Les projets modernes de tôlerie impliquent généralement plusieurs équipes : ingénieurs, fabricants, fournisseurs et clients. Les problèmes commencent lorsque les rôles de chacun ne sont pas clairement définis. Même un projet bien organisé peut s'effondrer si personne ne sait qui est responsable de quoi. De nombreuses entreprises sont confrontées à ce problème parce qu'elles supposent que tout le monde comprend la "responsabilité de l'ingénierie" de la même manière, ce qui est rarement le cas.
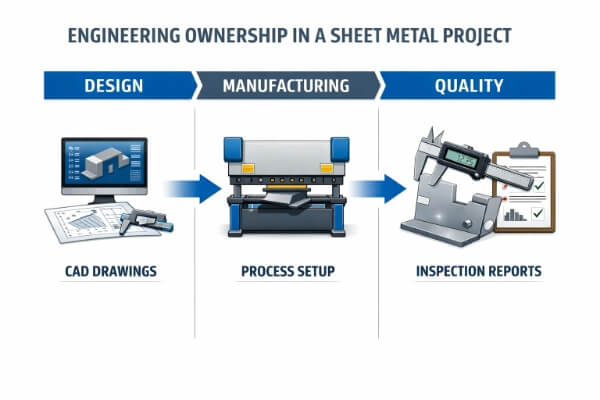
Dans le domaine de la fabrication de tôles, il est essentiel de définir les responsabilités dès le départ. Les ingénieurs sont responsables de la précision de la conception et de l'établissement de tolérances correctes. Les fabricants se concentrent sur la fabricabilité, la stabilité des processus et le contrôle de la qualité. Les fournisseurs s'occupent de la qualité des matériaux, de la certification et de la traçabilité. Chaque rôle a un objectif précis, et les mélanger conduit souvent à la confusion, à la perte de temps et à des coûts supplémentaires.
Le fait d'être clairement responsable de chaque tâche permet d'éviter les erreurs et les reproches. Cela permet également d'instaurer la confiance et d'améliorer la communication entre les équipes de conception et de production, ce qui permet à l'ensemble du projet de se dérouler plus efficacement.
Définition de la responsabilité de l'ingénierie dans les projets de tôlerie
Une responsabilité claire est la base d'un projet de tôlerie réussi. Lorsque les rôles se chevauchent ou ne sont pas définis, la confusion s'installe. Les erreurs mineures se transforment en retards importants.
Le concept de propriété de l'ingénierie
S'approprier l'ingénierie, c'est prendre en charge chaque décision dans le cadre de son rôle et être responsable du résultat. Au stade de la conception, cela signifie créer des dessins précis, des tolérances réalistes et des choix de matériaux appropriés. Les concepteurs définissent les performances de la pièce et la manière dont elle s'intègre dans l'assemblage.
Les ingénieurs de fabrication s'occupent de la manière dont la conception est réalisée. Ils gèrent l'outillage, le déroulement du processus et les contrôles de qualité. Leur travail consiste à répondre aux spécifications de manière efficace et cohérente.
Par exemple, si un concepteur demande un pliage à 90° avec une tolérance serrée, le fabricant doit choisir la configuration et l'outillage appropriés pour réaliser cet angle sans distorsion.
Pourquoi les limites sont importantes pour la qualité et la responsabilité?
Les limites ne sont pas des barrières, mais des garde-fous. Elles protègent la qualité et la responsabilité en permettant à chaque équipe de se concentrer sur ce qu'elle fait le mieux. Lorsque les ingénieurs connaissent leurs responsabilités exactes, moins de problèmes se posent au niveau de la production.
Si l'équipe de conception définit clairement les tolérances, le fabricant peut se concentrer sur leur respect plutôt que sur leur interprétation. Lorsqu'une dimension est manquante ou irréaliste, elle est signalée avant le début de la production. Cette division permet de réduire les retouches et de raccourcir les délais.
Zones grises communes entre les équipes de conception et de fabrication
Dans les projets réels, tout ne s'inscrit pas parfaitement dans le rôle d'une équipe. Des zones grises apparaissent souvent là où l'intention de la conception rencontre les limites de la fabrication.
Par exemple, un concepteur peut spécifier un angle interne aigu, mais le fabricant sait qu'il est possible d'utiliser un angle interne plus aigu. rayon de courbure est nécessaire pour éviter les fissures. Ni l'un ni l'autre n'ont tort - ils voient le problème différemment.
