Les servopresses changent la façon dont les fabricants traitent le formage de précision. Ces machines utilisent des mouvements programmables, un retour d'information en temps réel et une grande efficacité énergétique. Cette combinaison offre aux opérateurs un niveau de contrôle que les presses mécaniques et hydrauliques ne peuvent pas offrir.
Le choix d'une servopresse ne se limite pas à vérifier le tonnage ou le prix. Les acheteurs doivent faire correspondre les capacités de la machine à leurs objectifs de production, à la forme des pièces et à la précision requise. Cet alignement permet d'éviter les équipements sous-performants et les coûts imprévus.
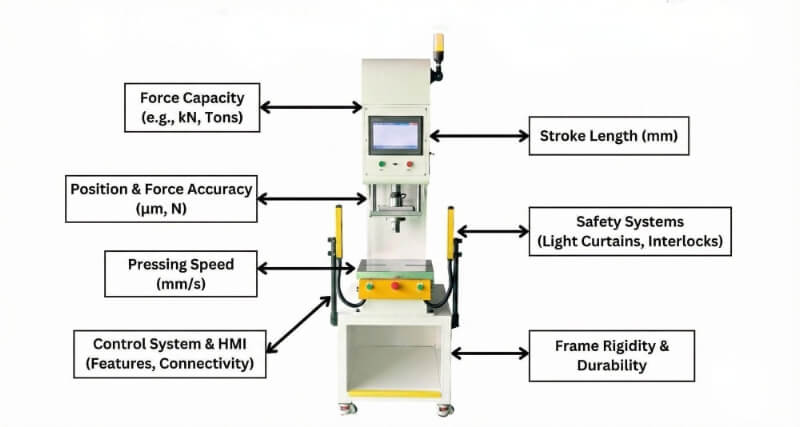
Cet article présente les principales spécifications techniques à prendre en compte avant d'acheter une servopresse. Chaque spécification est directement liée à la qualité des pièces, aux coûts d'exploitation et au retour sur investissement. L'objectif est d'aider les ingénieurs et les acheteurs à prendre des décisions claires, fondées sur des données.
Comprendre les besoins de votre application
Avant d'examiner des tableaux de tonnage ou des données de catalogue, définissez vos besoins réels de production. Assemblage de précision, formage peu profond et dessin en profondeur ont tous besoin d'un mélange différent de force, de course et de contrôle du mouvement.
Type de matériau et épaisseur
La première étape consiste à identifier le matériau et ses propriétés de base. La résistance et l'épaisseur du matériau ont une incidence directe sur les réglages de la force et du mouvement de formage.
Les matériaux durs, tels que l'acier inoxydable ou le titane, nécessitent une force plus importante. Ils nécessitent également un mouvement plus lent vers le bas, en particulier au centre, afin de réduire les fissures et les dommages de surface. Les matériaux plus souples, comme l'aluminium ou le cuivre, permettent des cycles plus rapides. Cependant, ils nécessitent toujours un contrôle précis pour éviter les déformations ou les distorsions de forme.
Aperçu de l'ingénierie : La force de formage augmente presque linéairement avec l'épaisseur du matériau et la limite d'élasticité.
Par exemple, une pièce de 2 mm en acier doux peut nécessiter une force d'environ 35-40 kN. La forme exacte, fabriquée en acier inoxydable, peut nécessiter une charge de 60-70 kN.
C'est pourquoi les ingénieurs doivent toujours commencer par calculer la charge de formage requise. La capacité de la presse doit alors être supérieure d'au moins 20-30% à cette valeur. Cette marge de sécurité permet de maintenir une qualité stable des pièces lorsque les propriétés des matériaux changent d'un lot à l'autre.
Volume de production et temps de cycle
Votre volume de production n'a pas seulement une incidence sur la taille de la presse. Il définit également la durabilité et l'efficacité requises de la machine au cours de son fonctionnement quotidien.
Pour les petites pièces et les composants électroniques, les servopresses de 1 à 5 tonnes fonctionnent souvent à une vitesse de 30 à 60 coups par minute en mode course courte. Ces machines peuvent encore assurer une répétabilité de l'ordre du micromètre, même à des vitesses plus élevées.
La production en grande quantité soumet la presse à des contraintes pendant de longues périodes. Dans ce cas, la stabilité de la température et une faible usure mécanique sont essentielles. Pour les faibles volumes ou les travail de prototypageEn outre, l'objectif change. La flexibilité devient plus importante que la vitesse maximale.
Conseil de conception : Choisissez une presse capable de mémoriser plusieurs programmes de mouvement. La configuration numérique rapide réduit les temps d'arrêt et facilite la production de petites séries sans compromettre la précision.
Type de procédé et complexité du formage
Chaque processus de formage réagit différemment à la force appliquée. Estampillage, monnayage, et flexion dépendent d'un impact rapide. L'emboutissage profond et l'assemblage de précision nécessitent une pression lente et régulière avec un court temps d'arrêt vers le bas, centré avec précision. Cette temporisation permet de réduire dos d'âne et des dommages de surface.
Les servopresses gèrent très bien ces différences. Le coulisseau peut ralentir pendant le formage, faire une pause pour relâcher les contraintes internes, puis accélérer lors de la course de retour. Tout cela se produit au cours d'un seul cycle programmé.
Ce niveau de contrôle permet aux servopresses de s'adapter à des lignes de production complexes. Une seule station peut gérer le formage, l'insertion et l'assemblage sans qu'il soit nécessaire de changer de machine.
Exemple : Dans le cas du formage des languettes de batteries de véhicules électriques, les ingénieurs peuvent réduire la vitesse de glissement de 250 mm/s à 30 mm/s près du contact. Ce changement peut réduire la hauteur des bavures de plus de 40%. Il en résulte une surface plus propre et une meilleure qualité de collage.
Spécifications techniques du noyau
Après avoir défini les besoins de votre processus, passez en revue les principales spécifications techniques de la servopresse. Ces valeurs démontrent les capacités réelles de la machine en termes de capacité de formage, de précision de contrôle et d'espace de mise à niveau.
Tonnage nominal et courbe de force
Le tonnage nominal indique la force continue maximale que la presse peut fournir à une position spécifique de la course. Ce point est généralement situé à quelques millimètres au-dessus du fond, centré directement.
Dans les servopresses, la force utilisable reste élevée sur une plage de course beaucoup plus large. Ce comportement diffère de celui des presses mécaniques, où la force diminue rapidement dès que la manivelle s'éloigne de son angle maximal.
Avant de choisir une machine, les ingénieurs doivent calculer la charge de formage requise pour s'assurer que la machine est adaptée à la tâche. Une formule courante est
F = K × L × t × σ
Ici, K représente le facteur de processus. L est la longueur de coupe ou de formage. t est l'épaisseur du matériau. σ est la résistance du matériau.
Après avoir calculé la charge, la capacité de la presse doit être supérieure d'au moins 20-30%. Cette marge permet d'absorber les variations de l'outillage, des lots de matériaux et de la géométrie des pièces.
Aperçu de l'ingénierie : Une courbe force-déplacement stable permet un écoulement régulier de la matière. Elle réduit également l'usure de la matrice et améliore la cohérence du processus à long terme.

