La découpe de l'acier inoxydable exige de la précision et une technique appropriée. De nombreux fabricants sont confrontés au gauchissement, à la décoloration et à la mauvaise qualité des bords lorsqu'ils travaillent avec ce matériau. La découpe au plasma offre une solution rapide, précise et rentable pour les projets en acier inoxydable de toutes tailles.
Le découpage au plasma utilise un gaz ionisé pour former un canal à haute température qui coupe le métal. Cette méthode offre un bon équilibre entre la qualité de la coupe et le coût pour l'acier inoxydable. Elle convient aussi bien aux prototypes qu'aux grandes séries. Les arêtes sont plus nettes que celles de l'oxycoupage. La découpe au plasma est également plus économique que la découpe au laser et convient à de nombreuses utilisations.
Vous voulez savoir comment obtenir des coupes parfaites sur vos projets en acier inoxydable ? Ce guide couvre tous les aspects, de la configuration à la résolution des problèmes les plus courants.
Peut-on découper de l'acier inoxydable avec un découpeur plasma ?
Oui, un découpeur au plasma peut couper l'acier inoxydable. Il utilise un jet de gaz ionisé se déplaçant rapidement pour faire fondre et enlever le métal. Cette méthode fonctionne bien car l'acier inoxydable est conducteur d'électricité et peut supporter une chaleur élevée.
Qu’est-ce que la découpe plasma ?
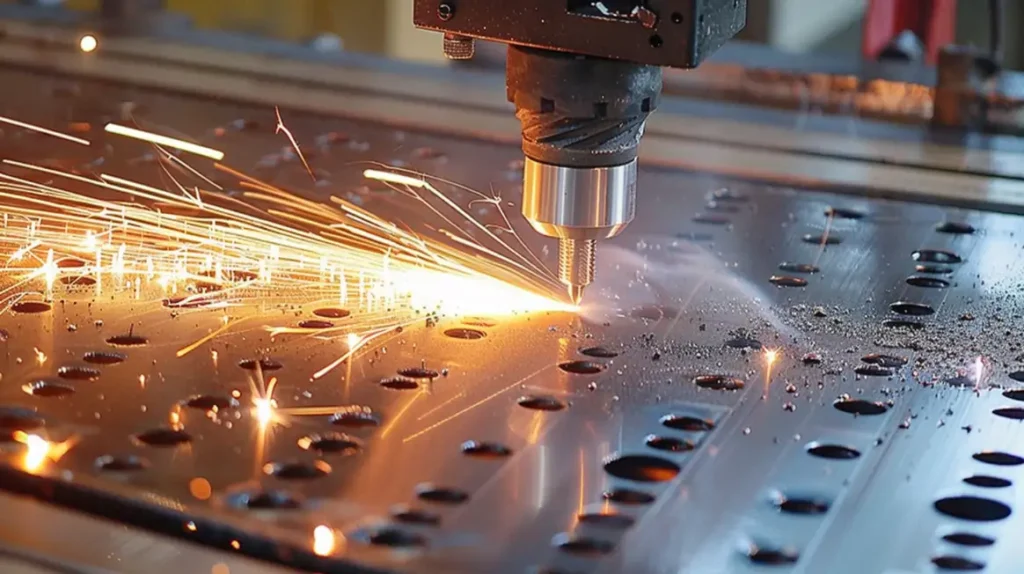
Le découpage au plasma est un procédé de découpage thermique qui utilise un jet de gaz ionisé à grande vitesse pour découper des matériaux conducteurs d'électricité. Le processus crée un canal électrique de plasma surchauffé qui fait fondre et expulse le matériau de la zone coupée.
Cette méthode consiste à envoyer un arc électrique à travers un gaz qui passe par une buse étroite. Le gaz peut être de l'air d'atelier, de l'azote, de l'argon, de l'oxygène ou d'autres options. L'arc électrique élève la température du gaz à un niveau tel qu'il entre dans un quatrième état de la matière : le plasma.
Ce jet de plasma chaud et à grande vitesse fait fondre le métal lors du découpage au plasma, et le gaz à grande vitesse souffle le métal fondu loin de la coupe. Le processus atteint des températures allant jusqu'à 30 000°F (16 649°C), ce qui est suffisamment chaud pour faire fondre tout métal qu'il touche.
C'est la conductivité électrique du plasma qui le rend si efficace. L'arc se forme entre l'électrode de la torche et la pièce elle-même, créant ainsi un circuit électrique complet.
