Une pièce soudée n'est jamais "terminée" au moment où l'arc s'arrête. Les composants soudés peuvent avoir un aspect complètement différent selon la façon dont leur surface est traitée après l'assemblage. Certaines pièces présentent des bourrelets de soudure et des ondulations visibles, tandis que d'autres se présentent comme une pièce de métal lisse et continue, sans aucune trace de la soudure.
La finition n'est pas seulement un travail visuel. Une surface qui présente des piqûres, des crevasses ou des cordons de soudure très rugueux peut retenir l'humidité, se décolorer pendant le revêtement et devenir le point de départ de la corrosion. Pour les produits utilisés dans des environnements médicaux, alimentaires ou extérieurs, l'état de surface a un impact sur l'hygiène, le coût de la durée de vie et même la conformité aux réglementations.

Dans de nombreuses industries, la finition de la soudure a une incidence directe :
| Facteur de performance | Influence de la finition de la soudure |
|---|---|
| Résistance à la corrosion | Les surfaces rugueuses retiennent les contaminants → la rouille se développe plus rapidement |
| Adhésion du revêtement | Les pics et les vallées créent un manque d'uniformité dans l'épaisseur et un risque de décollement. |
| Esthétique | Les perles visibles réduisent la valeur perçue du produit final. |
| Assainissement | Les pores et les ondulations retiennent les bactéries, difficiles à stériliser |
| Coût du cycle de vie | Mauvaise finition = repeindre, polir ou remplacer plus tôt |
Qu'est-ce qu'une finition de soudage ?
La finition d'une soudure fait référence à l'état post-traitement d'un joint soudé, qu'il reste intact, qu'il soit légèrement mélangé ou poli pour créer une surface lisse et ininterrompue. La soudure de base peut être réalisée à l'aide d'un procédé TIG, MIG, au laser ou à l'arc pulsé, mais la finition commence une fois que le joint est structurellement complet.
Les différentes méthodes de soudage créent des textures de départ différentes :
| Méthode de soudage | Profil de soudure typique | Difficulté après l'arrivée | Notes |
|---|---|---|---|
| TIG | Perle lisse et étroite | Faible | Idéal pour les finitions cosmétiques ou sanitaires |
| MIG | Perle plus haute, quelques éclaboussures | Moyen | Doit être mélangé avant d'être enduit |
| Laser | Très fine, faible distorsion | Très faible | La meilleure option lorsque la visibilité est réduite |
| Bâton/Arc | Scories lourdes, bourrelet rugueux | Haut | Rarement utilisé lorsque la qualité visuelle est importante |
Dans la fabrication de cosmétiques en acier inoxydable, la rugosité finale de la surface vise souvent Ra ≤ 0,8-1,2 µm. Dans les charpentes métalliques où la finition n'est pas visible ou n'est pas revêtue, Ra 3,0-6,0 µm est acceptable. Cette différence se traduit directement en termes de main-d'œuvre, de coût, de temps et de difficulté de polissage.
Comment choisir un niveau de finition de la bonne façon?
Une finition ne doit jamais être choisie uniquement par habitude ou par prix. La bonne décision découle de trois questions fondamentales :
1. Où se trouvera la soudure - cachée ou visible ?
Si personne ne voit la soudure et que la pièce se trouve à l'intérieur d'une armoire, d'un châssis de machine ou sous un couvercle, une finition structurelle est suffisante. L'élimination ou le polissage des cordons de soudure dans ce cas gaspille de l'argent sans améliorer les performances. Dans le cas d'une fabrication en grande série, le choix d'une finition de base au lieu d'une finition cosmétique peut réduire le temps de post-traitement de 40-70%.
Si la soudure est visible, la norme augmente. Pour les boîtiers extérieurs, les façades en acier inoxydable, la métallerie architecturale ou les produits destinés aux consommateurs, la qualité de la finition fait partie intégrante de l'expérience globale du produit. La douceur, l'uniformité du grain et la continuité des transitions influencent la valeur perçue bien plus que les acheteurs ne le pensent.
| Localisation | Priorité d'achèvement |
|---|---|
| Interne/caché | Solidité > apparence |
| Visible mais enrobé | Suffisamment lisse pour obtenir un film uniforme |
| Visible, sans revêtement | Sans soudure / faible rugosité de préférence |
2. Quel est le matériau et l'épaisseur utilisés ?
Le matériau détermine la distance à laquelle vous pouvez finir sans risquer une déformation.
