Le choix du bon tonnage est l'une des décisions les plus cruciales lors de l'achat d'une servopresse. Si la capacité de la presse est trop faible, la machine risque de ne pas atteindre la force de formage nécessaire. Cela peut réduire la précision des pièces et entraîner une usure prématurée des outils. Si le tonnage est trop élevé, le système devient plus coûteux. Il consomme également plus d'énergie et réduit la réactivité au contrôle de la force.
La fabrication moderne dépend de la précision et de l'efficacité pour rester compétitive. C'est pourquoi les ingénieurs doivent adapter la force de la presse aux besoins réels du processus. Une bonne adaptation améliore la qualité des pièces et permet de maîtriser les coûts d'exploitation.
Cet article explique comment les ingénieurs et les acheteurs évaluent la force nécessaire. Il explique également comment définir des marges de sécurité. Enfin, il passe en revue d'autres facteurs techniques qui affectent les performances des presses en production réelle.

Comprendre le tonnage des servopresses
Avant de choisir une machine, vous devez comprendre comment fonctionne le tonnage. Cette section explique ce que représente le tonnage et comment les servopresses l'appliquent différemment.
Ce que représente le tonnage?
Le tonnage, mesuré en kilonewtons (kN) ou en tonnes métriques, définit la force de formage ou de pressage maximale qu'une servopresse peut fournir. Il indique la résistance que la presse peut surmonter lorsqu'elle façonne, assemble ou déforme une pièce.
Cependant, de nombreux acheteurs interprètent mal cette spécification. La plupart des presses indiquent un tonnage nominal, qui représente la force maximale de la machine à une position spécifique de la course - souvent près du point mort bas (PMB). En revanche, la force de travail est la force que la presse peut maintenir sur toute la plage de course utilisable.
Par exemple, une servopresse d'un tonnage nominal de 20 kN ne peut supporter ce pic que dans les 5 derniers pour cent de sa course. Si votre processus de formage nécessite une pression maximale plus tôt dans la course, la force effective peut chuter de 20 à 30 %. C'est pourquoi les ingénieurs doivent toujours vérifier à quel endroit de la course s'applique la force nominale.

En termes simples, le tonnage n'est pas seulement lié à la force de la presse, mais aussi à la façon dont cette force est transmise pendant le mouvement.
Charge de pointe vs. charge continue
Un autre malentendu courant consiste à supposer que le tonnage nominal correspond à la capacité durable de la machine. En réalité, chaque servopresse a deux limites :
- Charge de pointe - la brève poussée de force maximale réalisable pendant une fraction de seconde.
- Charge continue - la force en régime permanent que le système peut supporter sans surchauffe ou fatigue mécanique.
Par exemple, une servopresse de 10 kN peut maintenir 10 kN pendant 0,5 seconde, mais seulement 6 kN en continu. S'il est utilisé pour des applications de formage ou de maintien prolongé, le dépassement de cette valeur nominale continue peut entraîner une accumulation de chaleur dans le moteur, une chute du couple ou une perte de précision au fil du temps.
Les servopresses surmontent ce défi en permettant la programmation d'un système de contrôle de la qualité. contrôle de la force et de la course. Le contrôleur peut appliquer la pleine puissance uniquement lorsque cela est nécessaire, réduire la vitesse avant le contact et s'arrêter doucement au fond de la pièce pour réduire les contraintes. Ce mouvement précis permet non seulement d'améliorer l'uniformité des pièces, mais aussi de prolonger la durée de vie des matrices et de réduire la consommation d'énergie.
Performances nominales et performances pratiques
Lorsqu'ils comparent les modèles, les ingénieurs doivent également tenir compte de la manière dont chaque fabricant définit sa "classe de tonnage". Deux machines évaluées à 50 kN peuvent donner des résultats différents dans le monde réel en raison des variations du diamètre de la vis, de l'efficacité de l'entraînement et de la conversion du couple en force.