Composants d'un système de découpe plasma
Un système de coupage plasma de base comprend plusieurs éléments clés :
- Alimentation électrique : Convertit la tension secteur standard en tension continue nécessaire au maintien de l'arc plasma.
- Console de démarrage de l'arc : Génère l'étincelle haute fréquence et haute tension qui ionise le gaz et crée l'arc plasma.
- Torche à plasma : Il abrite l'électrode et la buse tout en contrôlant le refroidissement et le débit de gaz.
- Système d'alimentation en gaz : Fournit les gaz appropriés à la bonne pression.
- Contrôleur CNC : Dirige le mouvement de la torche en fonction des trajectoires de coupe programmées, garantissant ainsi la précision et la répétabilité.
Plasma et autres méthodes de découpe pour l'acier inoxydable
La découpe au plasma se situe entre l'oxycoupage et la découpe au laser en termes de précision et de coût.
Oxycoupage n'est pas efficace sur l'acier inoxydable car ce matériau ne s'oxyde pas comme l'acier au carbone. Le découpage au plasma est donc une bien meilleure option.
Découpe au laser offre une plus grande précision mais s'accompagne de coûts d'équipement nettement plus élevés. Pour de nombreux projets, le découpage au plasma offre le meilleur équilibre entre le prix et la qualité.
Découpe au jet d'eau ne produit pas de zone affectée thermiquement mais fonctionne beaucoup plus lentement et à un coût par pouce plus élevé que le découpage au plasma.
Principaux avantages de la découpe plasma de l'acier inoxydable
Le découpage au plasma offre des avantages uniques qui le rendent idéal pour la fabrication de l'acier inoxydable. Ces avantages permettent aux ateliers d'augmenter leur productivité tout en maintenant la qualité.
Vitesse de coupe et efficacité élevées
Le découpage au plasma de l'acier inoxydable est beaucoup plus rapide que beaucoup d'autres méthodes. Ce gain de vitesse est dû à la chaleur intense de l'arc plasma, qui fait rapidement fondre le matériau.
Coupes précises et nettes
Le découpage au plasma permet d'obtenir des bords nets sur l'acier inoxydable avec un minimum de crasse (le métal resolidifié qui s'accroche au fond de la coupe). Si les réglages sont corrects, les coupes ne nécessitent que peu ou pas de nettoyage.
Polyvalence dans l'épaisseur des matériaux
Le découpage au plasma permet de traiter une large gamme d'épaisseurs d'acier inoxydable. Un seul système peut couper des matériaux de faible épaisseur jusqu'à 2 pouces d'épaisseur.
Rapport coût-efficacité
La découpe plasma est plus abordable que la découpe laser, en particulier pour les matériaux plus épais. Elle nécessite également moins de temps d'installation et de maintenance, ce qui en fait un choix rentable pour les projets de petite et de grande envergure.
Configuration de l'équipement pour la découpe de l'acier inoxydable
Pour obtenir des résultats de qualité, il est essentiel de configurer correctement votre découpeur plasma pour l'acier inoxydable. La bonne combinaison de puissance, de consommables et de gaz fait une grande différence.
Exigences en matière de source d'alimentation
À épaisseur égale, l'acier inoxydable nécessite une plus grande puissance de coupe que l'acier au carbone. Cela s'explique par le fait que l'acier inoxydable a une conductivité thermique plus faible et un point de fusion plus élevé.
Un découpeur plasma de 30 ampères peut donner de bons résultats pour l'acier inoxydable de faible épaisseur (jusqu'à 1/8″). Pour des coupes nettes sur des épaisseurs moyennes (1/8″ à 3/8″), 50-80 ampères sont nécessaires.
L'acier inoxydable plus épais (3/8″ à 3/4″) nécessite au moins 80-100 ampères. Pour les matériaux d'une épaisseur supérieure à 3/4″, il faut rechercher des systèmes d'une intensité de plus de 100 ampères.
Sélection de torches et de consommables
La conception du chalumeau influe considérablement sur la qualité de la coupe lorsque l'on travaille l'acier inoxydable. Recherchez des chalumeaux dotés d'un système de refroidissement efficace pour gérer la chaleur élevée.
Lorsque cela est possible, utilisez des consommables spécialement conçus pour l'acier inoxydable. Certains fabricants proposent des ensembles de consommables spéciaux optimisés pour différents métaux.