- L'aluminium conduit rapidement la chaleur → surchauffe facile pendant le broyage
- L'acier inoxydable présente une décoloration → nécessite un polissage contrôlé
- L'acier au carbone accepte le meulage mais peut nécessiter un traitement de surface pour éviter la rouille.
Les tôles minces (<2,0 mm) ne peuvent tolérer un meulage important sans se déformer.
L'acier de construction épais (plus de 4,0 mm) peut être lissé agressivement avec un risque minimal.
Une bonne règle de décision :
| Matériel | Stratégie d'arrivée recommandée |
|---|---|
| Aluminium | Soudure à basse température + mélange contrôlé (parties visibles) |
| Acier inoxydable | Finition en fonction des exigences de l'AR et des besoins en matière d'hygiène |
| Acier Carbone | La finition dépend du plan de revêtement plutôt que de la seule visibilité |
La pièce sera-t-elle revêtue, anodisée ou laissée apparente ?
Une soudure grossière peut être acceptable à l'état brut, mais désastreuse une fois revêtue. L'anodisation amplifie particulièrement les défauts, transformant une petite ondulation en un halo visible. La finition que vous choisissez aujourd'hui détermine si le revêtement de surface réussira plus tard.
Explication des niveaux de finition des soudures
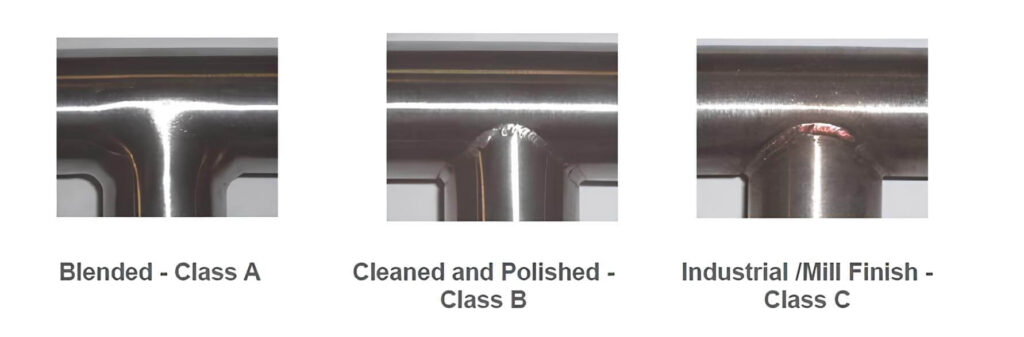
Une fois que l'objectif et le matériau de la pièce sont définis, l'étape suivante consiste à choisir le bon niveau de finition de la soudure. La plupart des projets de fabrication métallique entrent dans l'une des trois catégories principales - classe A, classe B et classe C - chacune offrant un équilibre différent entre le coût, l'apparence et la performance.
Classe C - Finition structurelle (pas de travaux cosmétiques)
Les soudures de classe C sont laissées dans leur état naturel. Le cordon reste visible, les petites projections et les teintes de chaleur sont acceptables tant que la résistance de la structure est maintenue. Aucun meulage ou polissage n'est effectué, sauf si les bords de sécurité nécessitent un léger nettoyage.
Cette finition est idéale pour les châssis de machines intérieures, les supports de renforcement, les joints porteurs et les composants qui ne seront pas visibles par l'utilisateur final. L'élimination ou le polissage de la soudure n'apporte aucun avantage en termes de performances et ne fait qu'augmenter les coûts de main-d'œuvre.
Caractéristiques typiques
- Cordon de soudure entièrement exposé
- Rugosité de surface environ Ra 3.0-6.0 μm
- Pas de mélange ni de lissage
Niveau de coût
- Base = 1,0× (coût le plus bas, délai le plus court)
Meilleur pour
- Soudures cachées à l'intérieur des assemblages
- Parties critiques pour la résistance où l'apparence n'a pas d'importance
- Composants qui seront peints par poudrage et visuellement dissimulés
En cas de choix incorrect
- La texture peut être télégraphiée à travers le revêtement
- L'aspect peut paraître inachevé sur les surfaces extérieures.
Utiliser la classe C lorsque l'objectif est la performance et que le polissage ne donne pas de résultats mesurables.