Conseil pratique : Demandez toujours la courbe de service continu de la presse ou le graphique de la force en fonction de la vitesse. Ces graphiques illustrent le tonnage que la machine peut fournir à différentes positions de la course et à différentes vitesses - c'est le moyen le plus fiable de confirmer sa capacité réelle.

Méthode étape par étape pour estimer le tonnage requis
La sélection d'un tonnage précis commence par un calcul et une validation appropriés. Suivez les étapes suivantes pour estimer la force dont votre processus a réellement besoin.
1. Définir les paramètres du processus et des matériaux
Des opérations différentes nécessitent des niveaux de force très différents. Un emmanchement léger peut ne nécessiter que quelques kilonewtons, tandis qu'un petit processus de formage ou de frappe peut en nécessiter des centaines. Commencez donc par les bases :
- Type de processus : L'opération s'effectue-t-elle par emboîtement, formant, monnayage, rivetageou l'étanchéité ?
- Propriétés matérielles: La limite d'élasticité, la dureté et la ductilité déterminent directement le degré de résistance.
- Géométrie: Les surfaces plus grandes, les courbes plus aiguës et les rayons plus serrés augmentent la charge localisée.
Par exemple, l'aluminium 6061 (limite d'élasticité ≈ 150 MPa) peut nécessiter la moitié du tonnage de l'acier inoxydable 304 (≈ 300 MPa) pour la même géométrie.
En termes simples : plus votre matériau est résistant et épais, plus le tonnage de votre servopresse doit être élevé.
2. Calculer la force de base requise
Une fois que vous connaissez le matériau et le fonctionnement, vous pouvez estimer la force nécessaire en utilisant cette relation simplifiée :
F=k×A×σy
Où ?
- F = force estimée (N)
- UN = surface de contact ou de formation (mm²)
- σy = limite d'élasticité du matériau (MPa)
- k = coefficient de processus (typiquement 0,7-1,2 en fonction du frottement et de la géométrie de la pièce)
Exemple :
Vous formez une plaque d'acier inoxydable de 50 mm × 50 mm (surface de 2 500 mm²) avec une limite d'élasticité de 350 MPa et un coefficient de transformation de 1,0.
F=1.0×2,500×350=875,000N=875kN
Vous aurez donc besoin d'une presse capable d'exercer une force nominale d'au moins 875 kN dans des conditions de laboratoire idéales.
Cependant, les opérations réelles sont rarement idéales. Le frottement, l'alignement de la pièce et l'état de surface de l'outil peuvent augmenter la résistance de 10-20%, en particulier lors du formage à des vitesses plus élevées. Il est toujours préférable de considérer cette valeur comme un seuil minimum et non comme un point de sélection final.
3. Appliquer une marge de sécurité réaliste
Même avec des calculs précis, les variations du monde réel sont inévitables - l'usure des outils, le désalignement et les fluctuations de température peuvent augmenter la demande de force de manière inattendue. C'est pourquoi la plupart des ingénieurs ajoutent une marge de sécurité de 20-30% à leur estimation de tonnage.
Dans l'exemple ci-dessus (875 kN), la plage ajustée devient 1 050-1 150 kN.
Ce tampon garantit que :
- Le servomoteur ne fonctionne jamais près de sa limite de surcharge.
- La vis à billes et le cadre maintiennent la précision sous contrainte.
- L'accumulation de chaleur reste dans les limites du service continu.
Règle générale :
Pour le formage critique ou la production en continu, dimensionnez votre servopresse à 1,25 fois votre tonnage théorique pour une performance équilibrée et une longévité accrue.
4. Valider par un essai de pressage ou une simulation numérique
Le choix d'une servopresse moderne ne doit pas s'arrêter aux calculs. Les données réelles constituent la meilleure validation. Si possible, effectuez un essai de pressage à l'aide d'un capteur de charge ou d'un capteur de couple pour enregistrer les profils de force réels. Comparez la courbe de force mesurée à votre valeur calculée pour voir si des pics ou des anomalies se produisent pendant le formage.