La taille de l'orifice de la buse doit correspondre à l'ampérage et à l'épaisseur du matériau. Les orifices plus petits (0,8-1,2 mm) conviennent mieux aux matériaux inoxydables fins, tandis que les plus grands (1,3-1,8 mm) conviennent aux matériaux plus épais.
Les boucliers font une grande différence dans la qualité de la coupe. Utilisez des boucliers plus aérés pour éviter la formation de crasse sur le bord inférieur de l'acier inoxydable.
Sélection des gaz pour des résultats optimaux
Le choix du gaz influe considérablement sur la qualité de la coupe sur l'acier inoxydable. Chaque option présente des avantages spécifiques dans différentes situations.
L'azote produit des coupes nettes avec une formation minimale de nitrure sur l'acier inoxydable. C'est souvent le meilleur choix et il fonctionne bien pour des épaisseurs allant jusqu'à 1″.
Un mélange azote/hydrogène (généralement N₂/H₅) permet d'obtenir des coupes encore plus nettes pour les aciers inoxydables plus épais. L'hydrogène contribue à réduire la formation d'oxyde sur le bord de la coupe.
Les mélanges argon/hydrogène (65% Ar/35% H₂) permettent d'obtenir les coupes les plus nettes possibles sur l'acier inoxydable épais. Cependant, ce mélange de gaz coûte plus cher et coupe plus lentement.
L'oxygène n'est généralement pas recommandé pour le découpage de l'acier inoxydable. Il crée une oxydation excessive et peut dégrader les propriétés de résistance à la corrosion du matériau.
Découpage plasma de l'acier inoxydable: Problèmes courants et solutions
Même les opérateurs expérimentés sont confrontés à des défis lors du découpage au plasma de l'acier inoxydable.
Prévention des crasses et scories
Les crasses se forment plus facilement sur l'acier inoxydable que sur l'acier au carbone. Ajustez votre vitesse de coupe - une vitesse trop rapide ou trop lente entraînera des problèmes d'écume.
Le débit de gaz de protection influe sur la formation de crasses. Si vous remarquez un excès de crasses sur le fond de la coupe, augmentez légèrement le débit.
Le nettoyage régulier de l'écran de la torche permet de maintenir des schémas de flux de gaz cohérents, réduisant ainsi la formation de crasse.
Réduction de la déformation et de la distorsion
Fixez correctement les pièces à usiner avant de les couper. Un bon serrage réduit les mouvements qui peuvent se produire lorsque les contraintes internes sont relâchées pendant la coupe.
Planifier les séquences de coupe pour équilibrer l'apport de chaleur sur la pièce. Commencez par les coupes intérieures avant de couper le profil extérieur.
Minimiser la zone affectée par la chaleur
La zone affectée thermiquement (ZAT) est l'endroit où les propriétés du matériau changent en raison de l'exposition à la chaleur. Pour l'acier inoxydable, cela peut affecter la résistance à la corrosion.
L'utilisation d'un ampérage plus élevé avec des vitesses de déplacement plus rapides (plutôt qu'un ampérage plus faible et des vitesses plus lentes) peut réduire la ZHA tout en maintenant la qualité de la coupe.
Le choix d'un gaz approprié a une incidence considérable sur la zone dangereuse. Les mélanges azote/H₅ produisent généralement des zones dangereuses plus petites que l'air ou l'azote pur.

Techniques pour une performance optimale du découpage plasma de l'acier inoxydable
Même avec le bon équipement, la technique affecte considérablement la qualité de la coupe.
Contrôle de la vitesse et de la distance
La vitesse de coupe doit être plus lente pour l'acier inoxydable que pour l'acier au carbone. Commencez par des vitesses environ 20% plus lentes que celles que vous utiliseriez pour de l'acier doux d'épaisseur similaire.
Observez l'angle de retard de l'arc plasma. L'arc doit être légèrement décalé par rapport au mouvement de la torche, mais pas de façon excessive. Un décalage trop important signifie que vous vous déplacez trop rapidement.
Maintenez une hauteur de torche constante. En fonction de l'épaisseur du matériau, la distance idéale pour l'acier inoxydable se situe généralement entre 1/8″ et 1/4″.
Gestion de l'apport de chaleur
Utilisez plusieurs passages pour l'acier inoxydable très épais afin de réduire l'accumulation de chaleur. Cela permet d'éviter les déformations et la formation excessive de crasses.
Laissez un temps de refroidissement entre les coupes lorsque vous travaillez sur des pièces complexes. Cela réduit le risque de déformation dû à l'accumulation de chaleur.