Le contrôle des tolérances pose souvent le même problème. Les concepteurs veulent des tolérances serrées pour l'ajustement de l'assemblage, alors que la production préfère des tolérances légèrement plus larges pour une fabrication plus douce. Sans discussion préalable, cette différence peut entraîner le rejet de pièces ou une perte de temps.
Responsabilités au stade de la conception
La phase de conception détermine la réussite d'un projet de tôlerie bien avant le début de la production. Les ingénieurs et les fabricants doivent collaborer très tôt pour aligner les idées créatives sur les besoins réels de la production.
Fonctions des concepteurs de produits
Les concepteurs de produits créent le schéma directeur de la performance. Leur principale tâche consiste à produire des dessins 2D et des modèles 3D précis qui décrivent entièrement la pièce, y compris les dimensions, les tolérances, les matériaux et les finitions de surface.
Mais la conception ne se limite pas au travail de CAO. Les concepteurs doivent tenir compte de la manière dont la pièce sera fabriquée - si elle peut être pliée, soudéou assemblés à l'aide d'outils standard. Par exemple, un angle intérieur aigu peut se fissurer lors du pliage, mais l'ajout d'un petit rayon peut l'éviter sans modifier la fonction.
Les concepteurs doivent également suivre des pratiques standard. La taille des trous doit correspondre aux outils de perforation disponibles, les marges de flexion doit correspondre à l'épaisseur de la tôle et les matériaux doivent être adaptés à l'environnement de travail du produit. Ces petits détails permettent de gagner du temps, de réduire les coûts et d'éviter les essais et les erreurs par la suite.
Apports du fabricant pendant la DFM
Conception pour la fabricabilité (DFM) est l'endroit où les idées de conception rencontrent la réalité de la production. C'est à ce stade que l'expérience du fabricant apporte une réelle valeur ajoutée.
Les fabricants examinent la conception pour vérifier si elle peut être produite de manière efficace et cohérente. Ils recherchent les zones problématiques : trous trop proches des coudes, tolérances très serrées, découpes inutiles ou surfaces difficiles à finir. Par exemple, éloigner un trou de seulement 2 mm d'une ligne de pliage peut éviter les fissures et simplifier la configuration de l'outillage.
Leurs commentaires ne visent pas à modifier l'intention de la conception, mais à améliorer la façon dont cette conception peut être réalisée. L'objectif n'est pas de défier l'ingénieur, mais de rendre la pièce plus facile, plus rapide et plus fiable à produire.
Un processus DFM solide dépend d'un travail d'équipe ouvert :
- Les concepteurs expliquent l'objectif et la fonction de chaque élément.
- Les fabricants fournissent des données de production réelles, des limites d'outils et des conseils de réglage.
Lorsque les deux parties collaborent dès le début, les pièces sont produites en douceur. Les coûts diminuent, les délais se raccourcissent et les deux équipes réussissent - le concepteur pour la précision et le fabricant pour l'efficacité.

Rôles de prototypage et de préproduction
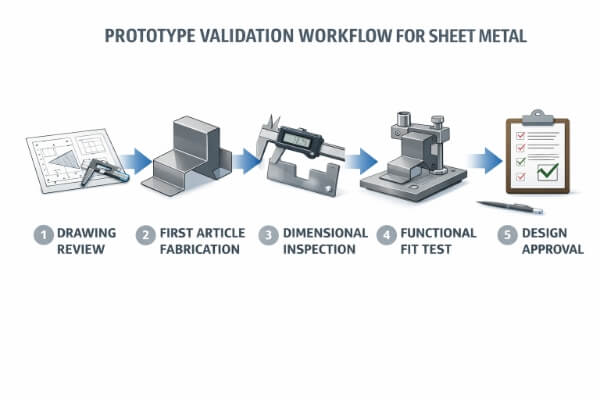
Avant que la production ne commence, l'étape du prototype permet de faire le lien entre les idées de conception et la fabrication dans le monde réel. Elle permet de vérifier si les dessins, les matériaux et les processus fonctionnent comme prévu.
Examen collaboratif des dessins et des modèles 3D
Une fois que la conception est prête, les ingénieurs et les fabricants doivent l'examiner ensemble, en personne ou en ligne. Cet examen conjoint permet aux deux parties de confirmer que l'intention de la conception correspond à ce qui peut réellement être fabriqué.
Les concepteurs se concentrent sur la géométrie, l'ajustement et la façon dont les pièces s'assemblent. Les fabricants vérifient les lignes de pliage, l'espacement des trous et les tolérances pour s'assurer que la pièce peut être fabriquée à l'aide des machines existantes et des outils standard.
