C'est un scénario auquel tous les ingénieurs en mécanique et les concepteurs de produits ont été confrontés. Vous concevez un boîtier compact en tôle dans un logiciel de CAO. Le modèle semble précis, la détection des interférences est satisfaisante et le modèle plat est généré sans erreur. Vous envoyez le fichier DXF à l'atelier, en espérant une exécution rapide.
Au lieu de cela, vous recevez un "No-Quote" ou une demande de modification de la conception (ECN). Le retour d'information est simple mais frustrant : "La bride de ce bord est trop courte pour être formée".
Dans le monde numérique de SolidWorks ou d'Inventor, la tôle est traitée comme un matériau à la rigidité infinie et aux contraintes de fabrication nulles. Dans le monde physique, cependant, le formage du métal est un processus violent régi par la friction, l'effet de levier et la géométrie de l'outil.
Ce guide vise à combler cette lacune. Nous allons démonter les "règles empiriques" contradictoires - qui vont de l'épaisseur agressive de 1,5x à l'épaisseur conservatrice de 4x - et vous aider à déterminer la longueur de bride minimale exacte requise pour une production fiable.
Définition de la "longueur minimale de la bride"
Avant de plonger dans les mécanismes, nous devons nous aligner sur la définition afin d'éviter des erreurs de communication coûteuses.
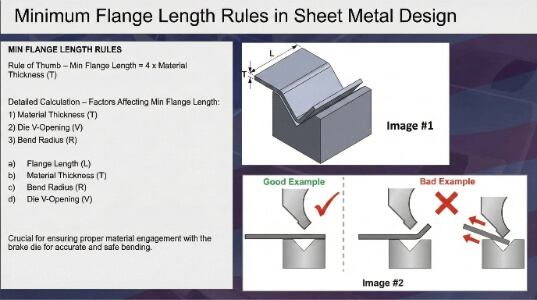
Lorsque les fabricants parlent de la longueur minimale de la bride (Lₘᵢₙ), ils font référence à la dimension externe de la bride, de l'extérieur du coude au bord de la pièce. Cette mesure comprend à la fois la Rayon de courbure (R) et l'épaisseur du matériau (T).
Si cette distance est insuffisante, la presse plieuse ne peut pas créer physiquement la géométrie sans produire des pièces de rebut.
La physique : Pourquoi la limite existe?
Pour comprendre pourquoi il existe une longueur minimale, il faut examiner le processus de fabrication standard utilisé dans 90% la fabrication de précision : le cintrage à l'air.
Dans le pliage à l'air, la tôle est placée au-dessus d'une matrice inférieure, qui a généralement une ouverture en forme de V. Un poinçon supérieur descend, forçant le métal à entrer dans l'ouverture en forme de V. Un poinçon supérieur descend, forçant le métal à entrer dans l'ouverture en V. Il est important de noter que le métal n'est pas pressé jusqu'au fond de la matrice. Au contraire, il "flotte" sur trois points de contact distincts :
- La pointe de l'emporte-pièce.
- L'épaule gauche de la matrice en V.
- L'épaule droite de la matrice en V.
L'analogie du "pont
Imaginez la tôle comme un pont enjambant un canyon (l'ouverture en V). Pour que le pont tienne, il doit reposer sur un sol solide des deux côtés du canyon.
Si vous concevez une bride trop courte, le matériau d'un côté n'atteindra pas l'épaulement de la matrice en V. Au lieu de se plier, la tôle glissera simplement dans la cavité de la matrice. Au lieu de se plier, la tôle glissera simplement dans la cavité de la matrice. Cette situation entraîne trois types de défaillances distinctes :
- Glissement et distorsion : La pièce glisse latéralement pendant le cycle de pressage, ce qui crée une ligne de pliage tordue ou en "patte de chien".
- Le grignotage : La feuille qui glisse s'enfonce dans l'acier trempé coûteux des épaulements de la matrice, ce qui endommage l'outillage.
