De nombreux ingénieurs et acheteurs rencontrent des problèmes de qualité avec les pièces rotatives - vibrations, oscillations ou ajustement incohérent. La cause est souvent liée aux tolérances géométriques. Plus précisément, le battement circulaire et le battement total. Ces deux contrôles GD&T semblent similaires, mais ils résolvent des problèmes différents. Si vous les mélangez, les pièces risquent de ne pas fonctionner comme prévu.
Le battement circulaire contrôle la variation à chaque section circulaire. Le faux-rond total contrôle l'ensemble de la surface sur toute la longueur. Le faux-rond circulaire se concentre sur la rondeur en un point. Le faux-rond total ajoute des contrôles de rectitude et de conicité sur l'ensemble de la pièce.
Je vous invite à me suivre pour connaître les règles d'appel simples, les configurations de jauge et les chiffres réels pour les tailles standard. Vous éviterez les rebuts et les devinettes, vous passerez les audits et votre chaîne de production fonctionnera tous les jours.
Qu'est-ce que le dimensionnement et le tolérancement géométriques (GD&T) ?
La GD&T permet de contrôler la forme et la position des pièces. Elle fixe des limites claires afin que les pièces s'emboîtent et se déplacent comme prévu.
Au lieu de se contenter de donner des chiffres pour les dimensions, la GD&T définit également à quel point une surface doit être droite, plate ou ronde. Elle utilise des symboles sur les dessins techniques pour indiquer ces limites.
Le faux-rond est un type de tolérance dans le cadre de la GD&T. Il permet de contrôler la distance à laquelle une surface rotative peut s'écarter de sa trajectoire correcte. Lorsqu'un arbre tourne, il doit tourner en douceur. Le faux-rond vérifie qu'il n'y a pas d'oscillation ou de décalage. Un comparateur est utilisé pour mesurer ce mouvement.
Le faux-rond est essentiel pour les pièces qui tournent ou qui s'ajustent étroitement à d'autres pièces. Un faux-rond trop important peut entraîner du bruit, une usure supplémentaire, voire une défaillance de la pièce.
Qu'est-ce que le faux-rond circulaire? ?
Le battement circulaire est un contrôle GD&T pour les pièces tournantes. Il limite les mouvements d'entrée et de sortie d'une surface au niveau d'une section circulaire unique lorsque la pièce tourne autour d'un axe de référence. Il combine la circularité et l'alignement sur cet axe pour cette section. Ce contrôle s'applique aux cylindres, aux cônes et aux faces.
Elle ne permet pas de contrôler la conicité, la courbure ou l'ondulation le long de l'axe. La tolérance indiquée est égale à la lecture totale de l'indicateur (TIR) autorisée.
Comment mesure-t-on le faux-rond circulaire? ?
Les inspecteurs montent la pièce de manière à ce qu'elle tourne autour d'un axe de référence, souvent à l'aide de centres, d'une pince de serrage ou de blocs en V.
Ils placent un comparateur sur la surface, perpendiculairement à la direction de la mesure. Après avoir mis l'indicateur à zéro, ils font tourner la première partie d'un tour complet et notent la différence entre la lecture la plus haute et la plus basse. Cette différence est le TIR.
Ils répètent le processus à chaque endroit requis pour les contrôles de plusieurs sections. Lors du contrôle d'une face, ils positionnent l'indicateur perpendiculairement à celle-ci, à proximité du rayon nécessaire, et suivent les mêmes étapes.
Applications clés dans les composants mécaniques
Le battement circulaire est courant sur les tourillons de roulements où une rotation régulière est essentielle. Il est également utilisé sur les arbres de moteurs et de pompes pour réduire les vibrations et les alésages de joints ou les diamètres de presse-étoupe pour maintenir un contact d'étanchéité uniforme. Les faces des disques de frein, les gorges des poulies et les moyeux d'engrenages peuvent également nécessiter ce contrôle pour réduire le bruit et l'usure.
Symboles courants et représentations graphiques
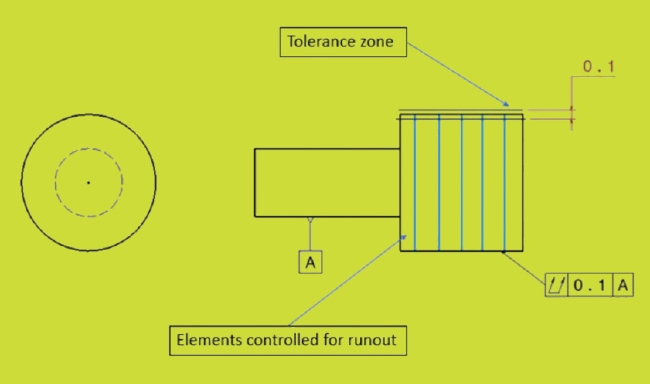
Les dessins montrent le battement circulaire dans un cadre de contrôle des fonctions avec le symbole de battement circulaire (une seule flèche circulaire), la valeur de tolérance et la lettre de référence de l'axe. Exemple : [symbole de battement] | 0,02 | A.