Par exemple, un concepteur peut vouloir un angle sans soudure, mais le fabricant peut suggérer une méthode de soudage différente pour éviter les déformations. Le fait de discuter de ces détails dès le départ permet d'éviter des changements coûteux par la suite.
Validation dimensionnelle et essais fonctionnels
Une fois le prototype construit, les essais confirment que la conception fonctionne comme prévu. Les ingénieurs mesurent les principales caractéristiques à l'aide d'outils tels que des pieds à coulisse, des jauges ou des MMT afin de s'assurer que toutes les dimensions respectent les tolérances du dessin.
Vient ensuite l'essai fonctionnel, qui consiste à vérifier le fonctionnement de la pièce en conditions réelles d'utilisation. S'assemble-t-elle sans problème, s'adapte-t-elle aux autres composants et supporte-t-elle la charge prévue ? Par exemple, un support peut respecter toutes les dimensions mais se plier sous l'effet du poids.
Si des problèmes apparaissent, l'accent doit être mis sur la recherche de la cause, qu'il s'agisse d'un problème de conception, d'une configuration de l'outillage ou d'une variation du processus. En y remédiant maintenant, on évite des problèmes plus importants lorsque la production en série commence.
Transfert de la documentation - Quelles données le fabricant doit-il recevoir ?
Avant que la production ne commence, toutes les données approuvées doivent être transmises proprement. Le fabricant doit recevoir un paquet numérique complet qui comprend :
- Dessins en 2D et fichiers CAO en 3D (clairement étiquetés avec les révisions)
- Spécifications des matériaux et des finitions de surface
- Tolérances critiques et points d'inspection
- Instructions d'assemblage ou de soudagesi nécessaire
Chaque fichier doit faire l'objet d'un contrôle de version afin d'éviter toute confusion quant à la version actuelle du dessin.
Une documentation manquante ou imprécise est une cause importante de reprise de la fabrication. Un transfert transparent garantit que l'usine construit exactement ce qui a été approuvé - sans fichiers périmés, sans malentendus et sans retards.
Limites de l'ingénierie de production
Lorsqu'un projet entre en production, le contrôle passe de la planification de la conception à la fabrication réelle. À ce stade, la clarté est essentielle : qui gère le plan de traitement et qui approuve les modifications de la conception ?
Responsabilité du fabricant en matière de planification du processus
Le fabricant est responsable de la façon dont la pièce est fabriquée. Son équipe définit chaque étape - découpe, pliage, soudage, finition et inspection. Elle sélectionne l'outillage approprié, définit les paramètres de la machine et rédige des instructions de travail pour garantir une qualité constante.
Toute la planification doit suivre la conception approuvée, et non des hypothèses.
Par exemple, si un dessin demande un pliage à 90° avec une tolérance de ±0,5°, le fabricant décide de la presse plieuse, de l'outillage et de la configuration qui lui permettront d'atteindre cette précision de manière répétée.
Si une caractéristique ne peut être produite comme prévu - par exemple un pliage trop serré ou une soudure difficile à atteindre - le fabricant doit le signaler immédiatement. Il est chargé d'identifier le problème, mais n'est pas autorisé à modifier la conception sans autorisation.
Responsabilité du client ou du concepteur pour l'approbation des modifications de la conception
Même pendant la production, le client ou l'ingénieur concepteur conserve la pleine propriété de la conception. Toute modification affectant la géométrie, la fonction ou l'apparence doit être examinée et approuvée par eux.
Si le fabricant propose une méthode plus efficace - comme le remplacement de deux brides soudées par une seule pièce pliée - la proposition doit être renvoyée au concepteur. Lui seul peut confirmer que la modification n'affectera pas l'ajustement, la résistance ou l'apparence.
Chaque modification approuvée doit être enregistrée avec une nouvelle révision du dessin, un fichier CAO mis à jour et une note d'approbation datée. Cela permet d'assurer une traçabilité complète et d'éviter toute confusion.
Les modifications non approuvées "à la volée" entraînent souvent des problèmes plus importants par la suite, tels que des assemblages mal alignés ou des pièces rejetées. Un processus d'approbation simple permet de maintenir une production précise, cohérente et responsable.
Responsabilités en matière de qualité et d'inspection
Le contrôle de la qualité est le moment où les plans d'ingénierie se transforment en résultats mesurables. Quelle que soit la qualité de la conception ou du plan de traitement, la réussite d'un projet dépend d'une inspection cohérente, d'une documentation claire et d'une définition des responsabilités.