- La défaillance de la jauge arrière : C'est le point qui échappe souvent aux concepteurs. Les opérateurs de presses plieuses utilisent une butée arrière - des doigts robotisés situés derrière la machine - pour positionner la pièce avec précision. Si votre bride est trop courte, elle ne peut pas atteindre les doigts de la jauge arrière. Sans cette butée physique, l'opérateur doit positionner la pièce à l'œil, ce qui rend impossible une production de masse cohérente.
La variable critique : La largeur de la matrice
La largeur de l'ouverture de l'outil en V n'est pas arbitraire ; elle est choisie en fonction de l'épaisseur du matériau (T).
La pratique industrielle courante veut que l'ouverture de l'outil en V soit typiquement de 6 à 8 fois l'épaisseur du matériau.
- Pour une tôle de 2,0 mm d'épaisseur, l'atelier utilisera probablement un emporte-pièce en V de 12 ou 16 mm de large.
- Pour que le pliage soit réussi, la bride doit être suffisamment longue pour couvrir au moins la moitié de l'ouverture en V (V/2), plus une marge de sécurité.
Cette relation géométrique - entre l'épaisseur de votre matériau et la largeur de l'outillage nécessaire pour le plier - est à la base de toutes les formules de brides minimales. Elle explique pourquoi une bride de 3 mm fonctionne parfaitement sur une jauge fine.

Le choc des formules : Conservatrices ou théoriques
Si vous recherchez les règles relatives aux brides minimales dans les manuels d'ingénierie par rapport aux directives de fabrication, vous constaterez qu'il existe des divergences déroutantes. Certaines sources affirment qu'il est possible d'obtenir une bride aussi courte que 1,5 fois l'épaisseur du matériau (1,5T). En revanche, votre fabricant insistera probablement sur une épaisseur 4 fois supérieure (4T).
Pourquoi un écart aussi important ? La réponse réside dans la méthode de pliage utilisée : Cintrage de l'air par rapport à l'enfoncement. Comprendre cette distinction est la clé de la conception de pièces qui ne sont pas seulement possibles, mais aussi économiques.
1. L'approche du "fabricant sûr" (la règle des 4T)
Si vous concevez pour la production générale et que vous voulez vous assurer que vos pièces sont cotées rapidement et fabriquées sans défaut, c'est la règle que vous devez suivre.
La formule :
Lₘᵢₙ ≈ 4 × T + R
(où T = épaisseur du matériau et R = rayon de courbure)
La réalité de la fabrication :
Cette formule est dérivée du cintrage pneumatique, la norme industrielle pour les tôles de précision modernes.
- Largeur de la matrice en V : Comme on le sait, le cintrage pneumatique utilise une matrice en V d'une largeur d'environ 6T à 8T.
- La géométrie : Pour combler la moitié de cette ouverture en V en toute sécurité, le matériau doit s'étendre d'environ 3T à 4T à partir du centre.
- Le facteur de sécurité : L'ajout du rayon de courbure (R) dans la formule garantit que même si le métal se courbe et prend de la longueur, il reste fermement sur les épaulements de la matrice.
Pourquoi les ingénieurs intelligents l'utilisent :
La conception selon la règle des 4T donne de la souplesse à l'atelier. Elle leur permet d'utiliser une gamme standard d'accouplements en V disponibles sur n'importe quelle machine.
- Scénario : Si vous concevez jusqu'à la limite absolue (1,5T) et que l'outil "tight-V" spécifique de l'atelier est endommagé ou en cours d'exécution d'un autre travail, votre production s'arrête.
- Scénario : Si vous concevez à 4T, l'opérateur peut passer à une matrice légèrement plus large si nécessaire pour maintenir la production, préservant ainsi votre délai d'exécution.
2. L'approche "théorique" (la règle des 1,5T)
Si vous consultez des textes de référence en matière d'ingénierie tels que le Manuel des machines ou de consulter des catalogues d'outillage spécifiques, vous verrez souvent des valeurs beaucoup plus courtes.
