De nombreuses personnes choisissent le revêtement par poudre pour rendre les pièces métalliques plus résistantes et plus belles. Cependant, ils ne se préoccupent pas toujours de l'épaisseur du revêtement. Trop fin, le revêtement risque de s'écailler ou de s'user trop rapidement. Trop épais, il risque d'être inégal, de se fissurer ou de coûter plus cher que nécessaire. Ce simple facteur peut modifier la durée de vie, l'aspect et le fonctionnement de vos pièces.
L'épaisseur de la peinture en poudre joue un rôle important dans l'aspect et la durée de vie des pièces. Voyons maintenant comment l'épaisseur influe sur les différents aspects de votre projet.

Qu'est-ce que l'épaisseur d'un revêtement en poudre ?
L'épaisseur du revêtement en poudre est la profondeur du revêtement appliqué sur une surface. Elle est mesurée depuis la partie supérieure du revêtement jusqu'à la surface inférieure de la pièce. Cette couche est utilisée sous forme de poudre sèche, puis durcie à chaud pour former une finition solide. L'épaisseur influe sur la capacité du revêtement à adhérer, à résister à l'usure et à protéger la pièce.
L'épaisseur idéale d'un revêtement en poudre est de 2 à 5 mils (50-125 microns). Cela garantit une protection solide, un aspect lisse et l'absence de problèmes de performance. Sortir de cette fourchette peut entraîner des écaillages, une mauvaise adhérence ou des coûts supplémentaires.
Les revêtements minces peuvent avoir un aspect irrégulier ou s'user rapidement, tandis que les revêtements épais peuvent provoquer des bulles ou des fissures pendant le durcissement. C'est pourquoi la mesure de l'épaisseur est une étape clé du contrôle de la qualité.
Unités de mesure : Mils et Microns
L'épaisseur du revêtement en poudre est généralement mesurée en mils ou microns.
- 1 mil = 0,001 pouce
- 1 micron = 0,001 millimètre
Aux États-Unis, les mils sont plus courants. En Europe et dans d'autres régions, les microns sont la norme. Pour les comparer :
- 1 mil = 25,4 microns
La plupart des jauges de poudrage indiquent les deux unités. L'utilisation de la bonne unité permet d'éviter les erreurs lors des inspections et des rapports.
Plages d'épaisseurs typiques par type d'application
Des pièces différentes nécessitent des épaisseurs de revêtement différentes, en fonction de l'endroit et de la manière dont elles sont utilisées :
- Pièces décoratives d'intérieur: 1,5-2,5 mils (38-63 microns)
- Pièces industrielles générales2,0-3,5 mils (50-90 microns)
- Usage automobile et extérieur: 3,0-5,0 mils (75-125 microns)
- Pièces pour usage intensif ou marin: 5,0-10,0 mils (125-250 microns)
Normes relatives à l'épaisseur des revêtements en poudre
Les normes fournissent des règles claires pour l'application et le contrôle de l'épaisseur du revêtement en poudre. Elles contribuent à garantir que les pièces répondent aux objectifs de performance et de sécurité.
Normes ASTM
- ASTM D7091 explique comment mesurer l'épaisseur du film sec à l'aide de jauges magnétiques et de jauges à courant de Foucault.
- ASTM D1186 se concentre sur les essais non destructifs de revêtements non magnétiques sur des substrats métalliques.
Ils sont largement utilisés aux États-Unis pour vérifier l'épaisseur du revêtement au cours de la production et de l'inspection.
Normes ISO
- ISO 2360 décrit les méthodes de mesure de l'épaisseur des revêtements à l'aide d'instruments à courants de Foucault sur des revêtements non conducteurs.
- ISO 2808 est une norme mondiale pour les surfaces peintes ou revêtues de poudre qui offre des options de contrôle d'épaisseur destructif et non destructif.
Les normes ISO sont courantes dans les contrats internationaux et contribuent à harmoniser la qualité au-delà des frontières.
Normes EN
- EN 13523 comprend plusieurs parties couvrant les méthodes d'essai pour les métaux revêtus par enroulement.
- Ils sont souvent utilisés en Europe dans les secteurs de la construction, de l'électroménager et du transport.