Définir les normes d'inspection et qui les définit
L'inspection commence bien avant la production. L'ingénieur concepteur détermine ce qui doit être inspecté : les dimensions, les tolérances, les finitions de surface et les principales caractéristiques fonctionnelles. Ces détails doivent être clairement indiqués dans les dessins et les spécifications.
Le fabricant détermine comment les inspecter. Il choisit les outils de mesure appropriés - pieds à coulisse, jauges, MMT ou scanners optiques - et fixe la fréquence des contrôles.
Par exemple, un trou avec une tolérance de ±0,1 mm peut nécessiter un contrôle sur chaque lot, tandis que les surfaces cosmétiques peuvent être inspectées par échantillonnage.
Traçabilité et documentation
La traçabilité permet de relier chaque pièce finie à sa source - le matériau, le processus et l'opérateur. Le fabricant gère cet enregistrement pour assurer la transparence et la fiabilité de la production.
Les enregistrements de traçabilité typiques sont les suivants
- Certificats de matériaux et numéros de lots
- Rapports d'inspection et registres des processus
- ID de l'opérateur ou de la machine pour chaque lot
- Registres d'étalonnage pour tous les appareils de mesure
Chaque pièce doit porter un identifiant unique - tel qu'un code de lot, une étiquette QR ou un numéro de série estampillé - qui la relie à son historique d'inspection complet.
Lorsqu'un problème survient, la traçabilité permet aux ingénieurs d'identifier rapidement la cause première. Elle permet de déterminer si le problème provient d'un changement de matériau, d'outillage ou de configuration.
Responsabilités en matière de logistique et de chaîne d'approvisionnement
Une fois que le produit quitte l'usine, la responsabilité de l'ingénierie ne s'arrête pas, elle se déplace simplement. La qualité peut encore être perdue lors de l'approvisionnement, de l'emballage ou du transport si les responsabilités ne sont pas claires.
Qui gère la qualification des fournisseurs et l'approvisionnement en matériaux? ?
La qualité des matériaux commence par le contrôle des fournisseurs. Le fabricant gère généralement la qualification des fournisseurs parce qu'il travaille directement avec les vendeurs de matériaux et comprend les besoins de production. Il vérifie les certifications des fournisseurs, examine les rapports d'essai et contrôle la conformité aux normes telles que ASTM, ISO ou RoHS.
L'ingénieur concepteur définit les exigences du matériau - sa qualité, sa finition et sa résistance mécanique. Le fabricant s'assure que les fournisseurs répondent systématiquement à ces exigences.
Par exemple, si un projet nécessite de l'acier inoxydable 304 avec une finition brossée #4, l'ingénieur spécifie cette norme et le fabricant confirme que le fournisseur fournit la bonne tôle avec une traçabilité complète.
Responsabilité de la conception de l'emballage et de la protection de l'envoi
L'emballage est un élément clé de la qualité des produits. Le fabricant est responsable de la conception d'un emballage qui protège les pièces pendant la manutention et le transport. Il connaît la forme du produit, la sensibilité de sa surface et la méthode d'empilage, ce qui détermine la manière dont chaque pièce doit être emballée, calée et mise en boîte.
Le client ou le concepteur examine et approuve les normes d'emballage avant l'expédition. Ils confirment les exigences telles que les limites de poids, la protection contre la corrosion et les détails de l'étiquetage.
Par exemple, les panneaux en aluminium poli peuvent nécessiter un film de protection et des inserts en mousse, tandis que les pièces revêtues d'un revêtement en poudre peuvent nécessiter des boîtes cloisonnées pour éviter les rayures.
Bonnes pratiques pour fixer des limites de responsabilité
Des processus transparents, une communication organisée et les bons outils permettent à chaque projet de se dérouler sans heurts. Ces bonnes pratiques aident les équipes à éviter les chevauchements, à réduire les erreurs et à rester responsables, de la conception à la livraison.
Utilisation des matrices RACI (Responsible, Accountable, Consulted, Informed)
UN Matrice RACI est un outil simple mais efficace pour définir les responsabilités. Il indique qui est Responsable (exécute la tâche), Responsables (approuve le résultat), Consulté (donne l'entrée), et Informé (reçoit les mises à jour).
Dans les projets de tôlerie, cela permet de clarifier les rôles de l'ingénierie et de la production.
Par exemple, au cours de la phase DFM :
- Le concepteur est Responsable pour la mise à jour des dessins.
- Le chef de projet est Responsables pour approbation finale.
- Le fabricant est consulté pour un retour d'information sur la production.
- Le équipe qualité est informés sur les changements d'inspection.