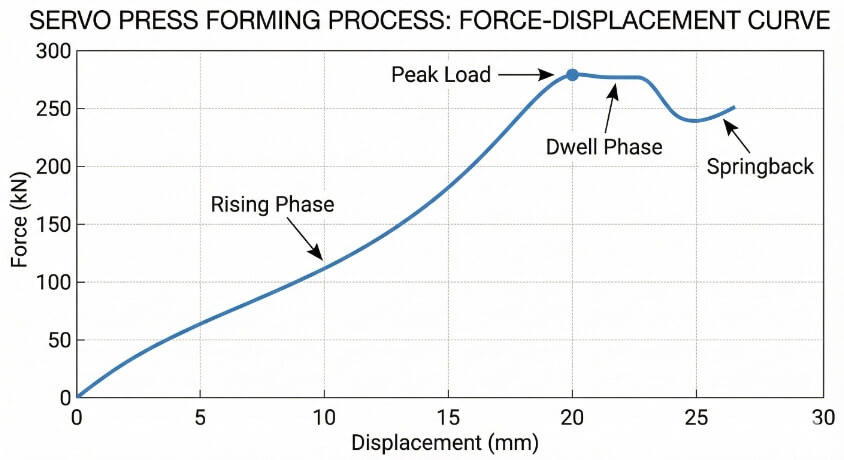
Vous pouvez également utiliser un logiciel de simulation (comme DEFORM ou Simufact Forming) pour analyser la courbe force-déplacement. La simulation identifie non seulement la charge maximale, mais aussi la forme de la courbe - où la force augmente, se stabilise et se relâche. En comprenant cela, vous pouvez ajuster le profil de mouvement de la servopresse pour optimiser l'utilisation de l'énergie et la durée de vie de l'outil.
Pourquoi cela est-il important ?
Un simple chiffre (par exemple, 900 kN) ne dit pas tout. Savoir comment la force se développe le long de la course est ce qui différencie une installation de presse réussie d'un essai et d'une erreur coûteux.
5. Envisager la flexibilité des processus futurs
Si votre production comprend des pièces multiples ou des conceptions évolutives, il est judicieux de prévoir une marge de manœuvre supplémentaire. Une servopresse à mouvement programmable peut s'adapter à de nouveaux matériaux ou à de nouvelles géométries, mais seulement si elle dispose de la capacité de force nécessaire.
Pour les petites servopresses (1-5 tonnes), disposer d'une réserve de force supplémentaire de 20-30% permet une reconfiguration pour de nouvelles applications sans nécessiter de réinvestissement. Cette approche permet à votre capital d'être utile tout au long des cycles de production et des changements en matière de recherche et développement.
Facteurs qui influencent le choix du bon tonnage
Même un calcul correct peut ne pas tenir compte des variables du monde réel. Voici comment les matériaux, la géométrie et les facteurs de production influencent la demande de tonnage.
Propriétés des matériaux
La résistance et la ductilité des matériaux sont les premiers facteurs et les plus évidents. Les métaux plus durs ou moins ductiles nécessitent une pression de formage plus importante, tandis que les métaux plus tendres, tels que le cuivre ou l'aluminium, peuvent se déformer sous des charges plus faibles.
Par exemple, le formage de l'acier inoxydable 304 (limite d'élasticité d'environ 215 MPa) nécessite environ deux fois plus de force que celui de l'aluminium 5052 (limite d'élasticité d'environ 100 MPa) à la même épaisseur. Les aciers à haute résistance, le titane et les alliages de nickel peuvent exiger encore plus - parfois plus de 4 fois le tonnage de l'acier doux pour une géométrie de pièce identique.
Au-delà de la limite d'élasticité, l'écrouissage augmente également la charge pendant le formage. C'est là que les servopresses excellent : elles peuvent ajuster la vitesse et le couple en temps réel pour maintenir une pression constante.
En bref : lorsque vous travaillez avec des alliages plus durs ou des applications de précision, vérifiez toujours la courbe contrainte-déformation du matériau, et pas seulement sa résistance nominale.