Certifications industrielles
Certaines industries utilisent leurs programmes parallèlement aux normes mondiales :
- Qualicoat (architecture) : Exige une épaisseur de revêtement comprise entre 2,0-2,4 mils (50-60 microns) pour l'aluminium décoratif.
- AAMA 2605 (aluminium architectural) : Appels d'offres un minimum de 2,8 mils (70 microns) et des tests de résistance aux intempéries.
- Normes OEM: Les marques d'automobiles et d'appareils électroménagers peuvent créer des spécifications internes pour l'épaisseur du revêtement et les essais.

Comment l'épaisseur affecte-t-elle les performances ?
L'épaisseur de la couche de poudre a un effet direct sur les performances d'une pièce. Une mauvaise épaisseur peut entraîner une mauvaise protection, des fissures ou une finition rugueuse.
Résistance à la corrosion et protection
Une épaisseur adéquate permet de sceller la surface, en empêchant l'humidité, le sel et les produits chimiques d'y pénétrer. Si le revêtement est trop fin, l'eau ou l'air peuvent atteindre le métal et déclencher la corrosion.
Les revêtements plus épais offrent une meilleure protection à long terme dans les environnements difficiles, comme les zones côtières ou industrielles. Mais l'épaisseur seule ne suffit pas. Le revêtement doit également bien durcir et adhérer fermement à la surface.
Impact sur la flexibilité et l'adhérence
Si un revêtement est trop épais, il peut devenir cassant. Il est alors plus susceptible de se fissurer ou de s'écailler lorsque la pièce est utilisée. coudes ou fléchit.
Les revêtements plus fins sont plus flexibles mais peuvent ne pas offrir une couverture suffisante. L'épaisseur idéale permet à la pièce de fléchir légèrement sans rompre le revêtement. Elle permet également à la poudre de mieux adhérer pendant le durcissement.
Influence sur l'apparence et la qualité de la finition
Une épaisseur inégale ou incorrecte peut gâcher l'aspect d'une pièce finie. Les points minces peuvent paraître ternes ou décolorés. Les taches épaisses peuvent entraîner des problèmes de texture, comme une peau d'orange ou des coulures.
Une épaisseur de revêtement appropriée permet d'obtenir une finition lisse, uniforme et brillante. Elle permet également aux couleurs de paraître plus profondes et plus homogènes sur l'ensemble de la pièce.
Facteurs influençant l'épaisseur finale du revêtement
Plusieurs facteurs influencent l'épaisseur du revêtement en poudre, notamment la méthode utilisée, la poudre elle-même et la façon dont la surface est préparée.
Méthode d'application
La pulvérisation électrostatique est la méthode la plus courante. Un pistolet de pulvérisation charge la poudre, qui adhère à la pièce métallique mise à la terre. La quantité de poudre pulvérisée et la distance par rapport à l'arme influent sur l'épaisseur finale.
Revêtement en lit fluidisé consiste à plonger une pièce chauffée dans un récipient contenant des particules de poudre flottantes. La poudre fond et adhère à la surface. Cette méthode permet généralement d'obtenir des revêtements plus épais et fonctionne bien pour les pièces lourdes.
Chaque méthode a une gamme différente d'épaisseurs typiques. Le revêtement par pulvérisation donne généralement une épaisseur de 1,5 à 5,0 millièmes de pouce, tandis que le revêtement par lit fluidisé peut atteindre 10 millièmes de pouce ou plus.
Type de poudre et taille des particules
Toutes les poudres ne se comportent pas de la même manière. Certaines s'écoulent mieux, fondent plus vite ou s'accumulent plus rapidement. Le type de résine (époxy ou polyester) influe sur l'épaisseur du revêtement avant que des problèmes n'apparaissent.
La taille des particules a également son importance. Les particules plus grosses ont tendance à créer des revêtements plus épais. Les poudres fines produisent souvent des finitions plus lisses, mais nécessitent davantage de contrôle pour éviter les zones trop fines.
Matériau du support et état de surface
La surface de la pièce modifie l'adhérence de la poudre. Les métaux lisses ou brillants peuvent également ne pas retenir la poudre, ce qui entraîne des taches fines. Les surfaces rugueuses ou texturées peuvent retenir plus de poudre, ce qui rend le revêtement plus épais.