Protocoles de communication et de documentation clairs
La communication écrite garantit la précision des informations. Chaque modification, qu'il s'agisse d'une mise à jour de la conception ou d'un ajustement des tolérances, doit être enregistrée et facilement traçable. Idéalement, toutes les mises à jour sont stockées dans un système partagé auquel tout le monde peut accéder.
Les équipes devraient se mettre d'accord :
- Où sont stockés les fichiers et qui peut les mettre à jour.
- Comment les demandes de changement et les approbations sont soumises.
- Quelle est la dernière version de chaque dessin ?
Réunions régulières d'examen technique
Des réunions d'évaluation planifiées permettent de maintenir des limites claires. Elles permettent aux équipes de confirmer les progrès réalisés, de répondre aux questions et d'ajuster les rôles si nécessaire.
Les points de contrôle typiques sont les suivants
- Examen de la pré-production - confirmer la fabricabilité et les plans d'outillage.
- Bilan à mi-course - vérifier la stabilité de la production et discuter des améliorations à apporter.
- Examen a posteriori du projet - tirer les leçons de l'expérience pour les projets futurs.
Conclusion
Des limites claires en matière d'ingénierie font plus qu'améliorer l'efficacité - elles évitent les reprises, réduisent les retards et permettent aux équipes de se concentrer sur ce qui compte vraiment : fournir des pièces de tôlerie fiables, rentables et de haute qualité. Lorsque chaque ingénieur, chaque fabricant et chaque client comprennent leur champ d'application, la collaboration devient plus fluide et les problèmes sont résolus plus rapidement.
Prêt à faciliter votre prochain projet ?
Si votre prochain projet de fabrication implique des étapes multiples ou une coordination complexe, commencez par la clarté. Contactez-nous dès aujourd'hui pour discuter des révisions de conception, du retour d'information sur la fabricabilité ou de l'optimisation des processus - et faire de votre prochaine construction un succès fondé sur les données.
FAQ
Que se passe-t-il si des erreurs de conception sont détectées au cours de la production ?
Si un défaut de conception apparaît au cours de la production, le fabricant doit arrêter le travail et en informer l'ingénieur concepteur. Ce dernier examine le problème, met à jour le dessin et publie une nouvelle révision. La production ne reprend qu'après approbation écrite, en assurant la traçabilité de chaque modification.
Qui révise les tolérances après le retour d'information de la DFM ?
L'ingénieur concepteur a toute autorité sur les tolérances. Les fabricants peuvent suggérer des ajustements au cours de la DFM, mais seuls les ingénieurs peuvent modifier les dessins officiels. Cela permet de conserver l'intention fonctionnelle intacte tout en permettant une fabrication efficace.
Comment résoudre les différends relatifs à la qualité des pièces ?
Les litiges relatifs à la qualité doivent être fondés sur des données et non sur des opinions. Les deux équipes doivent examiner ensemble les rapports d'inspection, les dessins et les normes de référence. Si aucun accord n'est trouvé, une inspection par une tierce partie ou une norme reconnue, telle que ISO ou ASTM, permet d'obtenir une conclusion objective.
Quand les clients doivent-ils impliquer les fabricants dans la phase de conception ?
Les fabricants doivent être impliqués avant l'approbation finale de la conception. Une collaboration précoce lors du prototypage ou de la DFM permet d'identifier les problèmes potentiels, de réduire les délais et d'éviter des révisions coûteuses par la suite.
Comment les petits fabricants peuvent-ils définir clairement leurs responsabilités ?
Commencez par une simple liste de contrôle des responsabilités ou un tableau RACI. Définissez qui approuve les conceptions, qui planifie les processus et qui s'occupe de l'inspection. Même les petites équipes tirent profit de cette structure, qui renforce la cohérence, la responsabilité et la confiance tout au long du projet.
Hey, je suis Kevin Lee

Au cours des dix dernières années, j'ai été immergé dans diverses formes de fabrication de tôles, partageant ici des idées intéressantes tirées de mes expériences dans divers ateliers.
Prendre contact
Kevin Lee
J'ai plus de dix ans d'expérience professionnelle dans la fabrication de tôles, avec une spécialisation dans la découpe au laser, le pliage, le soudage et les techniques de traitement de surface. En tant que directeur technique chez Shengen, je m'engage à résoudre des problèmes de fabrication complexes et à favoriser l'innovation et la qualité dans chaque projet.
Ressources connexes

Acier inoxydable résistant aux empreintes digitales : comment fonctionne-t-il et comment le choisir ?

OEM ou fabrication en sous-traitance : Comment choisir le bon modèle pour votre projet

Coûts d'installation et coûts unitaires dans la fabrication de tôles
