assemblage.
L'aérospatiale utilise le monnayage pour les pièces structurelles et intérieures. Nombre de ces pièces ont des formes complexes et des spécifications strictes. Le monnayage permet de s'assurer que les pièces fonctionnent en toute sécurité sous contrainte.
Électronique et ingénierie de précision
Dans le domaine de l'électronique, les petites pièces métalliques doivent avoir des bords nets et des courbes douces. Le monnayage permet de créer des formes détaillées avec moins de distorsion.
Les outils de précision et les boîtiers bénéficient également du monnayage. Ce procédé permet d'obtenir des formes exactes avec de faibles variations, ce qui est essentiel pour l'assemblage des composants.
Produits courants issus du monnayage
Le monnayage est utilisé pour fabriquer un large éventail de pièces. Voici quelques exemples courants :
- Supports métalliques et plaques de montage
- Porte-batteries et clips
- Boîtiers de raccordement
- Coffrets électriques
- Petites liaisons mécaniques
- Pièces de finition décoratives
Coinçage au moyen d'une presse plieuse par rapport à d'autres techniques de formage
Les différentes méthodes de pliage offrent des résultats différents. Le monnayage se distingue lorsque les angles serrés et la répétabilité sont essentiels.
Monnayage ou cintrage à l'air
Le cintrage pneumatique est la méthode la plus courante. Elle utilise moins de tonnage et permet des angles flexibles avec les mêmes outils. Le poinçon ne touche pas le fond de la matrice. L'angle final dépend de la profondeur et du retour élastique du matériau.
Le monnayage, quant à lui, pousse le poinçon profondément dans la matrice. Cela supprime le retour élastique et donne un angle de pliage fixe basé sur la forme de l'outil. Le monnayage est plus précis mais moins souple. Il nécessite également plus de force.
Le pliage à l'air est plus rapide et consomme moins d'énergie. Le monnayage est plus lent mais permet d'obtenir une meilleure uniformité et une meilleure qualité de surface.
Monnayage ou pliage par le bas
Le pliage par le bas presse le matériau dans la matrice, mais s'arrête avant le contact complet. Il utilise plus de force que le cintrage à l'air, mais moins que le monnayage. Un certain retour élastique se produit toujours, de sorte qu'une correction de l'angle peut s'avérer nécessaire.
Le monnayage va plus loin. Il comprime complètement le métal dans la cavité de la matrice, ce qui verrouille la forme. Le pliage par le bas offre une bonne précision, mais le monnayage offre une meilleure répétabilité et des plis plus nets.
Le pliage par le bas est une bonne solution intermédiaire pour une précision modérée. L'usinage à la pièce est plus efficace lorsque les tolérances sont serrées et que l'état de surface est critique.
Quand choisir la monnaie électronique plutôt que d'autres solutions ?
Choisissez le monnayage quand :
- Vous avez besoin d'angles de pliage exacts sans retour élastique
- La pièce doit répondre à des spécifications de conception strictes
- Les marques de surface ou les déformations doivent être réduites au minimum
- Le produit sera visible ou orienté vers le consommateur
- Vous travaillez avec des matériaux métalliques souples ou minces
Éviter le monnayage lorsque :
- La vitesse de production est plus importante que la précision
- Votre presse plieuse ne peut pas supporter un tonnage élevé
- Vous avez besoin de réglages d'angle flexibles à partir d'une seule configuration
| Méthode | Type de contact | Tonnage nécessaire | Précision de l'angle de courbure | Dos d'âne | Usure de l'outillage | Vitesse | Meilleur pour |
|---|---|---|---|---|---|---|---|
| Monnayage | Contact total (le poinçon pénètre la matrice) | Haut | Très élevé | Minimal | Haut | Lent | Haute précision, tolérance serrée, finition propre |
| Pliage de l'air | Contact partiel (flottant dans la matrice) | Faible | Modéré | Haut | Faible | Rapide | Angles de flexion flexibles, peu de force nécessaire |