Semblable à une surface sablage ou l'utilisation d'un prétraitement chimique - contribue à améliorer l'adhérence. Une surface propre et régulière permet également d'obtenir une épaisseur constante sur l'ensemble de la pièce.
Technique de l'opérateur et réglages de l'équipement
La manière dont la poudre est pulvérisée joue un rôle important. La vitesse du pistolet, la distance par rapport à la pièce et l'angle de pulvérisation sont autant d'éléments qui influent sur la quantité de poudre accumulée.
Les réglages de l'équipement, tels que la tension, la pression d'air et le débit de poudre, doivent être ajustés en fonction de la forme et de la taille de la pièce. Même des opérateurs compétents peuvent appliquer des revêtements irréguliers si l'équipement n'est pas bien réglé.
Mesure de l'épaisseur de la peinture en poudre
La mesure de l'épaisseur du revêtement permet de détecter rapidement les problèmes. Elle permet de s'assurer que la finition finale répond aux normes d'apparence et de performance. Il existe différentes manières de vérifier l'épaisseur avant et après le durcissement.
Méthodes de mesure avant polymérisation (prédiction DFT)
Avant le durcissement, vous pouvez estimer l'épaisseur finale du film sec (DFT) en vérifiant l'accumulation de poudre. Ce contrôle s'effectue généralement à l'aide de :
- Jauges à peigne: Des outils simples sont pressés dans la poudre pour voir quelle quantité s'est accumulée.
- Capteurs laser ou à ultrasons: Méthodes sans contact pour les configurations plus avancées.
Ces méthodes ne sont que des estimations. La poudre fond et s'écoule pendant le durcissement, ce qui peut modifier l'épaisseur finale. Néanmoins, des contrôles précoces permettent d'éviter les sur- ou sous-couches.
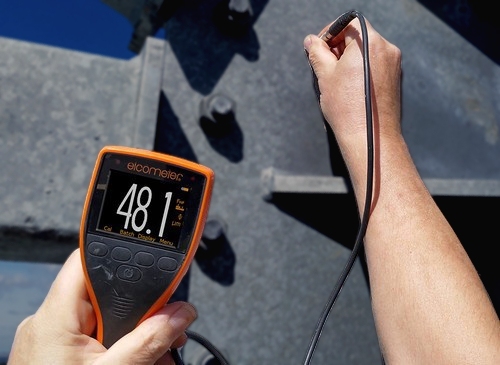
Outils de mesure de l'épaisseur après polymérisation
Après durcissement, le revêtement devient solide. C'est à ce moment-là que la plupart des inspections ont lieu. Les outils comprennent :
- Jauges magnétiques sont utilisés pour les revêtements sur l'acier ou le fer. Ils mesurent la distance entre la surface et le métal sous-jacent.
- Jauges à courants de Foucault: Ils fonctionnent mieux sur les métaux non magnétiques comme l'aluminium. Ils détectent l'épaisseur du revêtement en mesurant la résistance électrique.
Ces deux outils sont rapides, faciles à utiliser et non destructifs. La plupart des versions numériques affichent immédiatement l'épaisseur en millièmes ou en microns.
Défis courants en matière de précision des mesures
Il n'est pas toujours facile d'obtenir une lecture précise. Les problèmes les plus courants sont les suivants :
- Surfaces rugueuses ou inégales: Peut entraîner des lectures erronées.
- Effets de bord: L'épaisseur a tendance à être plus fine sur les bords ou dans les coins.
- Erreur de l'opérateur: Tenir la jauge sous un mauvais angle ou ne pas la mettre à zéro correctement peut fausser les résultats.
- Température: Les surfaces chaudes peuvent affecter les relevés si elles ne sont pas refroidies de manière appropriée avant le test.
Pour obtenir les meilleurs résultats, il convient d'utiliser l'outil adapté au type de métal, de suivre les étapes d'étalonnage et d'effectuer des tests à plusieurs endroits de la pièce.
Comment atteindre l'épaisseur idéale de la peinture en poudre ?
Pour obtenir la bonne épaisseur, il ne suffit pas de pulvériser de la poudre. Il faut une bonne préparation, des outils appropriés et de l'attention à chaque étape du processus.