Géométrie des pièces et conception des outils
La géométrie peut modifier considérablement la répartition des charges. Les emboutis profonds, les nervures, les gaufrages ou les rayons d'angle serrés concentrent les contraintes dans de petites zones, augmentant la pression localisée et, par conséquent, le tonnage total requis. Même de petits détails de conception, tels que l'emplacement des trous ou la hauteur des brides, peuvent augmenter la résistance au formage de 10-20%.
Par exemple, un panneau plat de 100 mm peut ne nécessiter que 5 kN pour embosser un simple logo, mais le même panneau avec un canal de 3 mm de profondeur peut nécessiter 25 kN ou plus en raison du frottement et de la contrainte de flexion.
La conception de l'outillage joue également un rôle :
- Matrices rigides répartir la force de manière uniforme et réduire le gaspillage d'énergie.
- Matrices souples ou minces absorbent une partie de la force appliquée, ce qui réduit l'efficacité du formage.
- Alignement des matrices Selon une étude du Precision Forming Lab réalisée en 2023, un mauvais alignement peut augmenter le tonnage requis de 151 TTP3T.
Les servopresses compensent ces variations grâce à un contrôle programmable de la temporisation. En ralentissant la course avant le contact et en marquant une pause au point mort bas, les ingénieurs peuvent éviter les chocs, prolonger la durée de vie des outils et maintenir la qualité des pièces.
Longueur de la course et vitesse de pressage
La relation entre le profil de la course et la vitesse de pressage affecte directement la demande de tonnage. Une course plus longue signifie que le servomoteur doit maintenir le couple sur une plus grande distance de déplacement, tandis qu'un mouvement plus rapide augmente l'inertie et la charge transitoire.
Les presses mécaniques traditionnelles ne peuvent pas s'adapter facilement, mais les servopresses le peuvent. Grâce à des profils de mouvement définis par logiciel, vous pouvez :
- Décélérer juste avant le contact avec le matériau pour réduire la charge d'impact.
- Maintenir une temporisation programmée pour la consistance de la formation.
- Régler la vitesse de retour pour équilibrer la durée du cycle et la charge thermique.
Cela démontre que le contrôle du mouvement de la presse est aussi important que la capacité de tonnage brut.
Principaux enseignements :
Ne dimensionnez pas votre presse uniquement en fonction de la force maximale - vérifiez qu'elle peut maintenir cette force tout au long de la vitesse de course et de la durée d'immobilisation prévues.
Volume de production et cycle d'utilisation
Même la presse la plus puissante peut être moins performante si elle n'est pas conçue pour fonctionner en continu. Chaque servomoteur a un cycle de fonctionnement, qui est le rapport entre le temps de pression active et le temps de refroidissement ou d'inactivité. Le dépassement de ce cycle entraîne une accumulation de chaleur, une réduction du couple et une usure à long terme des roulements et des vis.
Par exemple :
- Une petite presse de 5 kN peut supporter une pleine charge pendant 1 seconde, mais nécessite 3 à 4 secondes de repos.
- Une servopresse de production de 100 kN peut maintenir une capacité de 80% en continu avec une gestion thermique appropriée.
Dans un environnement à fort volume, la charge nominale continue devient encore plus importante que la charge de pointe. Un fonctionnement à 70-80% du tonnage nominal garantit une précision constante et réduit la fréquence de l'entretien.
Lors de l'estimation de l'utilisation des machines, il faut tenir compte de ce qui suit :
- Temps d'un cycle: le nombre de coups par minute que le processus exécute.
- Durée d'attente : la durée pendant laquelle la force est maintenue à chaque coup.
- Modèle d'équipe : le nombre total d'heures de fonctionnement continu par jour.
Négliger ces aspects conduit souvent à une usure prématurée du moteur ou à une dérive de la force - deux facteurs qui peuvent compromettre la stabilité dimensionnelle au fil du temps.