Longueur de la course et plage de réglage
La longueur de la course correspond à la distance parcourue par le chariot au cours d'un cycle. Cette distance de déplacement affecte la vitesse, la consommation d'énergie et la stabilité du processus.
La plupart des servopresses compactes offrent une plage de course réglable d'environ 50 à 200 mm. Les opérateurs peuvent régler cette course directement par l'intermédiaire du système de commande. Une course plus courte permet un formage peu profond. Elle augmente la vitesse et réduit la consommation d'énergie. Une course plus longue permet l'emboutissage profond et l'utilisation d'outils en plusieurs étapes.
Les servopresses permettent un réglage numérique de la course. Aucune modification mécanique n'est nécessaire. Cette caractéristique permet d'accélérer les réglages et d'adapter la course à chaque type de pièce. Une meilleure adaptation améliore le rendement et prolonge la durée de vie de l'outil.
Conseil de conception : Une course bien réglée réduit les mouvements inutiles. Dans de nombreux cas, elle peut réduire les déplacements improductifs de 25-30%, ce qui augmente directement le rendement global.
Profil de vitesse et de mouvement des diapositives
La servocommande permet aux ingénieurs de concevoir des courbes de mouvement au lieu de se fier à des vitesses de manivelle fixes. Le chariot peut se déplacer rapidement pendant l'approche, ralentir au contact, se maintenir brièvement pour contrôler le retour élastique, puis revenir à grande vitesse.
Une séquence de mouvement typique peut se présenter comme suit :
Approche rapide à 300 mm/s → Mise en forme à 30 mm/s → Temps d'attente de 0,3 s → Retour à 250 mm/s.
Ce type de mouvement réduit les vibrations et limite l'impact sur la matrice. Il améliore également la constance de la taille des pièces d'un cycle à l'autre.
Aperçu de l'ingénierie : Une décélération en douceur et une courte durée de séjour près du point mort bas peuvent prolonger la durée de vie de l'outil de 20-40%. Cet avantage est évident dans les processus de formage et d'assemblage de précision.

