Lignes directrices pour la conception de la fabrication de tôles
La fabrication d'une pièce de tôlerie fonctionnelle nécessite une planification minutieuse. Une pièce bien conçue est solide, a un aspect professionnel et peut être fabriquée sans problème. Ce guide propose des règles simples pour vous aider à concevoir des pièces de tôlerie qui fonctionnent en production réelle.
Principes de conception pour la fabrication (DFM)
Une bonne conception facilite la production et la rend moins coûteuse. Il faut toujours penser à la façon dont la pièce sera fabriquée. Cette approche est appelée conception pour la fabrication ou DFM (Design for Manufacturing).
Importance des tolérances dans la fabrication
Les tolérances fixent la variation autorisée des dimensions d'une pièce. Les tolérances serrées ne sont utilisées que lorsqu'elles sont indispensables. Les tolérances serrées inutiles augmentent les coûts. Pour la plupart des caractéristiques, il convient de s'en tenir aux tolérances standard. Le fabricant dispose ainsi d'une certaine marge de manœuvre sans que la qualité n'en pâtisse.
Simplifier les dessins
Les pièces simples sont moins chères à produire. Réduisez les courbes et les caractéristiques uniques dans la mesure du possible. Combinons plusieurs pièces en une seule. Cela permet de réduire le temps d'assemblage et les besoins en fixations. Les conceptions plus simples sont également plus fiables et plus faciles à fabriquer.
Normaliser les pièces et les caractéristiques
Utilisez des tailles de trous, des rayons de courbure et des tailles de tôles standard. La normalisation permet de réduire les temps de préparation et les changements d'outillage. Elle facilite également l'approvisionnement en matériaux. Privilégiez les matériaux courants et les finitions faciles à obtenir.
Caractéristiques communes des pièces de tôlerie
Les pièces de tôlerie comportent souvent des caractéristiques qui améliorent la résistance, la fonction ou l'assemblage. Chaque caractéristique a sa raison d'être et doit être conçue avec soin pour éviter les problèmes lors de la fabrication.
Congés de coin
Les angles vifs affaiblissent les pièces et rendent le pliage plus difficile. Les filets répartissent les contraintes et réduisent le risque de fissures. Ils améliorent également l'ajustement lors de l'assemblage et donnent un aspect plus net. Utilisez des rayons cohérents qui correspondent à l'outillage standard pour faciliter la production.
Côtes
Les nervures ajoutent de la rigidité sans poids supplémentaire. Elles empêchent le gauchissement des grandes surfaces planes et réduisent les vibrations. La profondeur et l'espacement des nervures doivent être uniformes pour améliorer les performances et faciliter la fabrication.
Gaufrages
Les gaufrages créent des zones en relief ou en creux sur la tôle. Ils peuvent renforcer les pièces, servir d'espacement ou offrir un espace libre pour les fixations. Contrôlez la hauteur et la largeur pour éviter les déchirures lors du formage.
Fossettes
Les alvéoles renforcent les sections plates et peuvent améliorer la circulation de l'air dans certains modèles. Elles permettent également d'aligner les vis ou les rivets. Il convient de les dimensionner avec soin pour éviter de trop amincir le matériau. Un espacement correct garantit une résistance constante sur l'ensemble de la pièce.
Boutons ronds
Les débouchures rondes créent des ouvertures pour les fils, les câbles ou les fixations. Elles peuvent être retirées sans endommager la pièce. Pour éviter les fissures, placer les débouchures loin des courbes ou des arêtes. Les dimensions standard conviennent le mieux aux pièces de quincaillerie courantes.
Persiennes
Les persiennes assurent la ventilation tout en préservant la solidité et la rigidité des pièces. Elles guident le flux d'air et peuvent réduire le poids. Choisissez l'angle et l'espacement adéquats pour équilibrer la circulation de l'air et la résistance. Placez-les dans des zones planes afin de former proprement les pièces et de réduire les défauts.
Principes de base du cintrage
Le pliage permet de transformer des tôles plates en pièces fonctionnelles tout en conservant leur résistance et leur précision. La compréhension des termes et valeurs clés facilite la production des dessins.
Ligne de pliage
La ligne de pliage est l'endroit où la feuille se plie. Même un petit décalage peut affecter la position des trous ou l'ajustement de l'assemblage. La tolérance typique est de ±0,25 mm, ce qui permet de maintenir la précision des plis pour la plupart des pièces.