Préparation de la surface
La préparation de la surface est la base d'un revêtement réussi. Une surface propre et prétraitée améliore l'adhérence et la régularité de l'épaisseur.
- Nettoyage: Enlever l'huile, la poussière ou la rouille à l'aide d'un dégraissant ou d'un lavage alcalin.
- Prétraitement: Utiliser des revêtements à base de phosphate ou de zirconium pour améliorer l'adhérence.
- Profil de l'explosion: Pour les pièces sablées, un profil d'ancrage de 1,5-2,5 mils (38-63 microns) est idéal pour l'adhésion de la poudre.
Contrôle des paramètres de l'application
Le contrôle des paramètres de pulvérisation est essentiel. Utilisez des pistolets de pulvérisation électrostatique et réglez les paramètres en fonction de la géométrie de la pièce.
- TensionLes tensions de 60 à 90 kV sont typiques pour les pièces standard. Une tension plus élevée augmente l'enveloppement mais peut provoquer une rétro-ionisation en cas d'utilisation excessive.
- Distance du canon: Maintenir une distance de 8 à 12 pouces de la pièce. Une pulvérisation plus proche crée une accumulation importante.
- Production de poudre: La vitesse doit être maintenue entre 150 et 200 grammes par minute pour obtenir un film homogène.
La plupart des applications visent une épaisseur de film sec de 2,0-3,0 mils (50-75 microns). Les revêtements d'une épaisseur supérieure à 5,0 mils peuvent se fissurer ou piéger de la poudre non polymérisée à l'intérieur.
Contrôler et mesurer
La mesure pendant et après l'enrobage permet d'éviter les erreurs.
- Estimations avant cure: Les jauges à peigne permettent d'atteindre une épaisseur de 2,5 mils ±10% après polymérisation.
- Outils de post-cure: Utilisez des jauges magnétiques ou à courants de Foucault numériques étalonnées. La précision doit se situer dans les limites suivantes ±1% de l'épaisseur réelle.
- Points de contrôle: Contrôler au moins cinq zones par pièce - à plat, sur le bord, dans la courbe et dans le creux. Cela permet d'assurer l'uniformité du revêtement.
Entretien de l'équipement
Des équipements incohérents conduisent à des résultats contradictoires.
- Nettoyer quotidiennement les pistolets et les trémies pour éviter le colmatage de la poudre.
- Vérifier chaque semaine la tension de sortie à l'aide d'un appareil d'essai.
- L'uniformité du four est essentielle - vérifiez à l'aide de sondes de température que la chaleur reste à ±10°F dans l'ensemble de la chambre.
Conclusion
L'épaisseur de la peinture en poudre influe considérablement sur la durée de vie, l'aspect et les performances d'une pièce. Trop fine, elle risque de s'écailler ou de rouiller rapidement. Trop épaisse, elle risque de se fissurer, de s'écailler ou d'entraîner des problèmes d'ajustement. La fourchette idéale - généralement de 2,0 à 5,0 mils (50 à 125 microns) - dépend de l'endroit où la pièce est utilisée et de la manière dont elle l'est.
Vous avez besoin d'aide pour déterminer l'épaisseur de peinture en poudre adaptée à vos pièces ? Contactez notre équipe dès aujourd'hui pour bénéficier d'une assistance experte et d'un service rapide et fiable.
Hey, je suis Kevin Lee

Au cours des dix dernières années, j'ai été immergé dans diverses formes de fabrication de tôles, partageant ici des idées intéressantes tirées de mes expériences dans divers ateliers.
Prendre contact
Kevin Lee
J'ai plus de dix ans d'expérience professionnelle dans la fabrication de tôles, avec une spécialisation dans la découpe au laser, le pliage, le soudage et les techniques de traitement de surface. En tant que directeur technique chez Shengen, je m'engage à résoudre des problèmes de fabrication complexes et à favoriser l'innovation et la qualité dans chaque projet.
Ressources connexes

Acier inoxydable résistant aux empreintes digitales : comment fonctionne-t-il et comment le choisir ?

OEM ou fabrication en sous-traitance : Comment choisir le bon modèle pour votre projet

Coûts d'installation et coûts unitaires dans la fabrication de tôles