Avantages de la servopresse en matière de contrôle du tonnage
La technologie servo transforme le contrôle de la force en ingénierie de précision. Découvrez comment le mouvement programmable et le retour d'information garantissent un pressage cohérent et efficace.
Courbe force-course programmable
Dans une presse mécanique classique, la courbe de tonnage suit l'angle de la manivelle. La force maximale n'est disponible qu'à proximité du point mort bas, ce qui signifie que le processus doit s'adapter au support, et non l'inverse.
Les servopresses inversent cette logique. En utilisant des servomoteurs à entraînement direct, les ingénieurs peuvent concevoir des profils de force et de course personnalisés, adaptés à chaque opération. Il est possible de ralentir avant le contact avec le matériau, d'augmenter le couple en douceur et de s'arrêter précisément à la base pour soulager les contraintes internes.
Cette flexibilité permet à une servopresse de remplacer plusieurs presses mécaniques réglées pour différents matériaux ou profondeurs.
Retour d'information en temps réel et données de processus
Les systèmes asservis surveillent en permanence la force, le déplacement et le couple du moteur à des taux d'échantillonnage élevés. Cela crée une boucle de rétroaction en direct qui corrige instantanément tout écart, comme les changements d'épaisseur du matériau ou l'alignement de l'outil.
Grâce à l'enregistrement des données et à la comparaison des courbes, les ingénieurs peuvent :
- Détecter les anomalies avant qu'elles n'entraînent des défauts.
- Suivre l'usure de la matrice en fonction de la dérive progressive de la force.
- Maintenir la traçabilité pour la conformité à la norme ISO 9001 ou IATF 16949.
En pratique, cela signifie moins de rejets et une approbation plus rapide de la qualité. Pour les industries telles que l'électronique, les modules EV et les capteurs de précision, cette capacité de données est ce qui transforme une servopresse d'un outil mécanique en un actif de production numérique.
Efficacité énergétique et intégration intelligente
Les servopresses ne consomment de l'énergie que lorsqu'elles génèrent une force, contrairement aux systèmes hydrauliques qui maintiennent la pression en permanence. Ils sont donc intrinsèquement plus efficaces sur le plan énergétique.
En outre, leur contrôle programmable les rend compatibles avec les environnements de fabrication intelligents - en se connectant facilement aux couches de données MES, SCADA ou Industrie 4.0. Cela permet la maintenance prédictive, la surveillance des cycles et l'analyse de la charge, aidant les installations à optimiser le temps de fonctionnement et à prolonger la durée de vie de leurs équipements.
Autres facteurs techniques souvent négligés
De petits détails techniques peuvent faire ou défaire les performances d'une presse. Ces facteurs négligés déterminent souvent la précision à long terme et la stabilité de la machine.
Analyse des courbes force-déplacement
La force de pression réelle n'est pas constante - elle évolue de manière dynamique tout au long de la course. Une courbe force-déplacement montre comment la force s'accumule, atteint des sommets et se relâche. En étudiant cette courbe, les ingénieurs peuvent identifier les inefficacités et les risques cachés, tels que :
- Des pointes soudaines indiquent une mauvaise lubrification ou un mauvais alignement de l'outil.
- Des plateaux irréguliers suggèrent un durcissement du matériau ou un mauvais contrôle du temps de séjour.
- Les zones de retour élastique révèlent une contrainte résiduelle ou une reprise élastique.

L'analyse de ces données permet d'optimiser les profils de mouvement de la presse et de confirmer que la courbe de couple du servomoteur sélectionné s'aligne sur les exigences réelles du processus - et pas seulement sur le tonnage théorique.
Rigidité des moules et des montages
La rigidité de l'outillage joue un rôle majeur dans l'efficacité du tonnage. Si une matrice ou un dispositif de fixation fléchit sous l'effet d'une charge, une partie de la force appliquée est absorbée sous forme de déformation élastique, ce qui réduit la précision du formage.
Pour minimiser ce phénomène :
- Utiliser des plaques de serrage et de support équilibrées pour maintenir une pression uniforme.