Hauteur de travail et taille de la table
La hauteur de travail est la distance entre le chariot et la mitre au point mort inférieur. Cette dimension affecte l'ajustement de l'outil et l'accès de l'opérateur pendant le réglage et la production.
Les petites servopresses de 1 à 5 tonnes offrent généralement des hauteurs de travail réglables d'environ 150 à 300 mm. Les dimensions de la table sont souvent de l'ordre de 300 × 200 mm. Ces dimensions conviennent à de nombreuses petites pièces et à des assemblages de précision.
Vous devez toujours vous assurer que votre matrice la plus grande tient dans la zone de la table. Il doit également y avoir suffisamment d'espace pour le chargement du matériau, le retrait des pièces et la mise en place des capteurs.
Pour les travaux de précision, les presses dotées d'un bâti à rainure en T ou de supports d'outils modulaires sont plus faciles à aligner. Elles réduisent également le temps de changement.
Conseil de conception : Sélectionnez une table 15-20% plus grande que votre outillage actuel, ce qui vous permettra de procéder à de futures mises à niveau en matière d'automatisation ou de fixation.
Précision et capacités de contrôle
Une fois que les paramètres mécaniques de la presse sont adaptés à votre application, la question critique suivante est la suivante : avec quelle précision peut-elle déplacer et contrôler la force ?
Précision de la position et de la force
Les servopresses modernes utilisent la rétroaction en boucle fermée pour suivre la position et la force avec précision en temps réel. Des codeurs à haute résolution mesurent la position du chariot avec une précision d'environ ±0,01 mm. Les capteurs de charge intégrés surveillent les variations de force avec une précision d'environ ±1%.
Cette précision permet d'assurer la cohérence de chaque course. Elle est particulièrement précieuse pour les micro-pièces et les assemblages qui dépendent d'ajustements serrés.
Contrairement aux presses à manivelle, les servopresses peuvent ajuster le mouvement pendant la course. Lorsque le système détecte une dérive de la position ou une plus grande résistance du matériau, il corrige automatiquement le mouvement. Ce contrôle réduit l'usure de l'outil et maintient la stabilité de la qualité des pièces sur des séries de production prolongées.
Aperçu de l'ingénierie : Dans les tâches de précision telles que le pressage de contacts électriques, une dérive de la course de seulement 0,02 mm peut modifier la force d'insertion de 5-8%. L'asservissement permet d'éviter ce problème en effectuant des ajustements constants au cours de chaque cycle.
Programmation du mouvement et interface logicielle
La programmabilité est le principal avantage des servopresses. Les opérateurs peuvent créer des profils de mouvement personnalisés par le biais d'une IHM à écran tactile ou d'une interface PC. Ils peuvent régler la vitesse, la position, le temps d'arrêt et la force à chaque étape de la course.
Cette approche numérique remplace les cames et les cales mécaniques. Les ingénieurs peuvent enregistrer plusieurs programmes de mouvement pour différentes pièces et différents matériaux, ce qui permet un fonctionnement efficace. Cette capacité réduit le temps de configuration et garantit des résultats cohérents pour tous les opérateurs et toutes les équipes, ce qui assure un flux de travail continu.
De nombreux systèmes modernes affichent la course sous la forme d'une courbe de mouvement en direct. Les utilisateurs peuvent ajuster des points clés directement à l'écran, ce qui rend le réglage fin plus rapide et plus intuitif.
Les types de mouvements les plus courants sont les suivants :
- Vitesse constante (idéal pour le formage général)
- Pression constante (pour l'assemblage et la compression)
- Contrôle hybride (combinant les objectifs de vitesse et de force)
Conseil de conception : Choisissez une presse qui permet de stocker et d'exporter des paramètres. Cela favorise la traçabilité et facilite la gestion de la documentation PPAP ou ISO 9001.