Une ligne de repère indique la surface contrôlée. La zone de tolérance est une bande autour de chaque cercle mesuré ; aucun symbole de diamètre n'est utilisé.
La fonction Runout utilise par défaut la fonction RFS (quelle que soit la taille de l'élément). Les modificateurs MMC ou LMC ne sont pas appliqués.
Si plusieurs sections doivent être vérifiées, le dessin peut comporter une note telle que "mesure à plusieurs endroits" ou indiquer des points de mesure sur la longueur.
Qu'est-ce que le faux-rond total? ?
Le battement total est une tolérance GD&T qui limite la variation de la surface lorsqu'une pièce tourne autour d'un axe de référence. Contrairement au battement circulaire, qui contrôle une section transversale à la fois, le battement total contrôle l'ensemble de la surface en une seule mesure. Il contrôle à la fois la circularité, la rectitude et la conicité.
La tolérance s'applique à chaque élément circulaire et à la longueur qui les sépare. Elle est plus stricte que le battement circulaire et permet un contrôle plus étroit des pièces critiques.
Comment le faux-rond total est-il mesuré? ?
Pour mesurer le faux-rond total, montez la pièce de manière à ce qu'elle tourne autour de son axe de référence. Placez un comparateur contre la surface. Pendant que la pièce tourne, faites glisser l'indicateur d'une extrémité à l'autre de la surface.
Noter les relevés les plus élevés et les plus bas pendant le processus. La lecture de l'indicateur total (TIR) doit rester dans la tolérance indiquée. Cette méthode mesure toutes les variations ensemble, montrant comment la surface entière se comporte, et pas seulement une section.
Applications clés dans les pièces tournantes
Le faux-rond total est utilisé sur arbres de précisionElle est nécessaire lorsque la forme et l'alignement de la surface entière doivent respecter des limites strictes. Il est nécessaire lorsque la forme et l'alignement de l'ensemble de la surface doivent respecter des limites strictes. Les exemples incluent les rotors de turbines, les arbres de boîtes de vitesses et les vilebrequins d'automobiles. L'utilisation du battement total permet d'éviter les déséquilibres, les vibrations et les bruits.
Symboles courants et représentations graphiques
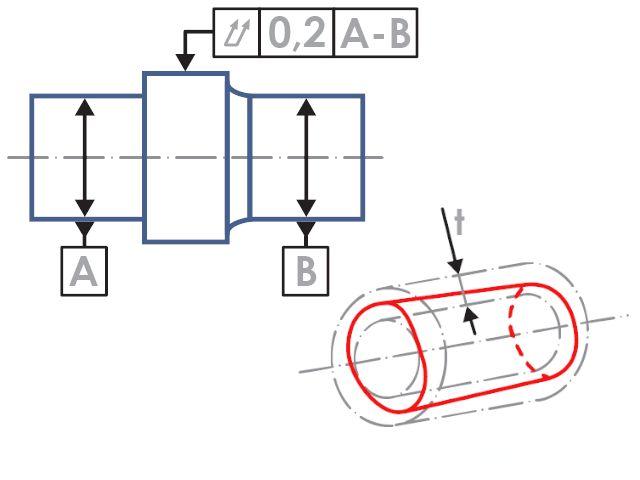
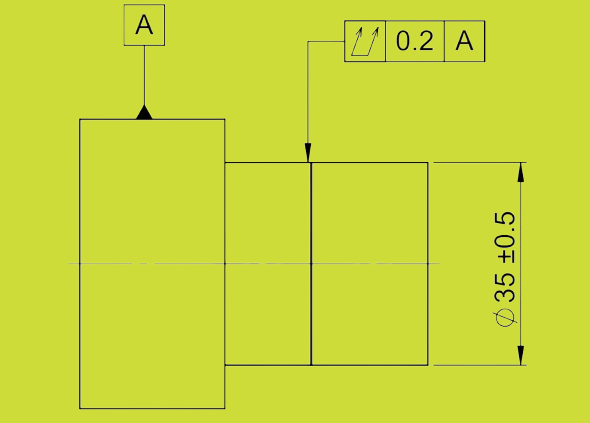
Sur les dessins, le battement total est indiqué dans un cadre de contrôle des caractéristiques avec le symbole de battement total (deux flèches concentriques), la valeur de la tolérance et la lettre du point zéro. Exemple : [symbole de la double flèche] | 0,01 | A.