- Choisir des nuances d'acier à outils ayant un module d'élasticité plus élevé.
- Incorporer l'analyse par éléments finis (FEA) lors de la conception de la filière pour prévoir les zones de déflexion.
Cette amélioration permet non seulement d'accroître la précision du tonnage, mais aussi de prolonger la durée de vie et la répétabilité des matrices.
Performance thermique et de fatigue
Chaque servopresse a une valeur nominale de service continu, spécifiant la charge qu'elle peut supporter indéfiniment sans surchauffe. Un fonctionnement proche du couple maximal pendant des cycles prolongés augmente la chaleur dans le moteur et la vis à billes, ce qui entraîne une dérive dimensionnelle et une usure accélérée.
Pour les opérations de formage en continu ou à grande vitesse, les ingénieurs doivent choisir une presse qui fonctionne en continu à 70-80% du tonnage nominal. Cela permet de garantir
- Sortie de couple stable.
- Augmentation de la température plus faible.
- Précision constante sur de longues séries.
La surveillance thermique et les systèmes de refroidissement à air pulsé sont également des améliorations précieuses pour les presses fonctionnant en plusieurs équipes.
Conclusion
Le choix du bon tonnage pour une servopresse est plus qu'un simple chiffre sur une fiche technique - c'est une décision d'ingénierie qui affecte la qualité, le coût et la durée de vie à long terme de l'équipement. La technologie servo va encore plus loin en ajoutant une commande programmable, une efficacité énergétique et un retour d'information numérique, ce qui permet aux fabricants de former, d'assembler ou de presser avec une plus grande précision et moins de déchets.
Prêt à optimiser votre choix de presse ? Notre équipe d'ingénieurs est spécialisée dans les servopresses de petit et moyen tonnage (1-5 tonnes) conçues pour l'assemblage de précision, le formage et l'assemblage des métaux. Contactez-nous dès aujourd'hui pour discuter de votre projet ou demander une évaluation gratuite du tonnage avec nos ingénieurs d'application.
FAQ
Comment convertir des tonnes en kilonewtons (kN) ?
1 tonne métrique = 9,81 kN. Par exemple, une presse de 10 tonnes équivaut à environ 98 kN.
Un tonnage plus élevé est-il toujours préférable ?
Non. Les presses surdimensionnées consomment plus d'énergie et réduisent la sensibilité de la force. Choisissez la plus petite machine qui réponde aux besoins de votre processus, avec une marge de sécurité.
Une servopresse peut-elle gérer plusieurs applications ?
Oui. Grâce à la commande de mouvement programmable, une seule servopresse peut effectuer diverses opérations - emboutissage, formage ou monnayage - dans les limites de sa capacité nominale.
Quelle est la différence entre le tonnage de pointe et le tonnage continu ?
Le tonnage de pointe est la charge maximale à court terme ; le tonnage continu est ce que la presse peut maintenir indéfiniment. Confirmez toujours les deux avant l'achat.
Comment puis-je vérifier que ma sélection de tonnage est correcte ?
Mesurez la force de formage réelle à l'aide d'une cellule de charge ou d'une simulation numérique. Si la force de pointe reste inférieure à 80% et la moyenne inférieure à 60% de la capacité nominale, votre sélection est bien équilibrée.
Hey, je suis Kevin Lee

Au cours des dix dernières années, j'ai été immergé dans diverses formes de fabrication de tôles, partageant ici des idées intéressantes tirées de mes expériences dans divers ateliers.
Prendre contact
Kevin Lee
J'ai plus de dix ans d'expérience professionnelle dans la fabrication de tôles, avec une spécialisation dans la découpe au laser, le pliage, le soudage et les techniques de traitement de surface. En tant que directeur technique chez Shengen, je m'engage à résoudre des problèmes de fabrication complexes et à favoriser l'innovation et la qualité dans chaque projet.
Ressources connexes


Acier électro-galvanisé : guide de fabrication et de sélection

Poinçonnage ou découpe laser : Coût, vitesse et compromis DFM