Contrôle des données et connectivité
Les servopresses modernes font partie d'un système de production connecté. Elles ne sont plus des machines autonomes dans l'atelier.
La plupart des modèles actuels suivent en temps réel la force, la position de la course, la vitesse et le nombre de cycles. Le système affiche ces données sur l'IHM ou les envoie au logiciel de l'usine. Les ingénieurs peuvent examiner les tendances et repérer les dérives du processus avant que des défauts n'apparaissent.
Les presses avancées prennent en charge les protocoles industriels standard, tels que EtherNet/IP, PROFINET et OPC UA. Ces connexions permettent une intégration transparente avec les plateformes MES, SCADA ou ERP. Il en résulte une meilleure planification de la maintenance, un suivi de l'OEE et un dépannage à distance.
Aperçu de l'ingénierie : Lorsque les ingénieurs analysent les données de force-déplacement au fil du temps, ils peuvent détecter l'usure de l'outil ou la fatigue du matériau plusieurs semaines avant que les pièces n'échouent à l'inspection. Cette approche permet de réduire les temps d'arrêt imprévus et de stabiliser la production.

Efficacité énergétique et facteurs de maintenance
La qualité des produits dépend de la précision. La rentabilité à long terme dépend de la consommation d'énergie et des coûts de maintenance. Les servopresses excellent dans ces deux domaines en utilisant efficacement la puissance et en minimisant l'usure mécanique.
Consommation d'énergie et récupération
Les servopresses fonctionnent avec des servomoteurs électriques. Ces moteurs ne consomment de l'énergie que lorsque le chariot se déplace ou applique une force. Lorsque le chariot ralentit ou revient, le freinage par récupération capte l'énergie cinétique et la renvoie au système d'entraînement.
Cette conception permet de réduire la consommation d'énergie d'environ 30 à 50% par rapport aux presses mécaniques. Les économies peuvent atteindre 70% par rapport aux systèmes hydrauliques. Par exemple, une servopresse de 5 tonnes fonctionnant 8 heures par jour peut économiser environ 8 000 à 10 000 kWh par an, en fonction de la configuration du cycle.
Conseil de conception : Recherchez des machines qui affichent la consommation d'énergie sur l'interface homme-machine ou qui suivent la puissance par cycle. Ces données aident les ingénieurs à affiner les profils de mouvement et à détecter les pertes d'énergie pendant les périodes d'inactivité.