La formule :
Lₘᵢₙ ≈ 1,5 × T à 2,0 × T
Le coût caché :
Cette règle s'applique généralement au pliage par le bas (ou pliage à la pièce), et non au pliage à l'air standard. Dans le cas du pliage par le bas, le poinçon presse la feuille jusqu'au fond de la matrice en V, pinçant ainsi la structure du matériau. Comme la feuille est physiquement serrée entre le poinçon et la matrice, elle n'a pas besoin de couvrir toute la largeur de l'ouverture en V pour rester stable.
Toutefois, s'appuyer sur cette règle présente des risques et des coûts importants :
- Pics de tonnage : Le pliage nécessite jusqu'à 5 fois le tonnage du pliage pneumatique. De nombreuses presses plieuses électriques ou hybrides de précision ne sont pas conçues pour cette charge élevée soutenue.
- Usure de l'outillage : La pression élevée accélère l'usure du poinçon et de la matrice, ce qui entraîne des angles irréguliers au fil du temps.
- Incompatibilité des processus : Si un atelier tente de plier à l'air votre modèle 1,5T parce qu'il n'a pas le tonnage nécessaire pour le fondre, la pièce échouera. Elle glissera dans la matrice, ce qui entraînera la mise au rebut du lot.
Le verdict
La "règle des 1,5T" est théoriquement possible mais coûteuse et risquée sur le plan opérationnel. La "règle des 4T" est prudente, fiable et bon marché.
La règle d'or de la DFM :
Concevez toujours en utilisant la règle conservatrice (4T) dans la mesure du possible. Ne recourez à la limite théorique (1,5T) que si la conception l'exige absolument, et préparez-vous à une éventuelle réaction négative ou à des coûts d'outillage plus élevés de la part de votre fournisseur.
Faire plier l'infranchissable : Variables et solutions de contournement
Avant d'opter pour une bride courte, vous devez comprendre comment la sélection des matériaux et les angles de pliage modifient les limites de ce qui est physiquement possible.
Le facteur matériel : L'importance de la note
Tous les métaux ne se comportent pas de la même manière sous la presse. La longueur minimale de la bride est directement liée au rayon de courbure requis (R), et le rayon est dicté par la ductilité du matériau.
- Aluminium 6061-T6 (Le défi de la fragilité) : Cette qualité aérospatiale courante est notoirement fragile. Si vous tentez de le plier brusquement, il se fissurera. Pour éviter cela, les fabricants doivent utiliser un rayon de courbure plus grand (souvent 1,5T ou plus). Comme notre formule est Lₘᵢₙ = 4T + R, un rayon plus grand exige automatiquement une bride plus longue.
- Aluminium 5052-H32 (l'alternative ductile) : Si votre projet nécessite une bride serrée, envisagez de passer au 5052. Il est plus souple et peut supporter un rayon plus serré sans se fissurer, ce qui permet de réduire la longueur minimale de la bride.
- Acier inoxydable : En raison de sa limite d'élasticité élevée et d'un retour élastique important, l'acier inoxydable nécessite souvent un pliage excessif pour obtenir l'angle final. Cette course plus profonde peut nécessiter une matrice en V plus large pour éviter de dépasser les limites de tonnage de l'outillage, ce qui augmente la longueur de bride requise.
Le facteur angulaire
La plupart des guides de conception supposent un angle de courbure standard de 90°. Cependant, l'angle de courbure modifie de manière significative la physique des points de contact de la matrice en V.
- Angles aigus (<90°) : Pour plier le métal à 30° ou 45°, le poinçon doit s'enfoncer plus profondément dans la matrice en V. Cette course plus profonde éloigne la tôle des épaulements de la matrice. Cette course plus profonde éloigne la tôle des épaules de la matrice. Par conséquent, les plis aigus nécessitent souvent des brides plus longues que les plis à 90° pour s'assurer que le matériau reste en contact avec la matrice tout au long de la course.
- Angles obtus (>90°) : Ils sont généralement plus sûrs. Le poinçon parcourt une distance plus courte, ce qui réduit le risque que la bride glisse dans la matrice.