Classe B - Finition semi-cosmétique (coût équilibré + qualité visuelle)
La classe B est une finition de soudure mélangée qui adoucit les crêtes et lisse la hauteur du bourrelet visible sans supprimer entièrement la trace du joint. La surface reste légèrement texturée, mais suffisamment lisse pour être recouverte uniformément. Il s'agit de la finition la plus courante pour les pièces industrielles visibles où une présentation propre est essentielle, mais où un polissage miroir complet n'est pas nécessaire.
Caractéristiques typiques
- Perle de soudure légèrement mélangée et adoucie
- Rugosité de surface environ Ra 1,6-2,4 μm
- La soudure est encore visible lors d'un examen approfondi
Niveau de coût
- ~1,2×-1,5× le coût de la classe C
Meilleur pour
- Boîtiers thermolaqués ou peints
- Faces visibles de la machine ou de l'armoire
- Projets nécessitant une finition professionnelle mais non luxueuse
Avantages
- Améliore l'adhérence du revêtement et l'uniformité du film
- Réduit le risque de lignes de halo et de peau d'orange après le durcissement
Si une pièce est visible et doit être revêtue, la classe B est souvent le choix le plus rentable.
Classe A - Finition cosmétique complète (surface sans joint de première qualité)
La finition des soudures de classe A supprime entièrement le profil du bourrelet et fusionne le joint avec le matériau environnant. Le résultat est une surface lisse et continue avec une transition visuelle minimale. Les présentoirs en acier inoxydable et en aluminium utilisent fréquemment cette finition lorsque l'apparence est une caractéristique déterminante du produit.
Plusieurs étapes d'abrasion sont nécessaires - enlèvement grossier, mélange, finition fine et parfois polissage miroir. La chaleur doit être soigneusement contrôlée, en particulier sur les tôles fines, afin d'éviter les déformations.
Caractéristiques typiques
- Pas de forme de talon ou de ligne de transition visible
- La soudure se fond dans la surface à une distance d'observation standard
- Rugosité typiquement ≤ Ra 0,8-1,2 μm
Niveau de coût
- ~2×-4× le coût de la classe C, en fonction de la longueur de la couture + de la dureté du matériau
Meilleur pour
- Produits en acier inoxydable visibles par le client
- Structures d'exposition, métaux pour la vente au détail, panneaux architecturaux
- Des pièces qui sont touchées, jugées, vendues et évaluées de près
S'il n'est pas terminé
- L'ombre de la soudure diminue la qualité perçue
- Risque de décoloration en l'absence de repassivation
- Le coût des retouches augmente considérablement après le revêtement
Comment la finition de la soudure affecte chaque traitement de surface?
La finition d'une soudure détermine si les revêtements adhèrent proprement ou s'ils révèlent des imperfections sous la surface. Une bonne finition permet d'éviter les défaillances, tandis qu'une mauvaise finition amplifie tous les défauts qui en découlent.
Revêtement par poudre
Revêtement en poudre L'épaisseur moyenne est de 60 à 120 μm.
Si la soudure est irrégulière, la poudre s'épaissit sur les crêtes et s'amincit dans les creux, ce qui entraîne des variations de texture et de brillance. La classe B est la référence la plus fiable : elle est suffisamment lisse pour que les soudures soient régulières, mais elle n'est pas trop traitée.
- Fonctionne mieux avec la classe B
- Éviter la classe C brute si la perle doit disparaître
- La classe A n'est requise que pour les finitions en poudre de qualité supérieure et ultra-lisse.
Peinture humide / revêtement liquide
La peinture est plus fine que la poudre (25-60 μm), le profil de la surface est donc plus visible. Une soudure légèrement estompée suffit généralement, sauf si la pièce est décorative.
- Convient à la classe C ou B, en fonction de la visibilité
- Non recommandé pour les faces avant esthétiques, à moins qu'elles ne soient lissées.
Anodisation (aluminium)
Anodisation amplifie les imperfections - rayures, ondulations, marques de tension et lignes de transition TIG/MIG. Les surfaces anodisées nécessitent souvent la classe A, en particulier pour une finition claire ou naturelle.
- Meilleur avec la classe A
- La classe B peut convenir pour les couleurs teintées où le contraste est plus faible.