Angle
L'angle de pliage définit la forme finale, comme un pli à 90° pour les supports ou les cadres. Les matériaux tels que l'acier doux se détendent souvent de 2 à 4° après le pliage. Pour obtenir un véritable angle de 90°, les opérateurs peuvent régler l'outil à environ 88°, ce qui permet à la pièce de se détendre dans l'angle correct.
Rayon
Le rayon de courbure intérieur contrôle la résistance de la pièce. Une bonne règle consiste à faire correspondre le rayon à l'épaisseur du matériau. Par exemple, une tôle d'acier inoxydable de 2 mm fonctionne mieux avec un rayon intérieur de 2 mm. Cela permet d'éviter les fissures et d'assurer la fluidité des plis. Les métaux plus souples, comme l'aluminium, peuvent supporter des courbes plus serrées, mais l'adaptation de l'épaisseur au rayon améliore la cohérence.
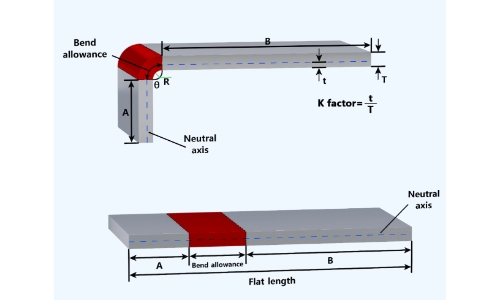
Axe neutre
Lors de la flexion, la surface extérieure s'étire et la surface intérieure se comprime. Entre les deux se trouve l'axe neutre, qui ne change pas de longueur. Il se situe généralement à environ un tiers de la surface intérieure du matériau. Connaître sa position permet de réaliser des tracés précis de modèles plats.
Facteur K
Le facteur K décrit la position de l'axe neutre dans l'épaisseur du matériau. Pour un acier laminé à froid de 1 mm, il est souvent de l'ordre de 0,33. Pour la même épaisseur d'aluminium, il peut être plus proche de 0,40. L'utilisation du bon facteur K garantit que l'ébauche plate se plie à la bonne taille finale.
Allocation de pliage
Le pliage étire le matériau et les concepteurs doivent donc en tenir compte. La surépaisseur de pliage est la longueur supplémentaire ajoutée pour s'assurer que la tôle plate se forme correctement. Par exemple, une tôle d'acier de 1 mm pliée à 90° avec un rayon de 1 mm nécessite généralement une surépaisseur d'environ 1,6 mm. La prise en compte de cette surépaisseur dans le modèle plat permet de maintenir la pièce finie dans les limites de la tolérance.
Les bases de la coupe
Le découpage est la première étape de la plupart des projets de tôlerie. La qualité de chaque découpe influe sur le pliage, la soudure ou l'assemblage ultérieur de la pièce. Connaître les problèmes courants et les règles simples permet d'obtenir des pièces précises et faciles à produire.
Diamètre du trou
Les trous doivent avoir la bonne taille et le bon espacement pour éviter tout dommage lors du poinçonnage ou de la découpe au laser. Une bonne règle consiste à maintenir le diamètre du trou au moins égal à l'épaisseur de la tôle. Par exemple, les trous d'une tôle d'acier de 2 mm ne doivent pas être inférieurs à 2 mm. Les trous plus petits peuvent déchirer ou déformer la tôle, tandis que les trous de taille adéquate donnent des bords nets et prolongent la durée de vie de l'outil.
Distorsion
La chaleur et les tensions dues à la découpe peuvent provoquer un gauchissement ou un pliage, en particulier dans les feuilles minces. La découpe au laser peut laisser de légères déformations sur les grands panneaux de moins de 1,5 mm d'épaisseur. Vous pouvez réduire la déformation en espaçant davantage les coupes, en ajoutant des languettes de support ou en utilisant la découpe au jet d'eau lorsque la planéité est essentielle.
Durcissement localisé
Les procédés tels que la découpe au laser ou au plasma créent des zones de haute chaleur le long de l'arête. Cela peut durcir des matériaux tels que l'acier au carbone. Les arêtes durcies peuvent se fissurer pendant le pliage ou user les outils plus rapidement. Pour éviter ces problèmes, il convient de placer les courbes loin des arêtes coupées ou d'ajouter un processus secondaire tel que l'affûtage des arêtes si nécessaire.