Fonctionnement silencieux et propre
Les servopresses fonctionnent silencieusement parce qu'elles utilisent des entraînements électriques plutôt que de l'huile hydraulique et de lourdes liaisons mécaniques. Les niveaux de bruit typiques sont inférieurs à 75 dB. Les presses hydrauliques dépassent souvent les 90 dB dans des conditions similaires.
Ce faible niveau de bruit rend les servopresses adaptées aux environnements propres et contrôlés. L'assemblage de dispositifs médicaux et la production électronique en bénéficient le plus. Le fonctionnement sans huile élimine également le risque de fuites et de contamination.
De faibles vibrations protègent l'outillage et améliorent le confort de l'opérateur pendant les longues périodes de travail. Au fil du temps, une installation propre et silencieuse améliore les conditions de travail et réduit les coûts liés au respect de l'environnement.
Aperçu de l'ingénierie : La réduction des vibrations et la stabilité de la pression permettent de prolonger la durée de vie des outils de 20-40%. Cette amélioration peut réduire les coûts d'outillage sur des milliers de cycles de production.
Accès à la maintenance et durabilité des composants
Les servopresses sont conçues pour une longue durée de vie. Elles n'utilisent ni courroies, ni embrayages, ni pompes hydrauliques. Cette conception réduit considérablement l'entretien courant.
Les composants clés, tels que les vis à billes et les guides linéaires, ont souvent une durée de vie supérieure à 50 millions de cycles avant de nécessiter une intervention. De nombreuses machines sont également équipées de systèmes d'autolubrification et d'alertes de diagnostic intégrées.
Une surveillance intelligente permet de suivre le nombre de cycles, la température et les vibrations. Le système peut prédire quand une intervention est nécessaire. Cette approche remplace les arrêts imprévus par des fenêtres de maintenance planifiées.
Conseil de conception : Choisissez des presses dotées de moteurs et d'unités d'entraînement modulaires pour une plus grande souplesse et une plus grande facilité d'utilisation. Les conceptions modulaires facilitent le remplacement et préservent la compatibilité en cas de mise à niveau du système de commande.
Sécurité et intégration
Une presse bien conçue ne doit pas seulement former avec précision, elle doit aussi protéger les opérateurs, se connecter à l'automatisation et s'adapter aux futures mises à niveau.
Des dispositifs de sécurité
La sécurité des servopresses repose sur trois domaines principaux : la protection, la prévention et la conformité. Chaque domaine collabore pour assurer la sécurité des opérateurs et maintenir une production stable.
Des protections fixes, des commandes bi-manuelles et des boutons d'arrêt d'urgence assurent la protection physique. La prévention repose sur des capteurs intelligents et la détection des surcharges. Lorsque le système détecte une force ou une position anormale, il arrête immédiatement le mouvement.
La plupart des servopresses modernes sont conformes aux normes CE, OSHA ou ISO 13849-1. Cette conformité permet une utilisation sûre dans les lignes automatisées et semi-automatisées. De nombreux systèmes intègrent également des barrières immatérielles, des scanners de zone et des dispositifs de verrouillage des portes pour protéger les opérateurs lors de l'installation et de la maintenance.
Aperçu de l'ingénierie : Les servopresses dotées de commandes de sécurité certifiées peuvent réduire le temps de préparation de 15 à 20%. Les opérateurs peuvent travailler dans des zones de sécurité définies sans avoir à arrêter complètement la machine.

Compatibilité de l'automatisation
Les servopresses s'intègrent facilement aux robots, aux convoyeurs, aux alimentateurs et aux systèmes de vision. Leur mouvement et leur synchronisation peuvent être reliés numériquement par des protocoles tels que EtherCAT, PROFINET ou Modbus TCP.
Dans une configuration typique, un robot charge une pièce, donne l'ordre à la presse de fonctionner, puis retire la pièce finie. Toutes les actions restent synchronisées en quelques millisecondes. Cette coordination réduit les manipulations manuelles et améliore la stabilité du processus.
Grâce à une automatisation fiable, les servopresses permettent un fonctionnement continu, sans vis. Cette capacité permet aux fabricants de travailler 24 heures sur 24, 7 jours sur 7, tout en maintenant une qualité et une répétabilité constantes.
Lorsque vous évaluez l'état de préparation à l'automatisation, vérifiez que votre presse est compatible :
- Multiples ports d'E/S programmables
- Communication en temps réel avec les PLC
- Déclencheurs externes de démarrage/arrêt ou de position
- Intégration de capteurs de qualité ou de caméras
Conseil de conception : Si vous envisagez d'automatiser à l'avenir, choisissez une presse dotée d'une architecture de communication ouverte. Cela garantit la compatibilité avec les futures mises à niveau de la robotique ou de la numérisation de l'usine.