- La classe C doit être évitée - le halo de soudure devient évident
Placage (Nickel/Chrome/Zinc)
Placage suit de près la micro-topographie. Toute ondulation de la soudure reste visible sous la couche métallique. Une soudure mixte est nécessaire pour assurer la cohérence de la réflectivité.
- Meilleur avec la classe B → A en fonction de l'objectif de réflectivité
- Éviter la classe C pour les métaux décoratifs ou réfléchissants
Passivation de l'acier inoxydable
Passivation améliore la résistance à la corrosion en éliminant le fer libre de la surface, mais ne peut pas masquer la texture. Une finition de soudure raffinée expose moins de porosité et améliore la couverture chimique.
- Meilleure compatibilité avec la classe B-A
- Les applications sanitaires requièrent une finition affleurante et un contrôle de l'AR.
Coût et apparence : Éviter les deux erreurs les plus courantes
Il n'y a que deux façons de se tromper dans la finition des soudures :
Erreur 1 - Finition excessive des éléments cachés
Le meulage des soudures sur les cadres internes n'apporte aucune valeur ajoutée. Il augmente les coûts et les délais d'exécution et peut affaiblir inutilement le joint.
Erreur 2 - Sous-finition des pièces visibles ou revêtues
Une soudure de classe C visible devient encore plus visible lorsqu'elle est peinte ou anodisée - en particulier dans le cas de l'aluminium - ce qui conduit à.. :
- Refus du client
- Meulage de reprise + revêtement
- Dommages liés à la garantie ou à la perception de la qualité
Une soudure $20 aujourd'hui peut devenir un problème $200 après retouche, revêtement et perte de main d'œuvre.
Considérations sur les performances à long terme
La qualité de la finition influe sur la durabilité, et pas seulement sur l'apparence.
| Facteur | Sans finition appropriée (classe C appliquée de manière incorrecte) | Avec finition correcte (classe B/A) |
|---|---|---|
| Résistance à la corrosion | Les contaminants s'installent dans les pores → la rouille s'installe plus rapidement | Moins de sites de piégeage = meilleure longévité |
| Nettoyabilité | Les coutures rugueuses retiennent les résidus | Les soudures lisses se nettoient facilement |
| Résistance aux vibrations | Les contraintes se concentrent aux sommets des bourrelets | Les transitions polies réduisent le risque de fissuration |
| Hygiène | Les bactéries s'ancrent dans les crevasses | La finition sanitaire empêche la formation de foyers |
Dans les environnements de fabrication de produits alimentaires, pharmaceutiques, médicaux et de laboratoire, la finition des soudures est une exigence fonctionnelle, et non une simple préférence esthétique.
Conclusion
Le choix de la bonne finition de soudage n'est pas une question de perfection, c'est une question d'objectif. La bonne finition est celle qui correspond à la visibilité, à la méthode de revêtement, à l'environnement et à la durée de vie. Lorsque ces éléments sont pris en compte dès le début du projet, il en résulte des pièces plus solides, plus propres et plus fiables, livrées sans coûts superflus.
Prêt à sélectionner la finition parfaite pour votre prochain projet ? Nous aidons les ingénieurs et les fabricants à choisir la finition qui répond le mieux à leurs besoins, en tenant compte de la fonction, du coût et de la performance du revêtement - des soudures structurelles de classe C aux surfaces inoxydables sans soudure de classe A. Télécharger des fichiers ou contacter notre équipe d'ingénieurs pour recevoir un devis rapide et précis.
Hey, je suis Kevin Lee

Au cours des dix dernières années, j'ai été immergé dans diverses formes de fabrication de tôles, partageant ici des idées intéressantes tirées de mes expériences dans divers ateliers.
Prendre contact
Kevin Lee
J'ai plus de dix ans d'expérience professionnelle dans la fabrication de tôles, avec une spécialisation dans la découpe au laser, le pliage, le soudage et les techniques de traitement de surface. En tant que directeur technique chez Shengen, je m'engage à résoudre des problèmes de fabrication complexes et à favoriser l'innovation et la qualité dans chaque projet.
Ressources connexes

Acier inoxydable résistant aux empreintes digitales : comment fonctionne-t-il et comment le choisir ?

OEM ou fabrication en sous-traitance : Comment choisir le bon modèle pour votre projet

Coûts d'installation et coûts unitaires dans la fabrication de tôles