Les "Cheat Codes" : Comment fabriquer l'impossible
Que se passe-t-il lorsque vous avez un châssis de 2,0 mm d'épaisseur et que vous devez absolument doit avoir une bride de 3,0 mm pour dégager un composant ? Le processus standard de cintrage pneumatique dit "Impossible".
Toutefois, un partenaire de fabrication compétent peut obtenir cette géométrie, à condition que vous soyez prêt à en payer le prix. Voici les trois solutions les plus courantes.
1. La méthode "plier et couper
C'est la solution de force brute pour les prototypes et les pièces de précision de faible volume.
- Le processus : L'atelier découpe au laser le modèle plat avec un rebord d'une longueur sûre (par exemple, 10 mm). Il la plie normalement à l'aide d'un outillage standard. La pièce est ensuite acheminée vers une fraiseuse à commande numérique où l'excédent de matière est usiné jusqu'à la longueur souhaitée de 3,0 mm.
- Le coût : Haut. Vous ajoutez un dispositif d'usinage secondaire, des manipulations manuelles et des étapes d'ébavurage. Vous devez vous poser la question : Cette bride courte vaut-elle une augmentation du coût unitaire de 200% à 300% ?
2. Encoches de décharge
Parfois, une bride semble trop courte uniquement parce qu'elle est adjacente à une découpe ou à un coin chanfreiné.
- La solution : Ajoutez une encoche de décharge (une petite coupe perpendiculaire à la ligne de pliage) au point de transition. Cela permet de séparer physiquement la bride que vous pliez de la géométrie problématique située à proximité. Elle permet à la bride de se déformer indépendamment sans déchirer le matériau ni obliger l'opérateur à aligner un bord complexe et non linéaire contre la jauge arrière.
3. Stratégie d'outillage spécialisé
Si l'option "plier et couper" est trop coûteuse pour une production en grande série, vous pouvez discuter des options d'outillage spécialisé avec votre fabricant :
- Cintreuses rotatives / Matrices d'essuyage : Contrairement aux V-dies standard, ces outils maintiennent la pièce à plat et "essuient" la bride vers le haut à l'aide d'une came rotative. Ils peuvent former des brides d'une épaisseur aussi faible que 1 × sans glisser.
- Matrices offset : Il s'agit d'outils spécifiques conçus pour créer deux courbes (en forme de "Z") en une seule fois. Ils sont excellents pour les décalages courts, mais nécessitent un outillage spécifique pour chaque hauteur spécifique.
L'aide-mémoire et la liste de contrôle finale
Réduisons maintenant toute cette théorie en quelque chose que vous pouvez utiliser immédiatement : un aide-mémoire de référence rapide et une liste de contrôle DFM (conception pour la fabrication) à exécuter avant de publier vos dessins.
Tableau de référence rapide
Le tableau ci-dessous compare les valeurs "sûres" (cintrage pneumatique) aux limites "agressives" (embouteillage/outillage spécial).
- Standard : Utilisez ces valeurs pour les conceptions standard afin de garantir le coût le plus bas, le délai le plus court et la possibilité de faire appel à plusieurs fournisseurs.
- Risque : N'utilisez ces valeurs que lorsque l'espace est critique. Avertissement : Celles-ci nécessitent généralement un outillage spécifique, un tonnage plus élevé ou un usinage secondaire.
| Epaisseur du matériau (T) | Minimum conservateur (4T+R) | Minimum agressif (1.5T-2T) |
|---|---|---|
| 0,5 mm (24-26 ga) | ~ 2,5 mm | ~ 1,0 mm |
| 1,0 mm (20 ga) | ~ 5,0 mm | ~ 2,0 mm |
| 1,5 mm (16 ga) | ~ 7,0 mm | ~ 3,0 mm |
| 2,0 mm (14 ga) | ~ 9,0 mm | ~ 4,0 mm |
| 3,0 mm (11 ga) | ~ 13,0 mm | ~ 5,0 mm |
> Note d'ingénierie : Les valeurs "conservatrices" supposent un rayon de courbure standard (R) à peu près égal à l'épaisseur du matériau. Si vous spécifiez un rayon plus grand (par exemple, R=3mm pour un matériau de 1mm), vous devez ajouter la longueur supplémentaire à votre bride minimale.