Elle s'applique généralement aux surfaces cylindriques. La zone de tolérance est une bande 3D entourant toute la longueur de la surface, alignée sur l'axe de référence. Comme pour le battement circulaire, la valeur par défaut est RFS (quelle que soit la taille de l'élément) et les modificateurs MMC et LMC ne sont pas utilisés.
Utilisez le faux-rond total lorsque vous avez besoin d'un contrôle complet de la surface, et pas seulement de mesures en quelques points.
Différences essentielles entre le faux-rond circulaire et le faux-rond total
Le faux-rond circulaire et le faux-rond total peuvent sembler similaires, mais ils contrôlent des caractéristiques différentes d'une pièce. Comprendre ces différences vous permet de choisir le contrôle approprié pour votre conception ou votre inspection.
Étendue de la mesure et couverture de la surface
Le battement circulaire mesure une section transversale à la fois. Il ne tient pas compte de la forme de la surface entre les sections. Les mesures ne sont effectuées qu'en des points précis.
Le battement total mesure l'ensemble de la surface sur la longueur de la pièce. Il comprend la rondeur, la rectitude, la conicité et l'ondulation. Cela permet un contrôle complet de la surface plutôt que de vérifier des points isolés.
Impact sur la fonctionnalité des pièces
Le faux-rond circulaire maintient une pièce ronde en des points donnés. Il réduit l'oscillation mais ne contrôle pas la conicité ou l'arrondi.
Le faux-rond total garantit la fidélité de la pièce sur toute sa longueur pendant la rotation. Il empêche les problèmes de faux-rond sur toute la surface, réduisant ainsi le risque de bruit, d'usure ou de fuites. Utilisez le faux-rond total lorsque chaque point de la surface doit rester étroitement aligné sur le point de référence.
Méthodes et outils d'inspection
Les deux contrôles utilisent un indicateur à cadran et un dispositif rotatif. L'indicateur reste fixé à un endroit pendant que la pièce tourne pour le faux-rond circulaire. Pour le battement total, l'indicateur se déplace le long de la surface pendant que la pièce tourne, enregistrant les variations sur la longueur.
Les deux méthodes requièrent des fixation. La pièce doit tourner avec précision autour de l'axe de référence. Des blocs en V, des centres ou un tour peuvent aider à la stabiliser.
Différences de zones de tolérance
La zone de tolérance est un cercle 2D à chaque section transversale mesurée dans le battement circulaire. La surface doit rester à l'intérieur de ce cercle pendant la rotation.
La zone de tolérance est une bande cylindrique en 3D couvrant toute la longueur du faux-rond total. La surface doit rester à l'intérieur de cette bande en tout point.
La zone de battement total est plus restrictive car elle inclut toutes les variations sur la longueur. Le faux-rond total est donc un contrôle plus strict et plus complet.
Facteurs affectant la précision du faux-rond
Les mesures de faux-rond peuvent varier en fonction de la manière dont la pièce est tenue, de la machine utilisée et de l'environnement. Pour obtenir des résultats précis, il convient de contrôler ces facteurs lors de l'inspection.
Erreurs de montage et de serrage de la pièce
Les valeurs de faux-rond seront fausses si la pièce n'est pas centrée ou serrée uniformément. Des mâchoires souples, une pression inégale ou des surfaces de contact sales peuvent déplacer légèrement la pièce.
Même de petits décalages entraînent des changements de lecture significatifs. Montez toujours les pièces à l'aide de montages précis. Nettoyez les surfaces de contact et utilisez des configurations reproductibles pour réduire les fausses lectures.
Précision de la broche de la machine-outil
La broche de la machine doit tourner en douceur. Si la broche oscille ou présente une usure, elle ajoute un faux-rond supplémentaire. Il est alors difficile de déterminer si l'erreur provient de la pièce ou de la machine.
Vérifier la précision de la broche avant de tester les pièces. Utilisez un gabarit de référence ou une pièce maîtresse pour confirmer la stabilité de la machine.
Finition de la surface et imperfections
Surfaces rugueuses ou bavures affectent le contact du comparateur. Une bosse ou un creux peut provoquer de fausses pointes dans la lecture.