| Cintrage inférieur | Contact total (mais pas de pénétration) | Moyen | Haut | Faible | Moyen | Modéré | Précision moyenne, cintrage à usage général |
Meilleures pratiques pour un monnayage réussi
Pour obtenir des résultats constants et de haute qualité, chaque étape, de la mise en place à l'inspection, doit être réalisée avec soin.
Réglage correct de la machine
Utilisez une presse plieuse dont le tonnage est suffisant pour le matériau et la longueur de pliage. Vérifiez le tableau des tonnages avant de commencer. Toujours aligner le poinçon et la matrice avec précision.
Fixez fermement l'outillage. Tout désalignement peut entraîner de mauvais angles ou endommager l'outil. Veillez à ce que la butée arrière soit d'équerre et positionnée correctement.
Réchauffez la presse plieuse avant les longs tirages afin de stabiliser ses performances. Vérifier les réglages de la profondeur de course en fonction du contact entre le poinçon et la matrice requis pour le monnayage.
Techniques de préparation des matériaux
Utiliser des tôles propres et plates. Enlevez la saleté, l'huile ou la rouille avant de procéder au pliage. Les contaminants peuvent affecter le pliage et endommager l'outillage.
L'épaisseur de la tôle doit rester dans les limites de la tolérance. Une épaisseur inégale peut conduire à des angles incohérents. Évitez d'utiliser des tôles présentant des bavures ou des bords abîmés.
Coupez les feuilles avec précision. Des bords droits permettent un meilleur alignement pendant le processus de pliage. Pour obtenir des résultats uniformes, il convient de respecter le sens du grain lors du pliage.
Contrôle de la qualité et inspection
Vérifiez soigneusement les premières pièces. Utilisez des jauges d'angle, des vérificateurs de rayon ou des pieds à coulisse pour vérifier les dimensions.
Vérifier qu'il n'y a pas de marques de surface ou de fissures, en particulier au niveau de la ligne de pliage. Comparer régulièrement les pièces à des échantillons approuvés pendant la production.
Suivez l'usure de l'outil au fil du temps. Des outils émoussés ou endommagés peuvent entraîner un mauvais état de surface ou des pliages imprécis. Remplacez-les avant qu'ils n'affectent la qualité des pièces.
Conclusion
Le monnayage à la presse est une méthode de formage précise et stable qui offre des tolérances serrées, un retour élastique minimal et une qualité de surface irréprochable. Elle est idéale pour les pièces dont la précision et l'aspect sont essentiels. Bien qu'il nécessite un tonnage plus élevé et une configuration plus stricte, les résultats sont toujours fiables, en particulier dans les secteurs de l'automobile, de l'aérospatiale et de l'électronique.
Vous avez besoin de pièces métalliques précises et de haute qualité avec des courbes parfaites ? Contactez notre équipe d'ingénieurs dès aujourd'hui pour découvrir comment le monnayage de précision peut améliorer votre prochain projet.
Hey, je suis Kevin Lee

Au cours des dix dernières années, j'ai été immergé dans diverses formes de fabrication de tôles, partageant ici des idées intéressantes tirées de mes expériences dans divers ateliers.
Prendre contact
Kevin Lee
J'ai plus de dix ans d'expérience professionnelle dans la fabrication de tôles, avec une spécialisation dans la découpe au laser, le pliage, le soudage et les techniques de traitement de surface. En tant que directeur technique chez Shengen, je m'engage à résoudre des problèmes de fabrication complexes et à favoriser l'innovation et la qualité dans chaque projet.
Ressources connexes

Acier inoxydable résistant aux empreintes digitales : comment fonctionne-t-il et comment le choisir ?

OEM ou fabrication en sous-traitance : Comment choisir le bon modèle pour votre projet

Coûts d'installation et coûts unitaires dans la fabrication de tôles