Votre liste de contrôle DFM finale
Avant de cliquer sur "Release" pour la dernière révision de la CAO, posez-vous les cinq questions suivantes. Elles vous épargneront des heures d'échanges de courriels avec votre fabricant et potentiellement des milliers de dollars de rebut.
1. Quelle règle ai-je suivie ?
- Si votre bride est > 4 × T, vous ne risquez rien. Poursuivez en toute confiance.
- Si votre bride est < 2,5 × T, vous êtes dans la zone de danger. Marquez cette caractéristique pour examen.
2. La "bride courte" est-elle nécessaire ?
- Posez-vous la question : Cette bride doit-elle absolument avoir une longueur de 3 mm ? Souvent, les concepteurs raccourcissent les brides pour des raisons esthétiques ou de "compacité". Si vous pouvez l'allonger pour respecter la règle des 4T sans interférer avec d'autres composants, faites-le. Cela ne coûte rien à la conception, mais permet d'économiser de l'argent à la fabrication.
3. Puis-je accepter des tolérances plus étroites ?
- Le piège de la tolérance : Les brides courtes "flottent" davantage pendant le pliage car elles ont moins de surface de contact avec la matrice. Si vous forcez une bride de 1,5T, ne vous attendez pas à une tolérance angulaire standard de ± 1. Vous devrez peut-être ouvrir cette tolérance à ± 3 pour tenir compte de l'instabilité.
4. Ai-je tenu compte du rayon ?
- N'oubliez pas que la longueur effective de la bride inclut le rayon de courbure. Si vous avez une bride de 10 mm mais un rayon de 5 mm, il ne vous reste que 5 mm de matériau "plat" à saisir. Veillez à ce que votre calcul tienne compte du rayon.
5. Suis-je prêt à payer pour la réparation ?
- Si vous devez absolument avoir une bride qui ne respecte pas les règles, êtes-vous prêt à assumer le coût du "pliage et de la découpe" ? Cette opération secondaire peut doubler le coût unitaire de la pièce. Si le budget est serré, il faut revoir la conception de la pièce dès maintenant.
Conclusion
Dans le monde de la conception des tôles, l'écart entre "théoriquement possible" et "économiquement viable" se mesure souvent en millimètres. Alors que les manuels d'ingénierie peuvent vous indiquer qu'une longueur de bride minimale de 1,5 fois l'épaisseur du matériau est possible, la réalité de l'usine exige généralement une épaisseur plus sûre de 4 fois l'épaisseur du matériau.
Votre dessin ou modèle est-il prêt pour la production ? N'essayez pas de deviner. Vous craignez que vos brides serrées ne posent des problèmes sur la presse plieuse ? Arrêtez de deviner et commencez à valider. Envoyez-nous vos fichiers CAO pour un examen gratuit de la DFM.
Hey, je suis Kevin Lee

Au cours des dix dernières années, j'ai été immergé dans diverses formes de fabrication de tôles, partageant ici des idées intéressantes tirées de mes expériences dans divers ateliers.
Prendre contact
Kevin Lee
J'ai plus de dix ans d'expérience professionnelle dans la fabrication de tôles, avec une spécialisation dans la découpe au laser, le pliage, le soudage et les techniques de traitement de surface. En tant que directeur technique chez Shengen, je m'engage à résoudre des problèmes de fabrication complexes et à favoriser l'innovation et la qualité dans chaque projet.
Ressources connexes

Acier inoxydable résistant aux empreintes digitales : comment fonctionne-t-il et comment le choisir ?

OEM ou fabrication en sous-traitance : Comment choisir le bon modèle pour votre projet

Coûts d'installation et coûts unitaires dans la fabrication de tôles