Kerf
Le Kerf est la largeur du matériau enlevé par l'outil de coupe. La découpe au laser est généralement comprise entre 0,1 et 0,3 mm, en fonction de l'épaisseur du matériau et des réglages de puissance. Si l'on ne tient pas compte du trait de scie, les trous risquent d'être sous-dimensionnés ou les fentes trop serrées. La prise en compte du trait de scie dans la conception plane permet de garantir que la pièce finale correspond aux dimensions prévues sans retouche.
Erreurs courantes de conception de la tôlerie à éviter
Même les concepteurs expérimentés peuvent négliger des limites de fabrication essentielles. La détection précoce de ces erreurs courantes permet d'améliorer la fonction des pièces et de réduire les coûts de production.
Des conceptions trop compliquées
L'ajout de caractéristiques inutiles est une erreur fréquente. Chaque pli supplémentaire, chaque découpe personnalisée ou chaque forme spéciale augmente les besoins en outillage et le temps de production. Les conceptions complexes nécessitent davantage de réglages de machines, augmentent le risque de défauts et compliquent l'assemblage. Simplifiez en supprimant les éléments non essentiels et en combinant les pièces en un seul élément formé lorsque c'est possible.
Mauvais positionnement des trous et des découpes
Les trous ou les découpes trop proches des courbes peuvent se déformer pendant le formage. Les trous doivent être éloignés des lignes de pliage d'au moins trois fois l'épaisseur du matériau. Évitez de regrouper les trous sur de petites surfaces, car cela affaiblit la structure et peut provoquer des déchirures. Pour les boîtiers électriques, les découpes doivent être réalisées avec soin afin de préserver la solidité du panneau.
Dépassement des tolérances
Les tolérances serrées augmentent les coûts. Réservez les tolérances de ±0,005″ aux seules caractéristiques d'assemblage critiques. Utilisez les tolérances standard de ±0,030″ pour les autres dimensions. Indiquez clairement quelles sont les dimensions cruciales et quelles sont les tolérances qui peuvent être assouplies. N'oubliez pas que la tôle varie naturellement en raison de la mémoire du matériau et du retour élastique.
Mauvaise sélection des matériaux
Le choix d'un mauvais matériau peut entraîner des problèmes de production ou une défaillance de la pièce. Évitez les aciers trempés pour les pièces nécessitant un pliage important. L'aluminium offre une résistance à la corrosion et un poids plus léger, mais il coûte plus cher que l'acier. Pour les pièces situées à l'extérieur, utilisez de l'acier inoxydable ou des matériaux galvanisés. Vérifiez la disponibilité des matériaux et les délais de livraison lorsque vous spécifiez des alliages inhabituels.
Oublier les considérations relatives à l'assemblage
Concevoir les pièces en tenant compte de l'assemblage. Prévoyez un espace suffisant pour les pistolets de soudage et les outils de rivetage. Inclure des caractéristiques d'alignement telles que des encoches ou des languettes pour faciliter le positionnement. Assurer l'accès des mains pour les opérations d'assemblage. Les caractéristiques d'auto-positionnement peuvent réduire le besoin de montages complexes et accélérer l'assemblage.
Négliger les exigences de finition
Les finitions influencent à la fois la conception et la fonction. Spécifiez les exigences en matière de finition dès le début. Cassez les arêtes vives pour faciliter l'adhérence des revêtements. Pour le revêtement par poudre, évitez les zones où les effets de cage de Faraday empêchent la peinture d'atteindre les coins. Pour le placage, évitez les conceptions qui piègent les produits chimiques. Les différentes finitions peuvent nécessiter un prétraitement, ce qui peut avoir une incidence sur les dimensions.
Commencer
La conception d'une pièce n'est que la première étape. La véritable valeur ajoutée réside dans la précision et l'efficacité de la fabrication de votre concept de tôlerie. En suivant des règles de conception simples et en choisissant les bons matériaux, vous rendez la fabrication plus facile et plus prévisible. Planifiez les courbes, les trous et les caractéristiques en pensant à la production réelle afin de réduire les erreurs et les déchets.
Vous êtes prêt à transformer votre projet en une pièce de tôlerie de haute qualité ? Contactez-nous dès aujourd'hui pour obtenir un devis rapide et des conseils d'experts sur votre projet.
Usine de fabrication de tôles en Chine
No. 3 Chongming Road, Shichong Industrial Zone,
Village de Xiangxi, ville de Shipai, ville de Dongguan,