Évaluation du coût total de possession (TCO)
Le prix est le critère de comparaison le plus simple, mais il est rarement révélateur. Deux presses dont les prix initiaux sont similaires peuvent avoir des coûts de fonctionnement très différents en raison des différences de consommation d'énergie, d'entretien et de temps de fonctionnement.
Coûts énergétiques et opérationnels
Les servopresses ne consomment de l'énergie que lorsque la glissière se déplace ou applique une force. Associée au freinage par récupération, cette approche permet de réduire les coûts énergétiques annuels d'environ 30-50%.
Dans une petite entreprise fonctionnant 8 heures par jour, les économies d'énergie peuvent atteindre 8 000 à 10 000 kWh par an. Cette quantité est proche de la consommation électrique de deux ateliers moyens.
Les faibles vibrations et le fonctionnement sans huile réduisent également les coûts supplémentaires. Les installations dépensent moins pour l'insonorisation et évitent de manipuler de l'huile usagée.
Conseil de conception : Surveillez la consommation d'énergie par cycle et le coût par pièce fabriquée. Ces deux indicateurs montrent l'efficacité opérationnelle réelle d'une ligne de formage.

Récupération de la productivité et de la qualité
La haute précision se traduit directement par un réel retour sur investissement. Lorsque la force de formage reste constante, les rebuts et les reprises diminuent. Les mouvements programmables réduisent également les contraintes exercées sur les outils, ce qui prolonge leur durée de vie.
Dans de nombreuses applications, une répétabilité de ±0,01 mm peut réduire les taux de défauts de 40-60%. L'amélioration exacte dépend de la conception de la pièce et de la stabilité du processus.
Le contrôle du mouvement servo réduit l'impact pendant le formage. Cette réduction peut prolonger la durée de vie de 20-40% et réduire les coûts de remplacement de l'outil. Au fil du temps, ces économies s'accumulent. Sur les lignes à fort volume, le retour sur investissement se fait souvent en 12 à 18 mois.
Conseil de conception : Lorsque vous comparez les fournisseurs, demandez une ventilation détaillée des coûts. Le modèle doit inclure la consommation d'énergie, les coûts d'entretien et la réduction des déchets, et pas seulement le prix de la machine.
Conclusion
L'achat d'une servopresse est à la fois un choix technique et une décision commerciale à long terme. La bonne machine ne se contente pas de répondre aux besoins actuels en termes de tonnage ou de vitesse. Elle prend en charge les plans de production futurs, les objectifs d'automatisation et la maîtrise des coûts.
Une bonne décision commence par une compréhension claire de votre application et du processus impliqué. À partir de là, examinez chaque spécification étape par étape. Concentrez-vous sur le tonnage, la longueur de course, la commande de mouvement, la précision, la consommation d'énergie et la sécurité. Cette méthode permet de s'assurer que la presse est adaptée à votre activité aujourd'hui et qu'elle continuera à vous apporter de la valeur au fil du temps.
Vous avez besoin d'aide pour sélectionner la servopresse idéale pour votre application spécifique ? Notre équipe d'ingénieurs peut étudier vos besoins en matière de formage, suggérer la configuration optimale de la machine et évaluer minutieusement la faisabilité de votre processus. Contactez-nous pour discuter de votre projet ou demander une consultation technique gratuite.
Hey, je suis Kevin Lee

Au cours des dix dernières années, j'ai été immergé dans diverses formes de fabrication de tôles, partageant ici des idées intéressantes tirées de mes expériences dans divers ateliers.
Prendre contact
Kevin Lee
J'ai plus de dix ans d'expérience professionnelle dans la fabrication de tôles, avec une spécialisation dans la découpe au laser, le pliage, le soudage et les techniques de traitement de surface. En tant que directeur technique chez Shengen, je m'engage à résoudre des problèmes de fabrication complexes et à favoriser l'innovation et la qualité dans chaque projet.
Ressources connexes

Acier inoxydable résistant aux empreintes digitales : comment fonctionne-t-il et comment le choisir ?

OEM ou fabrication en sous-traitance : Comment choisir le bon modèle pour votre projet

Coûts d'installation et coûts unitaires dans la fabrication de tôles