Nettoyez la surface avant de procéder à la mesure. Éliminez les bavures, la rouille et les copeaux. Utilisez un palpeur avec une pointe de contact plus large pour les pièces rugueuses afin de compenser les défauts mineurs.
Facteurs environnementaux tels que la température et les vibrations
Les changements de température ambiante peuvent dilater ou rétrécir la pièce. Quelques degrés seulement peuvent modifier la surface.
Les vibrations des machines voisines peuvent secouer le dispositif d'essai. Cela ajoute du bruit à la lecture. Utilisez des tables stables et testez dans un endroit calme. Laissez les pièces atteindre la température ambiante avant de les tester.
Meilleures pratiques pour spécifier le faux-rond sur les dessins
Des repères de battement clairs et pratiques permettent de réduire les défaillances des pièces, de diminuer les coûts et d'améliorer l'efficacité de la production. Les conseils ci-dessous peuvent vous aider à obtenir de meilleurs résultats.
Choisir la bonne tolérance pour l'application
Choisissez le faux-rond circulaire lorsque la rondeur de certaines sections est suffisante. Cette méthode fonctionne bien pour les arbres simples, les sièges de roulement et les disques de frein.
Utilisez le faux-rond total lorsque la totalité de la surface doit rester alignée et lisse. Il convient aux arbres longs, aux broches et aux pièces dont les joints d'étanchéité sont serrés.
Adaptez le type de tolérance à la fonction de la pièce. Évitez d'utiliser le faux-rond total lorsque le faux-rond circulaire fait l'affaire. Cela permet d'éviter un surcroît de travail et de coût sans bénéfice supplémentaire.
Éviter les tolérances trop serrées
Des tolérances trop serrées augmentent les coûts de fabrication et peuvent ralentir la production. Les ateliers peuvent avoir besoin d'équipements de plus grande précision ou de temps de préparation plus longs pour répondre à des exigences extrêmes.
Commencez par une valeur réaliste. Examinez des pièces similaires ou des échantillons d'essai pour confirmer la tolérance nécessaire. Si 0,05 mm fonctionne sans problème, il n'est pas nécessaire de spécifier 0,01 mm.
Communiquer avec les fournisseurs et les inspecteurs
Ajoutez des notes sur le dessin pour expliquer la méthode d'inspection ou l'emplacement de la mesure. Indiquez les points de mesure, les exigences en matière d'état de surface ou l'orientation de la pièce s'ils ont une incidence sur les résultats.
Discutez des tolérances avec votre fournisseur avant de finaliser le dessin. Confirmez qu'il dispose des outils et des processus nécessaires pour mesurer et respecter les exigences.
Partagez les fichiers de CAO 2D et 3D et demandez un retour d'information dès le début. Cela permet d'éviter les retards, de réduire les malentendus et de s'assurer que la pièce répond au dessin et aux besoins de performance dans le monde réel.
Conclusion
Le faux-rond circulaire vérifie la circularité sur des sections transversales individuelles. Le faux-rond total contrôle l'ensemble de la surface sur toute sa longueur. Le faux-rond circulaire est plus simple et convient au contrôle de l'oscillation en des points spécifiques. Le battement total est plus strict et convient mieux aux pièces rotatives de haute précision. Chacun a sa place dans la GD&T, en fonction de la fonction de la pièce et des besoins d'inspection.
Vous recherchez une assistance experte pour des tolérances de faux-rond serrées ou vous avez besoin de pièces répondant à vos spécifications exactes ? Contactez-nous dès aujourd'hui. Notre équipe peut vous aider à trouver la bonne solution pour votre projet.
Hey, je suis Kevin Lee

Au cours des dix dernières années, j'ai été immergé dans diverses formes de fabrication de tôles, partageant ici des idées intéressantes tirées de mes expériences dans divers ateliers.
Prendre contact
Kevin Lee
J'ai plus de dix ans d'expérience professionnelle dans la fabrication de tôles, avec une spécialisation dans la découpe au laser, le pliage, le soudage et les techniques de traitement de surface. En tant que directeur technique chez Shengen, je m'engage à résoudre des problèmes de fabrication complexes et à favoriser l'innovation et la qualité dans chaque projet.
Ressources connexes

Texturation au laser des métaux : préparation, conception pour la fabrication (DFM) et maîtrise des coûts

Acier électro-galvanisé : guide de fabrication et de sélection

Poinçonnage ou découpe laser : Coût, vitesse et compromis DFM