Commencez les coupes par le bord lorsque c'est possible, ou prépercez un premier trou. Le fait de percer directement peut entraîner davantage d'éclaboussures et un risque de déformation.
Considérations sur la qualité des bords
La direction de la coupe affecte le côté de votre matériau qui obtient la meilleure qualité de bord. Le côté droit de la trajectoire de coupe (par rapport au mouvement de la torche) présente généralement un bord carré.
Pour les pièces nécessitant une précision sur toutes les faces, prévoyez d'enlever une petite quantité de matière par un traitement secondaire tel que affûtage ou usinage.
L'angle de dépouille est plus marqué dans les coupes d'acier inoxydable. Pour obtenir des bords plus carrés, positionnez le chalumeau à un angle légèrement opposé (1-3 degrés) à l'angle de dépouille naturel.
Considérations de sécurité pour le découpage plasma de l'acier inoxydable
La sécurité est encore plus importante lors du découpage au plasma de l'acier inoxydable.
Gestion des fumées
Les fumées d'acier inoxydable contiennent des composés de chrome qui nécessitent une ventilation adéquate. Utilisez toujours des systèmes d'extraction adéquats.
Positionnez l'extraction des fumées de manière à éloigner l'air de la zone de respiration de l'opérateur. Les tables à courant descendant ou à courant latéral conviennent parfaitement à cet effet.
Équipements de protection individuelle
L'EPI de soudage standard est l'exigence minimale. Il comprend un casque de soudage, des gants et des vêtements résistant aux flammes.
Les lunettes de protection doivent bloquer les rayons UV et IR. Les gants en cuir protègent contre la chaleur et l'exposition potentielle au chrome par contact de la peau avec les bords coupés ou la poussière.
Entretien pour le découpage plasma de l'acier inoxydable
La découpe de l'acier inoxydable impose des exigences supplémentaires à l'équipement de découpe au plasma.
Entretien et remplacement des consommables
Inspectez les buses et les électrodes après chaque séance de coupe importante. L'acier inoxydable accélère l'usure de ces composants.
Nettoyez régulièrement les consommables pour éliminer les éclaboussures et les accumulations. Cela prolonge leur durée de vie et préserve la qualité de la coupe.
Remplacez les consommables par lots plutôt qu'individuellement. Cela garantit un alignement correct et des performances constantes.
Exigences en matière de nettoyage du système
Les systèmes de filtrage doivent faire l'objet d'une attention plus fréquente lors du découpage de l'acier inoxydable. La teneur en chrome peut créer des particules de poussière plus fines.
Nettoyez plus souvent les écrans du chalumeau lorsque vous coupez de l'acier inoxydable. L'accumulation de matériau modifie les schémas d'écoulement des gaz et affecte la qualité de la coupe.
Les nappes d'eau ou les systèmes de collecte doivent être nettoyés régulièrement, car les coupes en acier inoxydable produisent davantage de particules fines qui peuvent obstruer les systèmes.
Conclusion
Le découpage au plasma est un excellent moyen de découper l'acier inoxydable. Il est plus rapide que beaucoup d'autres méthodes et permet de découper des tôles fines ou épaisses. Les bords sont nets et nécessitent peu de finition. Avec les réglages, les pièces et les gaz appropriés, vous pouvez obtenir d'excellents résultats pour n'importe quel projet en acier inoxydable.
Besoin d'aide pour vos projets de découpe de l'acier inoxydable ? Nos ingénieurs peuvent vous recommander l'équipement et les techniques les mieux adaptés à vos besoins. Contactez-nous dès aujourd'hui pour obtenir des conseils d'experts et des solutions de coupe de haute qualité.
Hey, je suis Kevin Lee

Au cours des dix dernières années, j'ai été immergé dans diverses formes de fabrication de tôles, partageant ici des idées intéressantes tirées de mes expériences dans divers ateliers.
Prendre contact
Kevin Lee
J'ai plus de dix ans d'expérience professionnelle dans la fabrication de tôles, avec une spécialisation dans la découpe au laser, le pliage, le soudage et les techniques de traitement de surface. En tant que directeur technique chez Shengen, je m'engage à résoudre des problèmes de fabrication complexes et à favoriser l'innovation et la qualité dans chaque projet.
Ressources connexes

Poinçonnage ou découpe laser : Coût, vitesse et compromis DFM

Usinage d'angle : Ce qui détermine le coût et la qualité des pièces

Acier inoxydable résistant aux empreintes digitales : comment fonctionne-t-il et comment le choisir ?
